基于搅拌摩擦焊的船体焊缝Matlab分析
2015-12-04 07:07王彦
舰船科学技术 2015年3期
王 彦
(武汉铁路职业技术学院,湖北 武汉430205)
0 引 言
现代船舶制造业发展方兴未艾,其中焊接工艺技术发挥着至关重要的作用。焊接工艺技术的不断提高与进步大大缩短了船舶制造周期、节约了生产成本,有效提高了船舶的密封性与质量[1]。然而,再精细的工艺也存在缺陷,在船舶制造业中,小小的焊接、焊缝缺陷就可能成为引发海洋事故的导火索,因此焊缝缺陷问题不容轻视,焊接质量检测应当受到人们高度的重视。
在本文中,主要针对一种新兴的焊接技术,即搅拌摩擦焊技术进行研究,分析搅拌摩擦焊的焊缝缺陷。本文首先对搅拌摩擦焊接技术的原理及特点进行介绍;然后分析搅拌摩擦焊常见焊缝缺陷的产生原因,并对较为常用的焊缝检测方法进行对比分析;最后提出基于Matlab的搅拌摩擦焊焊缝缺陷分析方法。
1 搅拌摩擦焊技术
搅拌摩擦焊是由英国焊接研究所于1991年发明的焊接技术,它是一种固态连接方法。搅拌摩擦焊利用摩擦热与塑性变形热作为焊接热源,通过搅拌头的旋转运动与工件的相对运动完成焊接。搅拌摩擦焊设备构造如图1所示。搅拌摩擦焊是一种新型的、绿色的固态连接方法,自它问世以来便受到广泛的关注,该工艺技术也被应用到多个领域,例如,挪威利用搅拌摩擦焊接工艺可焊接3~15 mm、尺寸6 ×16的AI 船板;美国波音公司利用搅拌摩擦焊技术焊接了火箭的部分工件;麦道公司将搅拌摩擦焊技术引用到运载火箭的推进剂贮箱的焊接中;德国宝马公司在汽车制造过程中,包括底盘、油箱、大梁等关键结构中都用到了搅拌摩擦焊接技术。目前,世界各国开始研究利用锌、钛、铅、低碳钢等材料的搅拌摩擦焊工艺。

图1 焊接摩擦焊示意图Fig.1 FSW schematic diagram
1.1 搅拌摩擦焊的原理及特点
搅拌摩擦焊的工作原理如图2所示。

图2 工作原理Fig.2 Working principle
搅拌头有夹持器和特形指棒(通常为带螺纹的圆柱体)两部分构成。焊接时,搅拌头伸入到待焊工件的接缝处,使其特形指棒完全钻入到接缝内,夹持器的圆柱面与待焊工件表面紧密接触。然后搅拌头高速旋转,与待焊工件材料产生摩擦,利用摩擦热量使搅拌头前端金属键处的材料发生塑性形变,然后沿着待焊工件的边沿移动搅拌头,使工件与焊透产生相对移动,高度塑性形变的材料会逐渐沉积在搅拌头的后面,利用焊透与工件之间的压力与摩擦热量形成搅拌摩擦焊焊缝。
搅拌摩擦焊技术是摩擦焊的一种,但与传统常规的摩擦焊技术相比较而言,有着很多优势,但随着搅拌摩擦焊技术的不断深入发展,也存在着有待改善的缺点,详细分析参见表1。

