
一种智能棒材定支数计数系统的设计
2015-11-30 08:20朱玲玲丁炳杰李雷明李志杰王素芬
装备制造技术 2015年9期
朱玲玲,丁炳杰,李雷明,李志杰,王素芬
(衢州学院机械工程学院,浙江 衢州324000)
棒材是基础性的、需求量大的钢铁产品,激烈的市场竞争对钢铁企业生产提出了许多要求。棒材经定尺剪切、计数分离、捆扎打包后出厂销售,棒材生产要求将成品按规定的支数进行标准化打捆包装。在棒材生产工艺的计数、定支包装问题一直没有得到很好地解决,主要采用人工方法。人工计数具有劳动强度大、准确性低、生产效率低下特点,不能满足棒材生产行业激烈竞争的要求[1]。目前现有的棒材计数方法无法达到定支数打捆的最终目标,并且复杂而精密的计数系统易受到热轧现场恶劣工况的影响,维护成本居高不下。造成这些现象的根源在于棒料复杂乱排条件下的精确计数无法实现。
为了提高生产率,针对棒材生产工业现况,深入分析了飞剪后的棒材在传输过程中的运动规律,充分考虑技术局限和现场环境影响,本文提出了一种适应性强、精确度高的智能棒材定支数计数系统,达到棒材在各种置放状态下均能自动计数定支的目的。
1 棒材分离预处理系统设计的总体方案设计
本文对分离热轧棒材的智能棒材在线定支数计数系统进行创新设计,具体方案包括:链式逐级变速输送机构、转式挡钢轮、智能拨筋爪。
棒材的分离预处理部分由1#、2#、3#链式逐级变速输送机构、转式挡钢轮组成,使棒材成单层分布状态。通过飞剪后的定尺棒材在1#传输链以速度向前传输。设置2#传输链以高于速度的速度运行,3#传输链以高于的速度运行,通过逐级传输链的速度配合可有效的消除棒材的堆叠状态;第三段传输链的设置转式挡钢轮。通过挡钢轮可基本消除棒材一端的交叉、重叠状态,通过调节其高度以完全满足不同规格棒材的要求;在第三段链的末端设置的智能拨筋爪,通过棒材单根运转来使任意两根棒材彻底分开,同时智能控制系统可实现定支数计数。
2 棒材分离预处理系统设计的关键机构设计
2.1 链式逐级变速输送机构的设计
通过横移辊道送来的剪切后的棒材通过链式输送机构送到收料槽内打捆包装,而此时传输机构上的棒材处于复杂乱排的紊乱状态。通过多次速度配合差的设计是解决棒材重叠、交叉状态的有效方法,因此该预处理计数系统设计了用于均匀布料的链式逐级变速输送机构。三段式输送链分别以不同速度运输,且速度逐级增大,每经过一段传输链厚的棒材间距变大。横移辊道送来的剪切后的棒材输送至1#传输链,通过设置移送装置和1#传输链的速度匹配,可使棒材在上传输链之前的重叠状态在1#传输链上有改善,棒材在1#链上的距离为s1,棒材进入1#链时间间隔为t,s1=v1×t.
此时棒材有一定的距离,为2#传输链的均匀布料作准备。对1#和2#传输链的传输速度v1、v2进行匹配,使v2>v1,当棒材由第一段传输链进入到第二段时,棒材彼此间的距离变为s2,s2=v2×t.
所以s2>s1,棒材之间变得疏散,如图1所示。
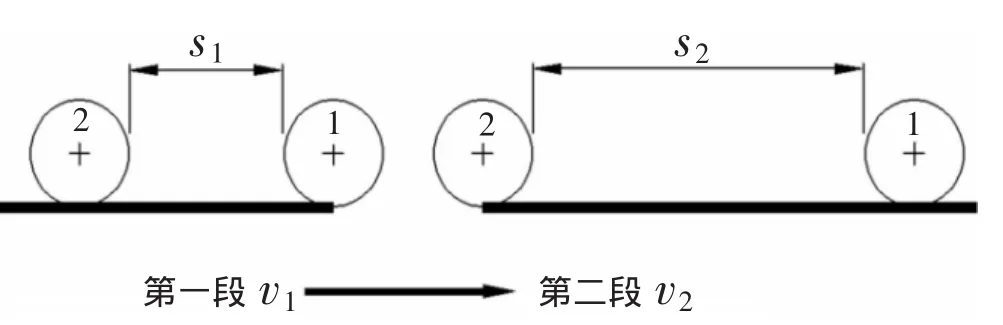
图1 棒材在传输链上运动示意图
2.2 转式挡钢轮的设计
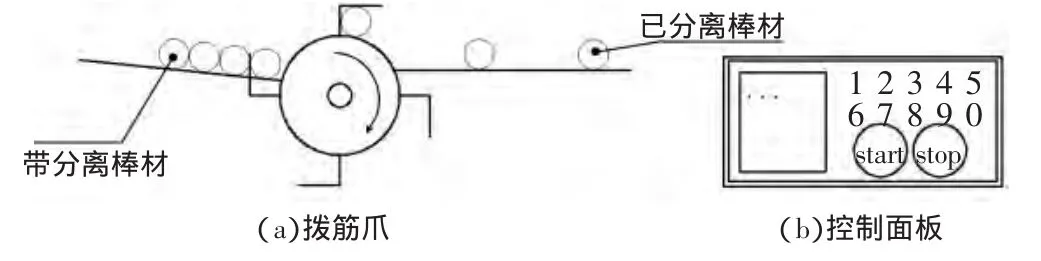
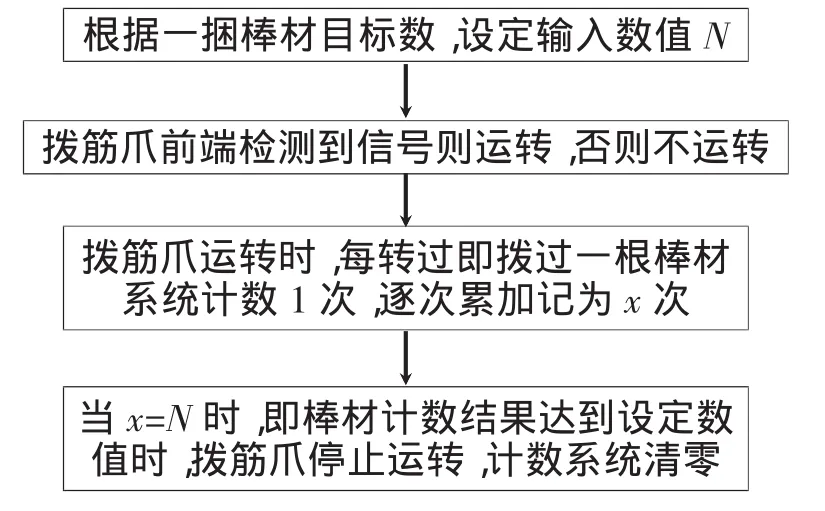
