全钢子午线轮胎成型机新胎面滚压机构的平移摆转控制
2015-11-18 02:57:45李保奎
橡塑技术与装备 2015年1期
李保奎
(北京贝特里戴瑞科技发展有限公司,北京 100024)
全钢子午线轮胎成型机新胎面滚压机构的平移摆转控制
李保奎
(北京贝特里戴瑞科技发展有限公司,北京100024)
滚压机构是全钢子午线轮胎成型机的重要的部件,位于成型鼓后,正对成型鼓。对成型过程中的胎胚进行滚压,滚压轨迹符合轮胎理想曲线,驱除轮胎胎层气泡并压实各胎层。原来滚压机构的平移、摆转动作机械结构复杂,维护工作量大。本文介绍一种新的滚压机构,其结构简单,方便调整,对电器控制也提出了更高的要求。本文重点分析新滚压机构的平移、摆转动作轨迹以及控制过程中可能出现的问题。
滚压平移;滚压摆转;摆转圆心;摆转干涉

轮胎的生产需要多道工序和工艺:准备生胶,胶料配制,帘布和织物的加工挂胶,帘布和织物的裁断,胎面、钢丝圈和其他部件的制造,轮胎成型、硫化。其中以成型这步最关键也是最难实现的一步。轮胎成型就是把预先加工好的轮胎各部件在成型机上贴合、滚压形成胎坯。在轮胎滚压成型的过程中,滚压机构的结构差异较大,有的组合压辊为两压辊式,有的是3组压辊,比较先进的有4组压辊。压辊的数量越多代表压辊功能明确,针对性强,有利于轮胎品质的提高,同时减少轮胎成型周期,提高了生产效率。本文重点介绍滚压机构上一种新的胎面压辊结构,其结构简单成本低廉方便调整和维护,并且占用空间小可以轻松的和其他功能压辊组合成多压辊机构。
1 机械机构对比
图1所示是原来的胎面滚压机构,摆转动作通过对称的两套蜗轮蜗杆机构和连杆机构实现,整个摆转机构再由一个丝杠驱动完成左右开合的平移动作。由图1可见原来的滚压机构机械结构复杂,装配难度大,传动系统复杂容易产生磨损进而影响滚压精度,而且不方便维护和更换。新的滚压机构如图2所示,机械结构简单许多,使用前后平行的两根丝杠配合运动即可同时完成摆转和平移动作,维护工作量很小而且方便调整。

图1 原有滚压机构

图2 改进后滚压机构
2 电控方案简介
新胎面压辊机构的电控方案如图3所示,采用AB系统ControlLogix控制器完成逻辑控制、数据运算和运动控制功能; Kinetxi6000系列驱动器驱动两台伺服电机分别用于前丝杠和后丝杠的定位控制;极限开关、报警指示等外部输入输出点接入分布式I/O,通过以太网和ControlLogix控制器完成通讯;一个HMI设备用于胎面滚压机构的标定和配方参数的修改、保存、上传、下载。滚压机构的控制是整个成型机控制系统的一部分,图3只是表示滚压控制涉及到的系统组成。

图3 新滚压机构的电控方案
3 平移、摆转动作分析
3.1平移动作分析
图4是前后丝杠控制平移摆转的示意图,O点是摆转动作的圆心也是胎面滚压轮与胎坯的接触原点,在平移和摆转过程中胎面滚压轮与胎坯的接触点在A' A上移动。P点、Q点分别是前丝杠和后丝杠的中心。假设当前胎面滚压轮位置在ABC这条线上,角度值为α。首先讨论滚压平移动作,即胎面滚压轮位置从ABC运行至A' B' C' 并且α=β。完成平移动作只需前、后两根丝杠以相同的速度运行相同的位移即可。可直接在HMI上设置滚压平移的目标位置和运行速度,程序根据工艺人员设定的位置和速度控制伺服电机完成相应的绝对定位任务。

