薄壁石油套管铣削加工有限元分析
2015-12-01 07:56:12贾宏伟贾宏禹方勇
长江大学学报(自科版) 2015年1期
贾宏伟,贾宏禹,方勇
(长江大学机械工程学院,湖北 荆州434203)
丁辉
(道森钻采设备股份有限公司,江苏 苏州215137)
罗权,廖振武,孙巧雷
(长江大学机械工程学院,湖北 荆州434203)
石油工业中,套管是加固井壁形成井筒所用的钢管。壁厚很薄的薄壁套管,由于其硬度高,极易变形且外型复杂,加工精度要求较高,故需要通过数控技术与工艺装备的有效结合,确保其加工精度要求。所加工薄壁套管硬度为150HB(材料为Incoloy825),最后壁厚6.5mm,由于其长度接近600mm,且加工精度要求较高(外圆为0.06mm的尺寸公差,0.1mm的同轴度公差)、产品外型比较复杂(外表面镶嵌多处通槽和通孔),鉴于这些特点(见图1),难以保证其薄壁套管加工精度,因此通过装夹以及铣削加工有限元分析,对薄壁件的加工变形作出准确分析,并为铣削加工制造工艺的改进提供理论依据。

图1 薄壁套管形状结构
1 铣削力经验公式研究
铣削时,薄壁套管所受的切削力可按照纵向、横向和垂直进给方向分解为3个铣削分力,由于机床在机床升降台的运动方向上工艺系统刚度最低,故垂直进给分力Fv值容易导致机床振动。在生产实践中,经常遇到铣削力的计算问题。在生产实际中,铣削力可运用理论公式和经验公式进行快速估算。文献 [1]在考虑刀具对其铣削力影响的基础上,选用四因素四水平正交回归分析法,其考虑因素包括铣削速度n、进给量fz、铣削深度ap和铣刀名义半径R,铣削力经验公式为:

薄壁套管铣削加工常用到的一组铣削数据如下:主轴转速n=2100r/min;进给量fz=300mm/min;铣削深度ap=0.5mm;铣刀名义半径R=5mm;对应于这组参数的铣削力大小为Fv=137.8N。笔者选用这组铣削参数对应下的铣削力进行薄壁套管的有限元模拟加工,考虑到到生产实际中薄壁套管在其厚度方向上远小于其长度与宽度,故在有限元模拟中,只需要输入铣刀轴向的铣削力Fv=137.8N。
2 薄壁套管有限元分析
2.1 有限元模型的建立
笔者主要针对薄壁套管局部加工变形进行研究。由于加工机床轴线方向刚度或者工件刚度不足,由于铣削力所引起局部加工变形,导致其实际铣削参数与加工要求有差距,降低薄壁套管加工精度。有限元模型预测铣削力适用于在不具备实验条件或只需做少量实验且需有限元预测的铣削力进行验证的情形,有限元模型预测铣削力的优势在于可修改参数来探讨计算参数改变对其铣削力的影响规律,直到有限元模型预测铣削力与实验所得数据相近。
