
建筑钢结构厚板高强钢焊接工艺研究与应用
2015-11-16 06:04:52张发荣何志涛姜殿忠程登
金属加工(热加工) 2015年12期
张发荣 何志涛 姜殿忠 程登
1. 工程概况
秦皇岛金梦海湾2号、3号地块住宅项目(一期)位于河北省秦皇岛市海港区。本工程由两组L型组合体块组成,建筑层数为地下2层、地上32层,建筑高度地上99.85m。本工程主体结构类型为:H型、箱型及箱型与U型组合钢柱等(见图1),使用钢材主要为Q390GJ D—Z25,钢板厚度为70~95mm。
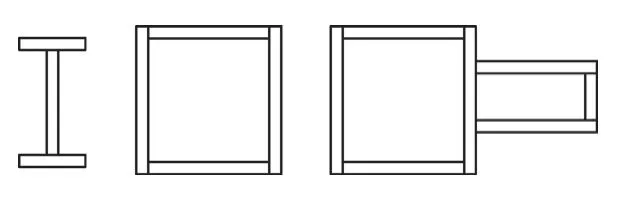
图1 构件截面形式
2. 工程焊接难点
本工程构件结构形式比较简单,涉及的焊接接头形式主要有对接、角接和角接与对接组合接头。由于钢板厚度较大,故选材上采用低合金高强钢,其屈服强度为390MPa。
针对构件类型,焊接时存在如下几方面的难点:①防止正火钢热影响区脆化。②厚板焊接变形控制。③防止母材层状撕裂。
3. 厚板高强钢焊接技术
(1)高强钢焊接性分析 该钢种属于高强度正火钢,具有良好的综合力学性能和加工工艺性能。其化学成分、力学性能如表1、表2所示。
(2)焊接工艺技术 第一,焊材的合理选择。根据国家规范GB50661—2011中对焊接材料的推荐使用标准,同时结合焊接工艺性能、焊接材料等强匹配原则,以及不同焊接工艺环境下焊材使用后对母材影响程度来进行选用(见表3)。
第二,坡口的制定。由于厚板焊接工程量大、难度高,若采用窄而深的小坡口进行焊接,则不仅焊缝成形系数偏小,影响一次结晶,容易产生区域偏析,而且在拘束应力大的前提下进而导致焊接热裂纹的产生;若采用大坡口进行焊接,则不仅焊接量大大增加,而且焊缝的焊接残余应力也会随之增加,这对钢结构体系初始应力的控制极其不利,同时也影响工程工期。

表1 化学成分(质量分数) (%)