图4 平移控制示意图
由于当前胎面滚压轮位置ABC是一个任意位置所以必须先计算出当前平移位置值和角度值的大小,这也是H M I上非常重要的显示信息。
滚压摆转当前角度

滚压平移当前位置:

∠α根据前、后丝杠的当前位置差和前、后丝杠的间距计算出来,AO是根据任一根丝杠当前位置减去产生摆转角度的位移计算得出,前、后丝杠的当前位置可以通过伺服电机的编码器反馈直接获得。下面计算胎面滚压轮移动至A'B'C'时前、后丝杠的位置。
前丝杠目标位置:B'P=A'O-AO+BP
后丝杠目标位置:C'Q= A'O-AO+CQ
对于前丝杠,BP可以由编码器反馈直接获得,A'O是通过HMI直接设定的目标位置,AO是前面式②计算出的当前滚压轮的平移位置。后丝杠表达式类似。前、后丝杠的运行速度是相同的,通过H M I设定获得。根据计算出的B'P、C'Q和HMI设定的速度即可控制伺服电机进行绝对定位完成滚压平移动作。
3.2摆转动作分析
摆转动作分析:如图5所示,ABC是当前位置,通过式①、式②计算可以获得α和AO的值,当滚压摆转时,平移位置AO不变,摆转角度由α变为β,胎面滚压轮位于AB'C'。
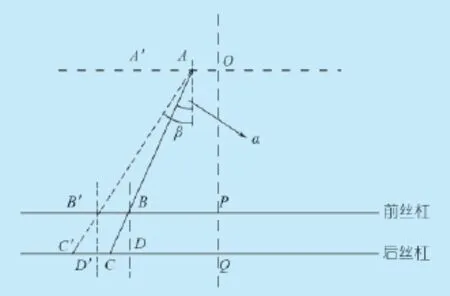
图5 摆转控制示意图
要完成滚压摆转动作前、后丝杠需同时运行,但运行的位移和速度并不相同。首先计算前、后丝杠的目标位置,根据图5所示三角关系可得如下公式:
前丝杠目标位置:

后丝杠目标位置:

对于前丝杠,BP可以由编码器反馈直接获得,∠α通过式①计算得出,∠β是HMI设定的目标位置,OP是根据机械安装确定的常数。后丝杠表达式类似。分析前、后丝杠目标位置的表达式发现存在如下的等比关系:

计算滚压摆转的运行速度:程序无法直接使用由HMI输入的速度设定值Vβ,但是前、后丝杠的运行时间t是相同的并且t=(β-α)/Vβ。
前丝杠运行速度:
V前= B'B/t= OP×[tan(β)-tan(α)]× Vβ/(β-α)
后丝杠运行速度:
V后= C'C/t= OQ×[tan(β)-tan(α)]×Vβ/(β-α)
观察速度表达式发现运行速度也存在如下的等比关系:V前/V后=B'B/C'C=OP/OQ。
综上滚压摆转时前、后丝杠的运行距离和运行速度存在相同的比例关系,比值都是OP/ OQ,即摆转圆心至前丝杠的垂直距离与摆转圆心至后丝杠的垂直距离之比。
3.3动作分析总结
通过对图4、图5的分析发现:当滚压平移时前、后丝杠的位移相同,速度相同即位移和速度的比例关系都是1∶1;当滚压摆转时前、后丝杠的位移不同,速度也不同,但具备固定的比例关系OP/OQ,其中OP、OQ分别是摆转圆心至前、后丝杠的垂直距离。所以程序中对伺服电机进行定位控制时只要计算出任一根丝杠的运行数据,根据比例关系也就获得了另一根丝杠的运行数据。已经计算出前、后丝杠的目标位置和运行速度只需要一个简单的绝对定位指令即可实现滚压平移和滚压摆转的运动控制。如图6所示。
4 需注意的问题
前面提到摆转圆心至前丝杠和后丝杠的垂直距离,这是两个非常重要的参数,必须在完成设备装配后经过现场测量在H M I上进行标定,控制程序根据这两个参数才可以完成对两个伺服电机的控制。如果标定值有偏差就会出现下面两种状况。如图7所示,如果OP、OQ的设定值比实际的距离小,滚压摆转时滚压轮围绕摆转圆心A点旋转,滚压摆转过程中滚压平移的位置会逐渐变小,严重时左右对称的两个滚压轮会触发窄限位警告。滚压摆转动作影响滚压平移的位置这在轮胎成型工艺中是不允许的,胎面滚压时如果滚压平移位置逐渐变窄很可能会把气泡封闭在某个胎层中无法排出,会严重影响轮胎的滚压成型质量。

