
循环流化床锅炉水冷壁管检修
2015-11-16 06:04:54陈月华张道福赵原师玉伟韩小玲
金属加工(热加工) 2015年12期
陈月华 张道福 赵原 师玉伟 韩小玲
1. 概述
我公司现有260t/h循环流化床锅炉3台,2008年投运。随着投运时间的增长,水冷壁管的磨损现象也越来越严重。由于我公司蒸汽供应一直非常紧张,锅炉水冷壁管始终没有彻底大修更换的机会,所以现在平均每运行3~6个月,就要对水冷壁管进行一次局部检修更换。在多次检修过程中,我们摸索出部分检修经验,下面将详细介绍。
2. 水冷壁简介
我公司260t/h流化床锅炉水冷壁属于膜式水冷壁,是由多组鳍片管组焊在一起的整体管屏,水冷壁管规格为φ60mm×5mm,材质为20G,其结构如图1所示。水冷壁管屏部件如图2所示。
3. 水冷壁管检修前期准备
锅炉水冷壁管主要失效形式是壁厚减薄泄漏,因此每次停炉检修时,首先要安排检测人员使用超声波测厚仪对水冷壁管的厚度进行全面检测,把水冷壁管减薄部位找出来,做好标示以进行更换。
当确定好更换部位以后,首先要把原水冷壁管内的水彻底排净,然后关闭所有进出口阀门,防止焊接时水冷壁管内形成气流,影响焊接质量。然后根据标示,把需要更换的水冷壁管切割下来,打磨好坡口;测量出需更换水冷壁管的实际长度,截取新的水冷壁管时应对水冷壁管进行仔细的目视检查,确保截取部分没有肉眼可见的表面缺陷,截取时应保证尺寸精确。坡口应打磨干净,坡口及内外侧表面20mm范围内的油垢、铁锈、杂质、毛刺和表面漆层或喷涂层必须彻底清除,直至露出金属光泽。尤其是与新水冷壁管对接的原水冷壁管焊缝附近,因为原水冷壁一般都喷涂过耐磨合金涂层,更应打磨干净,否则极易出现裂纹等缺陷。由于相邻两根水冷壁管间距非常小,一般在15mm左右,因此检修时一定要准备好直磨机和φ 100mm的角向式磨光机,以方便坡口内、外部的磨削和清理。
4. 水冷壁管的组对
坡口清理合格以后方可进行组对,组对时预留1.0 ~2.0mm 的间隙以保证焊透。应避免间隙过小或过大,过小容易造成未焊透,过大填充焊缝金属太多,焊后容易引起收缩而造成焊接应力。组对时坡口形式如图3 所示,其中坡口角度α=6 0°±5°,根部间隙b=1.0~2.0mm,钝边P=0.5~2.0mm,壁厚δ=5mm。