薄壁套管铣削加工并不适合去除材料进行有限元模拟分析,因为在其精加工过程中,铣刀直径、铣削深度和铣削宽度都非常小,所去除的材料相对套管本体而言是非常小的,因此笔者通过有限元分析来了解装夹与铣削综合作用下的变形与应力。
1)有限元模型的建立。通过有限元软件中Workbench建立其薄壁模型,其薄壁套管长度为598.5mm,直径为129.8mm,壁厚6.5mm,用 Workbench进行模拟分析,忽略其通槽以及通孔。
2)材料模型的选取。薄壁套管选用材料为Incoloy825,其中Incoloy825[2]合金通过合适的加热方法加热到900~1150℃,采用水淬冷却方式,最后进行一定冷加工去应力处理。Incoloy825合金的特点是易于加工、导热系数高、切削温度有限和化学磨损较小,且适于进行高速切削,常常用来加工比较大型、壁薄的复杂零件。Incoloy825的弹性模量E=195GPa,泊松比μ=0.3。
3)有限元网格划分。对于薄壁套管,可以通过扫掠的方法进行网格划分,划分后的网格为六面体单元,在其分析中可以简化不考虑其去除材料的影响,划分网格后的有限元模型如图2所示。

图2 划分网格后的薄壁套管有限元模型
2.2 薄壁套管模态分析
分析薄壁套管的振动特性即固有频率和振型,根据分析得出的固有频率,可以选择适当的加工参数来避开其固有频率,保证其铣削加工精度。笔者利用Lanczos法对薄壁套管进行了模态分析[3],由于其低阶模态对振动系统影响较大,且其阶数越低影响越大,因此对薄壁圆筒共设置了6阶模态。
在其载荷约束中,零位移载荷为唯一有效的载荷,非零位移约束将被零位移约束所替代,轴向约束为零位移约束,周向薄壁套管内圈用轴所涨紧,设置为零位移约束,外圈用支撑件约束,设置为零位移约束,其载荷约束如图3所示,各阶振型如图4所示。

图3 铣削装夹时位移约束
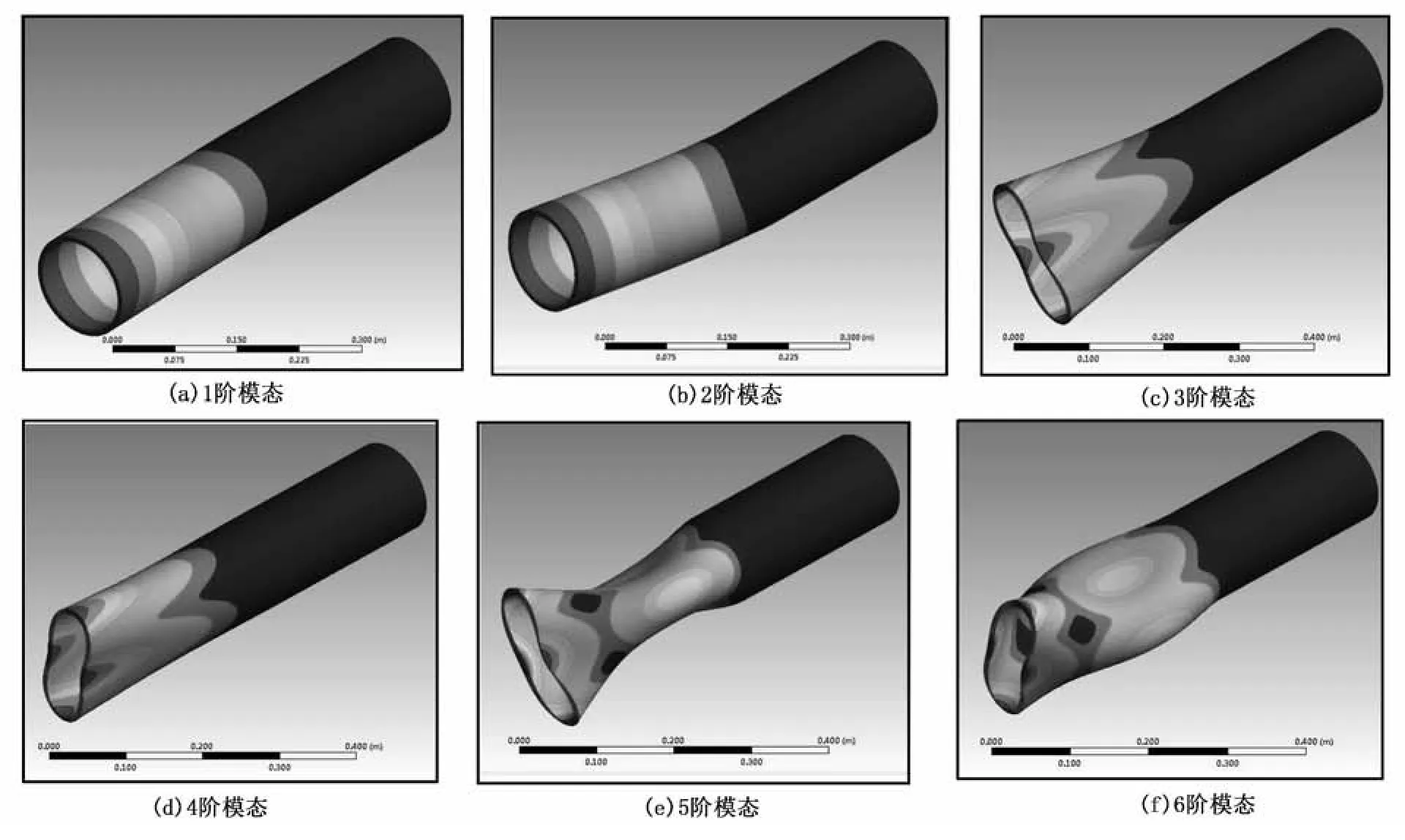
图4 薄壁套管前6阶模态振型
薄壁套管在装夹时各阶固有频率如表1所示。可以根据求得的固有频率,为铣削参数的选择提供很好的依据,有效防止铣削加工中的共振现象。

表1 有限元分析薄壁套管固有频率
2.3 薄壁套管铣削加工过程中谐响应分析
铣削加工中,利用薄壁套管谐响应分析可以确定一个线性结构在已知频率的简谐载荷作用下的结构稳态响应,通过谐响应分析能计算薄壁套管的稳态受迫振动,使设计人员能预测结构的持续动力特性[4],并保证薄壁套管受迫振动不会严重影响套管铣削加工精度。