表1 优缺点分析Tab.1 Advantages and disadvantages analysis
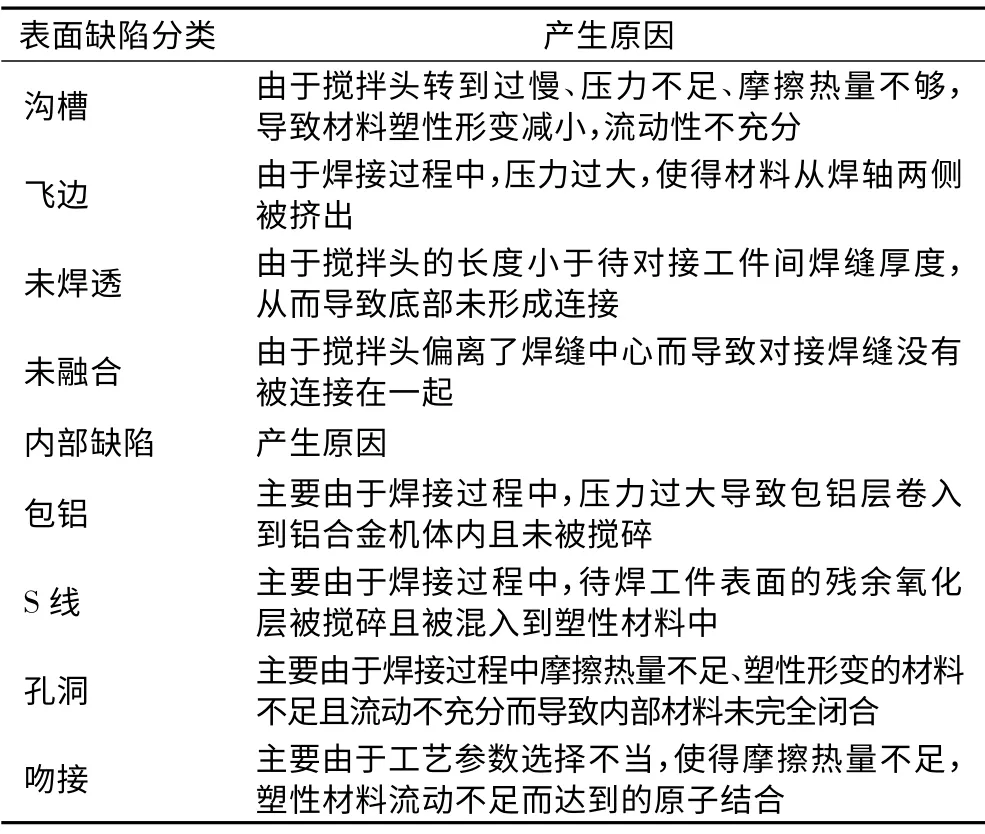
表2 缺陷分析Tab.2 Welds analysis
1.2 搅拌摩擦焊焊缝缺陷分析
在搅拌摩擦焊焊接的过程中,由于工艺参数的偏离(如焊接速度、搅拌头转速以及下压量等)或者意外因素的影响,往往会伴随着缺陷的存在。通常情况下,搅拌摩擦焊的焊缝缺陷分为表面缺陷与内部缺陷,其中,表面缺陷主要有沟槽、飞边、未焊透、未熔合;内部缺陷主要有包铝、S 线、孔洞、吻接。产生原因分析详见表2。沟槽、飞边缺陷如图3所示。

图3 焊缝缺陷Fig.3 Welds defects
1.3 搅拌摩擦焊焊缝检测研究现状
目前,针对搅拌摩擦焊焊缝的检测方法主要有:射线检测法、渗透检测法、涡流检测法以及超声波检测方,上述4 种方法的原理如表3所示。
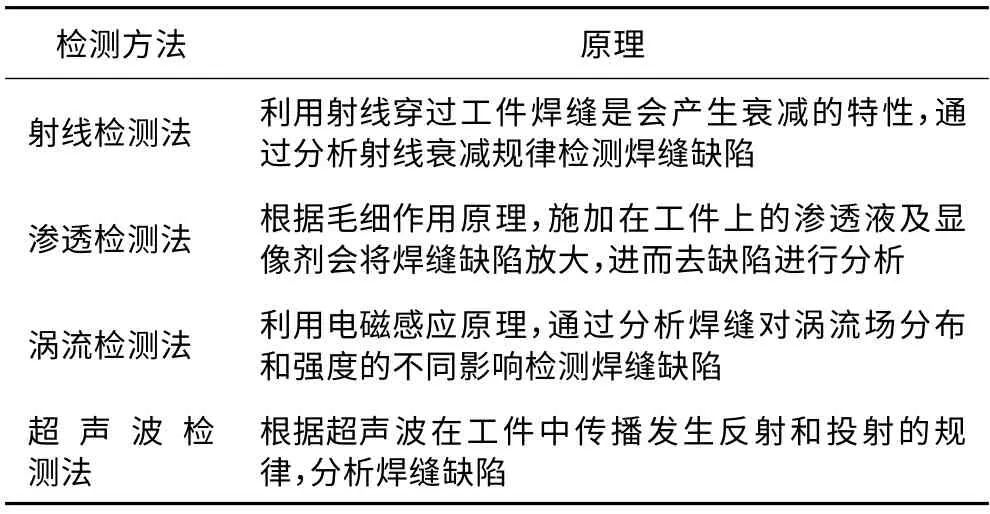
表3 四种方法原理表Tab.3 The principle of four mothod
2 基于Matlab的焊缝分析方法
Matlab 是面对科学计算、可视化以及交互式程序设计的数学软件,它包括矩阵计算、数值分析、科学数据可视化、动态系统建模与仿真等诸多功能。
2.1 基于小波变换的特征提取方法
本文利用Matlab的小波分析工具箱进行焊缝缺陷图像的预处理级特征提取,其GUI 界面如图4所示。