图1 膜式水冷壁

图2 锅炉水冷壁管屏部件

图 3
对口时应保证管壁平齐,对口错变量≤0.5mm,>0.5mm时应割除重新对口。由于锅炉水冷壁管开始安装时都是锅炉厂预制好的管屏,而检修时实际检修更换的部位不一定都位于原来的同一块管屏上,这就可能造成水冷壁管之间间隙不完全一样的现象。当中间鳍片宽度不合适时,应由熟练的气割操作人员割开鳍片,以单根水冷壁管进行对接。当水冷壁管长度截短造成组对间隙过大时,也应重新截取水冷壁管重新组对。
组对水冷壁管时,定位焊的焊点不得存在裂纹、气孔及其他缺陷,如发现缺陷必须彻底清除。在水冷壁管的端部必须采用弯曲半径与原水冷壁管一致的管子,保证水冷壁管管排屏的形状连续无突变,否则开炉后膨胀量不一致,产生应力极易开裂。
5. 水冷壁管的焊接
施焊前为防止管壁上存在残留水滴,可用割枪火焰略微烘烤一下或用气体吹扫一下待焊部位。焊接时应采用氩电联焊或全氩弧焊焊接,氩电联焊焊接参数如表1所示,全氩弧焊焊接参数如表2所示。
由于水冷壁管间距非常小,焊工应使用细嘴氩弧焊枪进行焊接,以防两根水冷壁管之间间隙太小,粗嘴氩弧焊枪伸不进去无法焊接的现象。焊接时采用短弧,焊枪尽可能与工件表面垂直,焊嘴与焊件间距离不超过10mm,应提前送气,滞后停气,有利于氩气对焊接熔池的保护。焊枪和焊丝可稍作横向摆动,保证坡口两侧熔透;同时,要控制好熔池温度防止产生焊穿和焊瘤缺陷。收弧时将弧坑填满,防止出现弧坑裂纹、缩孔等缺陷,收弧可采用减慢焊速多加焊丝法完成。每道焊缝需焊接两遍,两遍焊缝节点不能重合,第二次焊道的节点应与第一层焊道错开15mm以上。焊接第二道前要对第一道焊缝进行仔细检查,发现缺陷时应立即消除,确认没有焊接缺陷后再进行第二道的焊接。第二道焊完以后同样仔细检查。在接头部位,要用磨光机打磨弧坑,将弧坑处的收弧裂纹和气孔等焊接缺陷清除。打底层焊接完后,用磨光机或锉刀清除表面氧化膜。焊接时应注意控制焊接电流和热输入不要太大,以防产生咬边和烧穿等现象。焊工焊接时严禁在水冷壁管非焊接部位进行引弧和打火,以免对水冷壁管造成损伤,严禁在水冷壁管上乱点乱焊。
具体焊接参数如下:焊接时炉膛内部焊缝余高≤1.5mm,焊缝余高太高容易形成涡流,造成燃煤颗粒对焊缝突出部分冲刷磨损加剧的现象,前面的控制对口错边量也是基于这一原因。施焊过程中如果产生了焊接飞溅,焊后必须打磨干净。如果条件允许,尽量在白天进行焊接,在夜间进行时,应保证充足的照明以便进行检查。
6. 焊后检测与处理
焊接完成后,首先由施焊人员进行自查,自查合格后由专业质检员进行表面检测,合格后进行水压试验,水压试验合格后进行耐磨涂层喷涂,部分部位还需要使用浇筑料进行浇筑。质检人员对每次更换部位都要详细记录,并标示出更换部位、更换长度、施焊焊工,存档备查。
7. 结语
综上所述,循环流化床锅炉水冷壁管检修的关键环节在于组对和焊接,另外前期准备及焊后检验处理也非常重要,扎扎实实地控制好以上几个环节,对于提高锅炉水冷壁管的检修质量意义重大。

表1 氩电联焊焊接参数
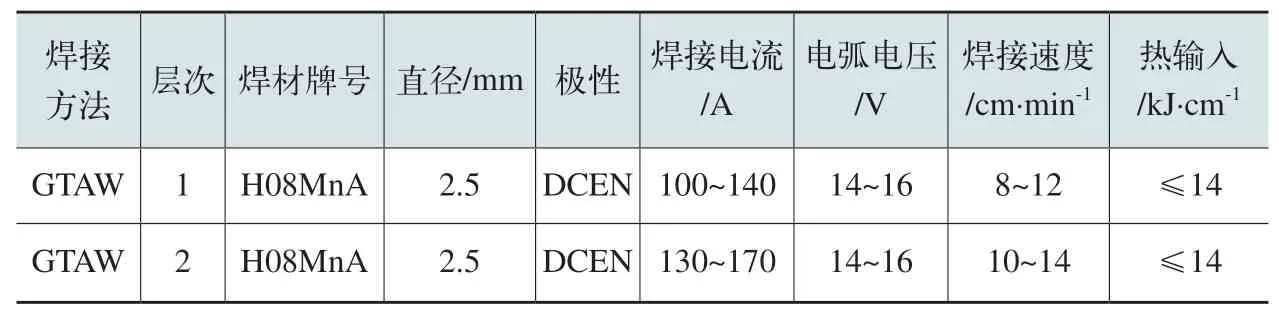
表2 全氩弧焊焊接参数
猜你喜欢
石材(2022年3期)2022-06-01 06:23:40
热力发电(2022年3期)2022-03-25 08:49:14
中国特种设备安全(2021年7期)2022-01-19 05:08:08
中国特种设备安全(2021年8期)2021-02-10 06:04:34
装备制造技术(2020年9期)2021-01-26 00:14:42
今日农业(2019年11期)2019-08-13 00:49:00
中国特种设备安全(2018年10期)2018-12-18 02:17:14
电子制作(2018年10期)2018-08-04 03:24:56
电子制作(2017年19期)2017-02-02 07:08:44
现代农业(2016年6期)2016-02-28 18:42:57