图6 伺服控制器的运动控制设置

图7 设定负偏差对运动的影响
另一种情况如图8所示,OP、OQ的设定值比实际的距离大,滚压摆转以A点为圆心旋转,滚压摆转过程中滚压平移位置会逐渐变大,这也会对轮胎的成型滚压效果产生影响。

图8 设定正偏差对运动的影响
5 结论
新的胎面滚压机构不仅可以实现原有滚压机构的工艺要求而且构结构简单,成本更低,长时间运行更稳定,后期维护工作量小。控制上仍然是两台伺服电机完成滚压平移和滚压摆转动作,控制规模没有变化。前、后丝杠的位置关系和速度关系是比例常数,大大降低了数据处理工作量。程序设计简练,在线计算出滚压轮的当前位置和当前角度后根据参数设定的目标位置即可计算出前、后丝杠的绝对定位位置值,只需一个定位指令即可实现滚压平移和滚压摆转的动作控制。
(XS-04)
风神轮胎2014年10月出口创汇再创历史新高
海外事业总部在“三个满意”的牵引下,以公司“推变革、破瓶颈、促发展”的工作主题为主导,大力优化销售渠道,推动管理创新,进一步增强公司国际市场开拓能力,提升品牌知名度,通过一系列的创新举措进行销售冲刺,力争完成年度销售目标。公司10份出口创汇再创历史新高。2014年7月以来,公司连续4个月销售额不断创历史新高,销售呈现大幅度持续增长态势。
2014年,面对全球轮胎行业需求低迷、天然橡胶等原材料价格大幅波动、矿山开工率低下、海外客户销售信心不足等诸多不利因素,风神轮胎以德国Essen展览、沃尔沃环球帆船赛为平台,出访客户,积极推动海外市场品牌建设和品牌传播力度;以Aeolus Bizmate Club、Global Value Leader为载体,实施重点客户扶持政策,提高客户销售能力,提升公司产品销量。通过组织对新客户销售经理进行产品和技术培训、邀请多批海外二级经销商团队访问公司、开发弱势市场、填补空白市场、实现销售突破等一系列营销举措,优化原有的营销意识和营销模式,提升经销商销售信心,取得了显著成效。
摘编自“中国橡胶化工网”
Control of transitional turn pendulum of new tread rolling mechanism for all-steel radial tire building machine
TQ330.46
1009-797X(2015)01-0021-04
B
10.13520/j.cnki.rpte.2015.01.004
李保奎(1982-),毕业于北京理工大学自动化专业,学士学位,从事橡胶装备设计开发工作。
2014-04-14
猜你喜欢
橡塑技术与装备(2023年12期)2023-12-05 06:29:18
橡胶科技(2023年12期)2023-02-26 00:30:38
橡塑技术与装备(2022年5期)2022-05-17 08:48:38
制造技术与机床(2019年11期)2019-12-04 05:50:26
橡塑技术与装备(2018年21期)2018-11-13 01:35:58
橡塑技术与装备(2018年21期)2018-02-19 03:10:26
橡胶工业(2016年11期)2016-02-24 00:22:16
深圳职业技术学院学报(2015年5期)2015-11-30 06:22:25
橡胶科技(2015年6期)2015-07-31 07:05:02
机械制造与自动化(2014年1期)2014-03-01 04:21:45