紧密赛络纺涤粘50sAB纱的生产实践
2015-12-02 01:18:57张黎
纺织报告 2015年8期
张 黎
紧密赛络纺涤粘50sAB纱的生产实践
张 黎
(江苏宝达纺织有限公司,南通 226000)
AB纱是指由两种不同的原料,相同定量的粗纱,在细纱后区,经双孔喇叭口,以一定的间距喂入牵伸区,从前罗拉输出,在三角区两股须条加捻并合成纱线。采用紧密赛络纺纺出来的AB纱,效果更佳,其纱线不仅条干好,毛羽少,而且织物平整,清晰。
紧密赛络纺;AB纱;涤纶纤维;粘胶纤维;工艺参数
0 前言
随着紧密纺的普及,市场上由紧密纺生产出来的常规纱线已基本处于饱和状态,而下游客户对“花式”的要求却在不断地更新。为紧跟潮流,也为追求产品利润最大化,江苏宝达纺织有限公司进行了紧密赛络纺涤粘50sAB纱的开发,生产出客户满意的产品。
1 原料选配
仪征化纤生产的涤纶纤维,规格为1.33dtex× 38mm,唐山三友生产的粘胶纤维,规格为1.33dtex×38mm。纤维的主要性能指标见表1:

表1 试样规格具体参数
2 工艺流程
2.1 A粗纱涤纶纤维:A002C抓棉机→A006B混棉机→A036开棉机→A046振动棉箱给棉机→A076成卷机→A186G梳棉机→FA306并条机(三道)→FA1415粗纱机。
2.2 B粗纱粘胶纤维:A002C抓棉机→A006B混棉机→A036开棉机→A046振动棉箱给棉机→A076成卷机→A186G梳棉机→FA306并条机(两道)→FA1415粗纱机。
2.3 (A粗纱涤纶+B粗纱粘胶)→FA506V型牵伸细纱机→XLC易络佳自动络筒→成筒。
3 各工序工艺参数和生产措施
3.1 清棉工序
由于涤纶纤维和粘胶纤维均属于化学纤维,不含杂,整齐度高,所以工艺遵循“勤抓少抓,柔和开松,以梳代打”的原则,适当放大各机组尘棒与打手的隔距,减少纤维损伤;同时封闭部分尘棒,缩小尘棒隔距,减少落棉。主要工艺参数:抓棉打手速度720r/min,梳针打手速度480r/min,综合打手速度875r/min,棉卷罗拉速度:涤纶10r/min,粘胶12r/min,涤纶卷长32.4m,粘胶卷长36m。为防卷层粘连,用五只粗纱作为扦纱;挡车工放置成卷时一律横放,运输工输送卷时一律竖取,以弥补盘上、盘中、盘底因密度的差异而造成的重量波动。关于涤纶纤维生产线,所有配套工具都采取专用的,以防止涤纶纤维混入其他品种。
生产中存在的问题:涤卷不结实,蓬松,措施:圆盘喷雾加湿,调节野人头压力,增加紧压罗拉压力。
3.2 梳棉工序
梳棉工序是整个纺纱工艺的关键工序,工艺合理与否直接影响到成纱的棉结指标,所以在考虑梳理的同时,要兼顾纤维的损伤程度。工艺原则采用“轻定量、低速度、快转移”。由于这两种原料纺纱性能具有一定的共性,在针布选型上,采用“通用型”。锡林:AC2525×01550P,道夫AD4030×01890P,刺辊AT5610×05611,盖板MCH32P。主要工艺速度:锡林300r/min,刺辊700r/min,道夫:涤纶19r/min,粘胶22r/min。主要工艺隔距:给棉板—刺辊0.30mm,刺辊—除尘刀0.43 mm,刺辊—小漏底,进口×第四点×出口12×0.8×1mm,后下板罩板进口0.66mm,前下罩板出口0.56mm,锡林—道夫0.13mm,盖板—锡林:涤纶 025mm、0.23mm、0.20mm、0.20mm、0.23mm,粘胶 0.23mm、0.20mm、0.18mm、0.18mm、0.20mm。