由于铣削力的方向主要为套管周向方向,故不考虑其轴向载荷,周向薄壁套管内圈用轴所涨紧,外圈用支撑件约束,设置为零位移约束,薄壁套管谐响应分析施加力Fv=137.8N及其位移约束如图5所示,薄壁套管在谐响应分析中其应力频谱与位移频谱如图6所示。
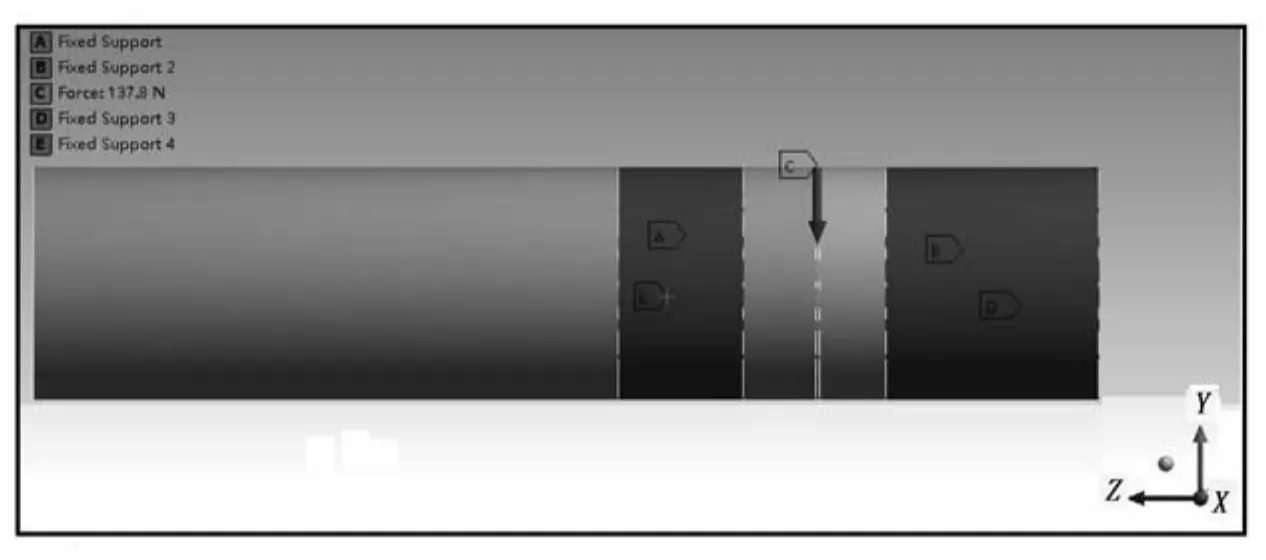
图5 薄壁套管谐响应分析所施加力与位移约束

图6 应力频谱与位移频谱
从图6可以看出,切削频率从60Hz增至3000Hz时,均有共振现象发生。结合模态分析可知,该共振频率恰好发生在第1~6阶的固有频率处。为避免位移响应最大值,应避免铣削频率在930Hz附近(即1、2阶模态共振频率),为避免应力响应最大值,应避免铣削频率在1200Hz附近(即3、4阶模态共振频率)及2160Hz附近(即5、6阶模态共振频率),且薄壁套管所受到的Von-Mises应力及变形均满足其铣削加工要求,表明铣削加工能正常进行。
2.4 薄壁套管在铣刀走刀过程中瞬态动力学分析
铣削力在工件上沿着刀具轨迹不断移动实现铣削力的动态加载过程。采用瞬态动力学分析[5](指结构关于时间载荷的响应)得到薄壁套管的应力以及应变值。在分析薄壁套管的加工变形中,由铣刀轴向方向的铣削力Fv作用于薄壁套管周向方向所产生的施加铣削力载荷时,只考虑铣刀轴向力Fv,不考虑材料的去除对工件刚度的影响。假定铣削力数值恒定,共设置60个加载点,其约束与时间-历程载荷如图7所示。
图7 薄壁套管铣削加工位移约束
薄壁套管在走刀轨迹下模拟分析结果的变形分布如图8所示。由图8可知,薄壁套管铣削过程中产生的最大位移为3.63μm,远小于外圆所要求的0.06mm的尺寸公差,这对于现场实际生产而言是允许的,采用笔者所介绍的装夹方式进行铣削加工能满足薄壁套管的精度要求。图9为薄壁套管铣削过程套管应力分布。薄壁套管铣削过程中产生的最大应力17.5MPa,薄壁套管材料Incoloy825的屈服强度为240MPa,其铣削过程中的Von-Mises应力远小于其屈服极限强度,表明铣削加工满足工件刚度要求。
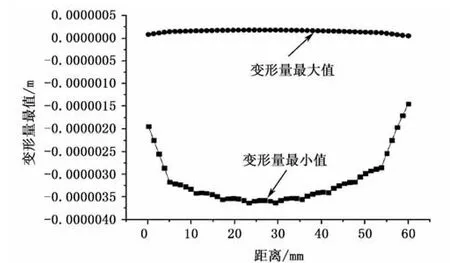
图8 薄壁套管铣削过程套管变形分布
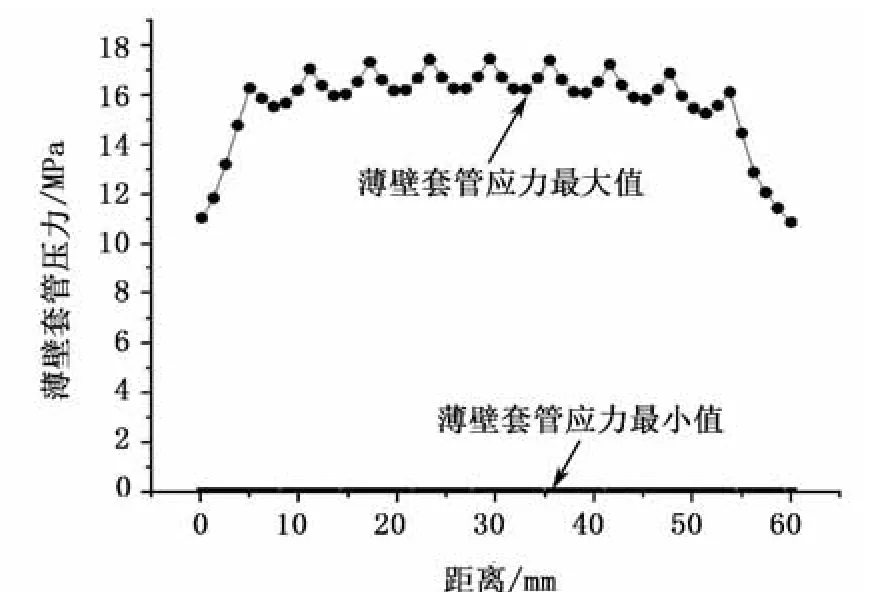
图9 薄壁套管铣削过程套管应力分布
3 结论
笔者建立了特殊装夹方式下薄壁套管铣削加工时的有限元模型,通过模态分析、谐响应分析以及铣削过程的瞬态动力学分析,得出以下结论。