表2 力学性能

表3 焊接材料选用
考虑到厚板焊接接头填充量、焊接质量及焊接残余应力等方面的影响,同时,为便于CO2焊枪在焊接过程中能适当地摆动,采用坡口角度适中,且便于正常情况下焊接的窄间隙焊接(NGW)坡口(见图2)。
第三,焊接组合新工艺。为了实现高质量、高效率的厚板窄间隙焊接,需解决窄而深的坡口内侧壁焊接熔合质量、焊接飞溅聚集、工艺参数稳定性及焊接操作的可靠性等问题,避免坡口内焊缝金属的一次结晶产生区域偏析,进而产生热裂纹。
鉴于上述原因,提出如下焊接工艺方法:
打底焊:采用改造型喷嘴的实芯CO2气体保护焊(见图3)。该方法首先可以保证窄间隙坡口环境下的顺利焊接,此外,利用GMAW的高效及熔深相对较大的优点,可提高焊接质量和效率。
填充焊:采用双弧双丝自动气体保护焊接:一方面可以利用其熔嘴的优势取代了埋弧焊机头熔嘴无法进行窄而深的焊接,另一方面其焊接效率较手工焊有大幅度提高,同时保证焊缝质量。
盖面焊:采用双丝埋弧焊接。主要是提高焊接效率,保证焊缝的表面质量。
第四,焊接工艺措施。多层多道错位焊接技术:多层多道焊及合理的焊接参数可减小焊接热输入,从而有效控制焊接变形和焊接应力。在多层多道焊接技术的基础上,加入焊接接头每一道焊道错位连接,即:接头不在一个平面内,通常错位50mm以上。这种技术其显著优点就是上一层焊道对下一层进行了有效的热处理,特别适合于高强钢厚板的焊接。在应用时,可以消除焊接冶金过程中柱状晶并使晶粒细化。同时,对焊接接头的应力应变控制也相当有利,能够提高焊接接头的综合性能。
道间温度控制:根据国家标准GB50661—2011要求,在焊接过程中,最低道间温度控制在不低于预热温度。道间温度应在焊缝金属或相邻的母材金属处测得,测量时间选择在电弧经过之前的焊接区域内瞬时测得。由于焊缝较长,未能焊到的地方应采取保温措施。防止温度降低过快,如果焊接区域温度过低,应重新加热。
后热与消氢处理:为了加速焊接接头中氢的扩散逸出,防止焊接冷裂纹的产生,焊后及时后热及消氢处理是防止焊接冷裂纹的有效措施之一。特别是对于氢致裂纹敏感性较强的厚板焊接接头,采用这一工艺不仅可以降低预热温度,减轻焊工劳动强度,而且还可以采用较低的焊接热输入,使焊接接头获得良好的综合力学性能。
焊缝锤击消应力措施:焊缝锤击焊接过程中,在热状态下使用带有小圆弧面的锤子锤击焊缝金属,使焊缝得到延展,从而减小焊件的残余收缩应力。锤击应均匀、适度,避免因锤击过分而产生裂纹。当焊缝温度<300℃时,锤击力不宜过大;在100℃以下时,禁止锤击。
4. 结语
以上各项工艺技术措施和方法经过本工程的实践应用,在厚板箱形构件焊接中明显提高了焊缝的质量,取得了良好的效果。本工程中厚板焊接工艺的成功应用,为国内同类工程厚板焊接技术积累了宝贵的经验。
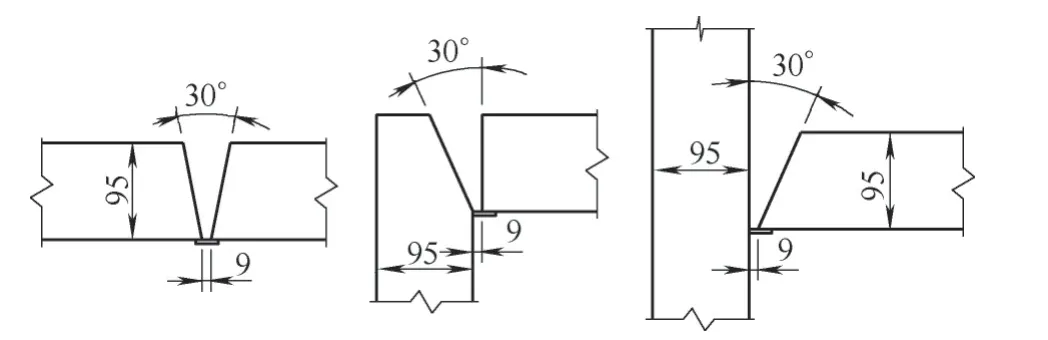
图2 厚板窄间隙坡口形式

图3 新型气体保护焊枪喷嘴
[1] 英若采.熔焊原理及金属材料焊接[M]. 第2版. 北京:机械工业出版社,2000.
猜你喜欢
文史月刊(2023年10期)2023-11-22 07:57:14
中国金属通报(2022年1期)2022-06-02 02:09:56
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
建材发展导向(2021年9期)2021-07-16 07:10:58
童话世界(2018年8期)2018-05-19 01:59:17
机械制造文摘·焊接分册(2016年6期)2017-04-18 15:33:25
焊接(2016年9期)2016-02-27 13:05:25
工程建设与设计(2016年1期)2016-02-27 10:50:15
大型铸锻件(2015年4期)2016-01-12 06:35:27
应用科技(2015年5期)2015-12-09 07:10:09