手捡棉结数,涤纶1粒/克,粘胶0粒/克。
生产过程中存在问题:(1)涤纶纤维缠绕锡林;措施 :适当放大盖板与锡林隔距。
(2)圈条盘下涤纶条不顺畅;措施 :清洁喇叭口和圈条器。
3.3 并条工序
因涤纶生条中纤维较乱,平行度、伸长度差,采用三道并和;粘胶两道并和。工艺原则:“重加压,慢速度”,由于喂入并条的前弯钩多,所以头并采取小于并合数的总牵伸倍数,较大的后区牵伸倍数以伸直前弯钩,二并采用较小的后区牵伸倍数,集中前区主牵伸以伸直后弯钩。涤纶主要工艺参数见表2。

表2
粘胶主要工艺参数见表3
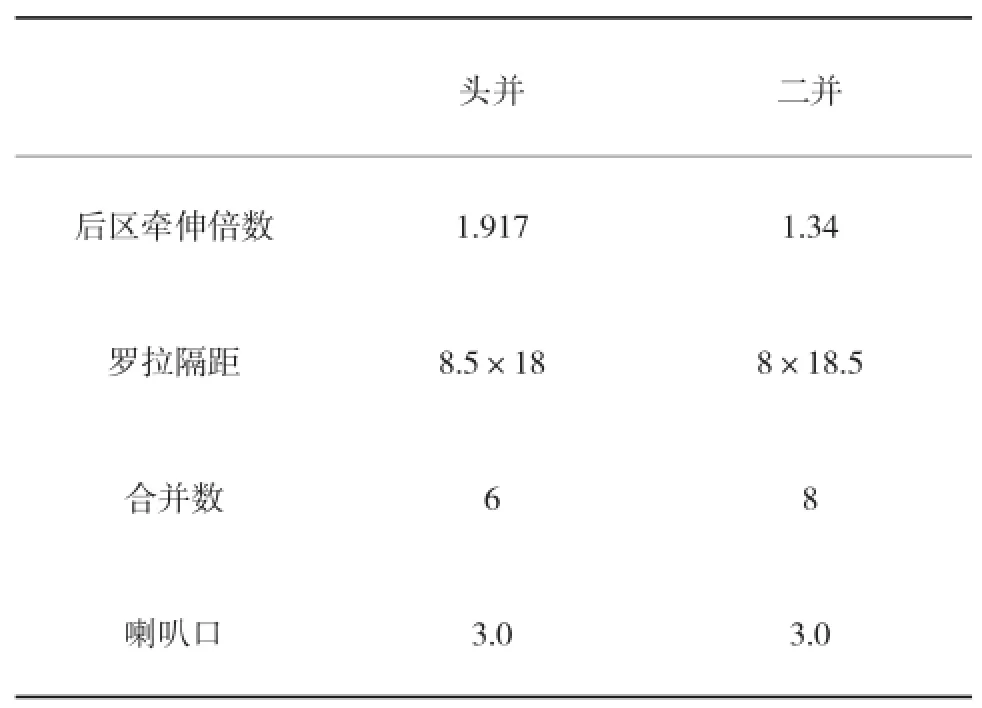
表3
熟条湿定量:涤纶17.05g/5m, 粘胶18.7g/5m
熟条干重量:涤纶17.05÷(1+0.04%)=17.0g/5m, 粘胶18.7g÷(1+10%)=17.0g/5m。(粘
胶实际回潮率10%)
生产过程中存在的问题:纺涤纶时(1)皮辊缠绕;措施 :皮辊WRC-83进行尼龙6涂料加一定比例的抗静电剂处理。(2)圈条盘下条不顺畅; 措施:清洁喇叭口、圈条管,减小喇叭口径。
3.4 粗纱工序
工艺上采取“轻定量,稍大的后区牵伸倍数,稍大的粗纱捻系数”,合理调节大、中、小纱粗纱张力,减小粗纱重不匀。主要工艺参数:总牵伸倍数 10.83,后区牵伸倍数 1.26,捻系数:涤纶76,粘胶80,锭速880r/min,隔距块5.5,罗拉隔距10×25×37
生产过程中存在问题:纺纱过程中出现不定位的间隙性吐硬头,措施:增大后区牵伸倍数,适当加大隔距块,适当调节摇架压力。
3.5 细纱工序
江苏宝达纺织有限公司的紧密赛络纺是在FA506细纱机上进行改造的,它是紧密纺与赛络纺性能的集中体现。由两种不同原料纺制的粗纱,经过牵伸通过异型管的集聚槽,在负压和网格圈的共同作用下,纤维紧密排列有序,从前罗拉输出,两股须条拈合后的纱体能清晰地看到纹路呈螺旋式上升,别具风格。工艺原则“重加压,小后区牵伸”。主要工艺参数:异型管负压3000,网格圈目数145,后区牵伸倍数1.14,拈系数398,罗拉隔距18.5×28(V型牵伸)
纱纡各项检测指标:(月度平均指标)见表5。

表5
AB纱因属于特殊品种,有别于AA纱,故操作有以下几点注意事项:
3.5.1 粗纱悬挂于吊锭:A涤纶粗纱放置二、四排(相对粘胶意外牵伸小),B粘胶粗纱放置一、三排。
3.5.2 粗纱穿引,涤纶粗纱左孔,粘胶粗纱右孔,粘包涤(注:AB纱与BA纱感观、风格不一)
3.5.3 非整体换纱,在换粗纱穿引时一定要根据以上两点要求,严禁出现AA纱或BB纱,这是大的质量事故问题,我厂是整体换纱需经三级检查方可开车。(换粗纱工自查,车间检查,生产部复查)
3.5.4 巡回过程中要加强集聚槽纤维状态的检查:(1)因喇叭口位置不居中或集聚槽堵塞造成单槽纺纱的;(2)因上销积花、挂花或罗拉嵌花导致的集聚槽纤维飘移的,这些纱纡要及时予以清理。
3.5.5 同一车间,若纺有不同品种时,相邻机台在落纱开车时一定要防范生头纱用错。
3.6 络筒工序
工艺原则“小张力,低速度”,合理设置电清工艺参数、拈接器工艺参数,反复调节拈接接头质量,提高寻头和打接成功率,避免因反复抓取而导致的筒子磨损,充分利用电清功能拦截条干异常纱纡,以确保筒子内外层质量。