棒材经过1#、2#、3#传输链差速传输后,其堆叠程度大为减弱,但是仍可能存在重叠状态。由于未完全消除棒材重叠、交叉的现象,棒材堆叠高度超过单层整齐排列时的棒材高度,为达到棒材整理的进一步预处理,在3#传输链处设计整理棒材的转式挡钢轮。棒材直径为D,所以挡钢轮距传输平台的有效高度H应满足:D 转式挡钢轮在工作过程中一直处于反向旋转的状态,避免挡钢装置与棒材发生“咬合”和刚性碰撞,通过逆向旋转的带动力将棒材上层的重叠或交叉棒材被拨开,直至该棒材的一端落至传输链的平台上,最终使棒材的一端呈现单层排布的状态。挡钢轮周身通过紧密排布的凸点,密布的凸点具有极高的强度,对单层以上的小直径的棒材有“挑”的作用。 由于棒材生产车间工作环境的恶劣,往往给棒材的自动计数带来了很大难度,本文设计一种几乎不受工况现状影响的新型棒材计数装置,由于以光电、图像等为核心的计数装置在工作过程中对环境要求较高,所以采用适应性极高的机电一体化装置,即由拨筋爪和智能控制系统组成的智能拨筋爪,从而达到高效的定支数计数效果,如图2所示。 图2 智能拨筋爪 拨筋爪是一个圆盘和四方爪的可拆装组合形式,四方爪是圆盘的四个互成的外伸端,为了达到准确计数的目的,拨筋爪的每个外伸端设计为有且只能拨动单根棒材,则当圆盘在电机的带动下转过一圈时,拨筋爪依次拨过单层排布的棒材共四根[2]。一般热轧棒材产品的直径为Ф12~Ф40 mm,长度为6~14 m,外伸四方爪根据棒材的尺寸设计多种型号,以针对不同的棒材生产线[3]。由此本文针对不同规格的棒材设计对应长度的四方爪以保证每一外伸端只能拨过一根棒材,棒材的直径D,四方爪的外伸端长度L满足: L=D+ε 注:ε=2mm~4 mm 智能控制系统是实现棒材可按定支精确数计数的主要系统之一,是简洁的显示屏、数字键盘集成模块,用于输入一捆棒材的所需根数、开始、停止等功能。在控制面板中输入预打捆的目标数N,经过智能拨筋爪的程序执行可得到准确的棒材目标数,最后由打捆机构进行定支数打捆。在程序执行过程中,智能拨筋爪前端的传输链上没有棒材,会出现空载的情况,图3为智能拨筋爪的具体工作流程。 图5 智能拨筋爪的具体工作流程 通过该机电一体化核心机构的精密设计,不仅减轻人工计数带来的费时费力的弊端,而且实现自动化的棒材定支数计数、打捆操作。 本文针对棒材实际生产工艺现状,分析棒材传输过程中的运行规律,提出了链式逐级变速输送机构和转式挡钢轮,对棒材乱排紊乱状态进行了单排分布整理,并结合智能拨筋爪的机电一体化单根计数结构,设计了一种适应性强、精度高的在线智能棒材定支数计数系统。该装置可解决目前棒材计数误差大的瓶颈问题,实现自动在线计数,提高产品的产量和质量等级,改善工人的劳动强度和劳动条件;辅助实施负差轧制,降低工人的劳动强度,具有广阔的市场前景并能产生巨大的经济效益。 [1]李俊飞.一种棒材计数装置的研究[J].计算机测量与控制,2004,(12):1217-1233. [2]黎洪生,岳 蕾,张 虎.MSP430FW427在旋转计数器中的应用[J].工业控制计算机,2007,(01):64-65. [3]马欣艺,余晓流.棒材计数装置的研究[J].现代冶金,2009,(01):21-23.2.3 智能拨筋爪的设计
3 结束语
猜你喜欢
山东冶金(2022年4期)2022-09-14
心理学报(2022年7期)2022-07-09
皮肤病与性病(2021年3期)2021-07-30
昆钢科技(2021年1期)2021-04-13
装备制造技术(2020年12期)2020-05-22
河南医学研究(2020年7期)2020-04-13
昆钢科技(2020年6期)2020-03-29
科技与创新(2018年19期)2018-10-13
首席财务官(2017年8期)2018-01-24
中国纺织(2017年11期)2017-11-15