1)由于铣削加工对象为薄壁套管,由于其刚度低,需要采用专用工装夹具以及特殊装夹方法,共振频率为930Hz、1200Hz以及2160Hz附近,铣削参数选取应尽量避免共振频率区域内。
2)采用瞬态动力学分析其薄壁套管在铣刀进行走刀过程时,模拟铣削力位移变化,最终得出其在走刀过程中薄壁套管薄壁套管铣削过程中产生的最大位移为3.63mm以及薄壁套管铣削过程中产生的最大应力为17.5MPa,均满足薄壁套管材料强度及铣削加工精度要求,铣削加工能满足其加工精度及强度要求。
3)对薄壁套管的有限元模型分析,可改进传统加工中的工艺方案,优化铣削参数,提高加工效率。
[1]袁俊凇.复杂薄壁结构件铣削加工变形有限元模拟及装夹布局优选 [D].上海:上海交通大学,2011.
[2]张菽浪,张红斌.Incoloy 825耐蚀合金 [J].四川冶金,2004(6):28~30.
[3]陈艳丽,李俭,姜增辉.车铣加工薄壁回转体的有限元分析 [J].制造业信息化,2006,12(4):87~88.
[4]胡于进,王璋奇.有限元分析及应用 [M].北京:清华大学出版社,2009.
[5]Jitender K R.FEM-based prediction of workpiece transient temperature distribution and deformations during milling [J].International Journal of Advanced Manufacturing Technology,2009,42:429~449.
猜你喜欢
西安航空学院学报(2024年1期)2024-02-21 09:20:42
汽车工程(2021年12期)2021-03-08 02:34:06
模具制造(2019年10期)2020-01-06 09:13:08
模具制造(2019年7期)2019-09-25 07:29:58
制造技术与机床(2018年12期)2018-12-23 02:40:56
制造技术与机床(2017年3期)2017-06-23 08:11:47
制造技术与机床(2017年4期)2017-06-22 11:18:31
制造技术与机床(2017年4期)2017-06-22 11:17:37
凿岩机械气动工具(2015年3期)2015-11-11 07:32:56
金属加工(冷加工)(2014年21期)2014-12-02 01:35:40