工艺参数:速度 1100m/min
N 240
S 120%×1.8
L 30%×20
H1 100%×2.2
T -25%×20
H1 -40%×4
H2 -50%×1
H3 -60%×0.1
C/CC CP +18% CCP +24%
Cm -16 % CCm -20%
C 2.0 CC 0.8
终端把关:规定时间收筒,要求收筒工逐只检查,值班长复查,签字确认无误后才可收筒入箱。
4 结束语
AB纱采用紧密赛络纺的纺纱方式,使纱线品质和用途得到了拓展和提高,由于涤纶纤维在生产过程中存在生活难做的问题,我们采取了相应的措施,对工艺、设备、运转操作做了调整,使得成纱品质得到相对稳定。AB纱的成功开发,不仅提高了企业产品档次,而且在经济效益方面发挥了积极作用。
Actice closely Siro spinning yarn of viscose fifty AB
ZHANG Li
(Jiangsu Baoda Textile Co., Ltd., Nantong 223000, China)
AB yarn is defined by two different materials, the same quantity of roving, at the back area of the spinning district, after the bell holes, at a constant pitch feed drafting zone, output from the front roller, two shares in Triangle twisting sliver and synthetic yarns. Using compact Sirospun AB yarn spun out, the better, it is not only yarn evenness, less hairiness, and the fabric is smooth and clear.
close sirospun; AB yarn; polyester fiber; viscose fiber; process parameters
TS104.2
A
投稿日期:2015-07-22
张 黎(1973-),籍贯:湖北潜江县,主攻棉、人棉、TC、TR混纺。职务:厂长;E-mail:jsbd8@itg.com.cn。
猜你喜欢
毛纺科技(2022年11期)2022-12-05 07:59:38
纺织器材(2020年5期)2020-12-21 04:05:10
东坡赤壁诗词(2020年5期)2020-11-06 07:33:43
——具有历史感的工具
国际纺织导报(2020年1期)2020-04-25 02:27:04
机械工程与自动化(2020年1期)2020-03-22 03:30:14
棉纺织技术(2019年10期)2019-10-22 10:55:40
纺织科技进展(2019年4期)2019-04-30 06:31:06
棉纺织技术(2019年4期)2019-04-10 09:21:58
纺织科学与工程学报(2016年1期)2016-05-10 08:47:36
现代纺织技术(2015年1期)2015-06-15 18:19:02