图4 Matlab toolboxFig.4 Matlab toolbox
小波分析工具箱提供了一个可视化的小波分析工具,是一个很好的算法研究和工程设计,仿真和应用平台,适合于信号和图像分析、去噪等。小波分析工具箱小波去噪步骤如下:
1)开打Matlab,点击Toolbox,选择Wavelet,进入Wavemenu 界面,在窗口菜单中点击SWT De-noising 2- D,进入到二维离散小波处理图形界面。
2)点击File,Load,Image 菜单命令,导入待处理的图片。
3)在视图窗口右侧选择要使用小波种类及层数,然后为各层小波系数设置软阈值和硬阈值,点击Decompose Image,开始降噪处理。
在降噪处理完成后,对图像进行小波多尺度分析,取不同频段的系数作为特征值。
设图像信号为f(x,y),二维离散小波分解如下:

式中:Vj为水平、垂直空间频率为低频的子图像,反映上一次信号中的低频信息;,和为上一层信号中的细节信息,反映的是高频信息。为f(x,y)在垂直方向的分解,表示水平方向是高频、垂直方向是低频的子图像;为f(x,y)在水平方向的分解,表示水平方向是低频、垂直方向是高频的子图像;为f(x,y)在45°方向的分解,表示水平与垂直方向均是高频的子图像。

2.2 基于SVM的分类识别方法
支持向量机(SVM)是一种基于结构风险最小化准则的机器学习方法,能够在训练误差和分类器容量之间达到较好的平衡[5]。本文中选用LS-SVMlab Toolbox 对焊缝缺陷进行分类识别。LS-SVM 是SVM的改进,更加重视和利用原始对偶的规范条款解释。LS-SVMlab Toolbox 是Matlab的一个工具箱,能够解决非线性多类别分类问题。LS-SVMlab Toolbox 结构如图6所示。利用LS-SVMlab Toolbox的识别结果如表4所示。

图5 LS-SVMlab ToolboxFig.5 LS-SVMlab Toolbox

表4 识别结果Tab.4 Identify results
3 结 语
本文对搅拌摩擦焊的焊缝缺陷进行了深入研究,对其缺陷产生原因及其缺陷检测方法进行了详细分析,并利用图像处理技术,通过运用Matlab 强大的数学分析与信号处理功能,对搅拌摩擦焊的焊缝进行了分析。首先,使用Matlab的小波分析工具箱对焊缝缺陷图像进行降噪与特征提取,然后,使用LS-SVMlab Toolbox 进行分类识别分析。实验结果表明,Matlab的相关工具箱可以对焊缝缺陷进行有效分析,该方法简单、易实现,能够直观、多角度对焊缝进行分析,取得较为理想的检测效果。
[1]郭泽亮.激光焊接技术在舰船建造中的应用[J].舰船科学技术,2005,27(4):81-84.
[2]MISHRA R S,MA Z Y.Friction stir welding and processing[J].Materials Science and Engineering R,2005(58):1041-1046.
[3]SOE W M,NINA L,JOHN T.An evaluation of four different wavelet decomposition in urban areas [J].Transaction in GIS,2002,6(4):403-429.
[4]VAPNIK V N.An overview of statistical learning theory[J].IEEE Transactions on Neural Networks,1999,10(5):988-998.
[5]樊凌.基于图像处理和机器学习的船舶焊接缺陷识别技术[J].舰船科学技术,2014,36(12):99-102.FAN Ling.Welding defect recognition technology based on image processing and machine learning[J].Ship Science and Technology,2014,36(12):99-102.
猜你喜欢
杭州电子科技大学学报(自然科学版)(2022年4期)2022-08-23
中国特种设备安全(2022年3期)2022-07-08
杭州电子科技大学学报(自然科学版)(2022年3期)2022-06-08
智能制造(2021年4期)2021-11-04
科技风(2021年19期)2021-09-07
杭州电子科技大学学报(自然科学版)(2020年3期)2020-06-08
电子制作(2019年13期)2020-01-14
发明与创新·中学生(2019年1期)2019-03-23
中国科技纵横(2016年10期)2016-12-01
读写算·小学低年级(2015年11期)2015-11-17