
普通螺栓掉头补救措施的探讨
2015-11-16 06:05:42孙清汝袁福东王涛柴立超
金属加工(热加工) 2015年1期
孙清汝,袁福东,王涛,柴立超
螺栓紧固件头杆结合强度是主要质量指标,是行业的技术关键。在机械化、自动化大批量生产过程中,有时发生螺栓掉头质量问题,造成大批废品。多年来紧固件行业在这方面采取了一些挽救措施。当发现产品掉头后,可采用调质处理或正火工艺来加以解决,以采用调质处理为好,如用正火工艺,螺栓掉头可以解决,但力学性能却不一定全部保证。例如有的采用700~750℃加热水淬,有的采用400~600℃的软化退火,但都存在加热温度高,浪费能源,以及螺杆弯曲变形的质量问题,如何采取有效的废品补救措施,降低生产成本,提高产品质量,是紧固件行业的一个重要课题。为此,我们进行了低温回火工艺试验。
1. 普通螺栓掉头的形态
(1)头部夹层处断裂 初冲预镦成形形状不合适引起的掉头。
(2)头杆结合处引起断裂的原因 ①材料组织缺陷:材料中有比较严重的偏析带存在;材料缩孔、疏松、夹杂物等缺陷;材料有过热引起的晶粒粗大组织。②生产工艺缺陷:材料改制过程中临界变形度不合理引起的掉头:原则上,在材料拉拔工序中,严禁采用6%~16%的断面缩减率;材料酸洗、镀锌产生氢脆缺陷引起的掉头;螺栓头下圆角R 过小或根本没有圆角引起的掉头,如R 过小,势必应力集中,并有可能使金属纤维折断,从而引起螺栓掉头。
(3)残余应力的影响 螺栓冷镦前,材料在改制过程中由于拉伸产生宏观残余应力,在冷镦变形过程中,位错和晶体缺陷大为增加,产生点阵畸变,使其头杆结合处应力增加,强度降低。
(4)纤维组织的影响 螺栓冷镦成形后,由于头部在杆长方向上受到压缩,使其冷拔时的晶粒在拉长的方向发生改变,随着变形量的增加,晶粒伸长的程度也越显著。纤维组织的出现,将使钢的力学性能呈现各向异性,沿着流线的方向具有较高的力学性能,垂直于流线方向的性能则较低,特别是塑性和韧性表现得更为明显。由于纤维组织的影响,使其头杆结合强度降低。
2. 试验方法
试验所用设备为井式RJJ-24回火炉、拉力试验机,试验产品规格:M20×90螺栓,试验产品:第一组1~8号,第二组9~16号,第三组17~24号,第四组25~32号。试验材料为Q235AF钢,化学成分见表1。
3. 试验结果
具体试验数据见表2。
(1)试验方法与平均抗拉强度,如图1所示。
(2)试验方法与合格率,如图2所示。
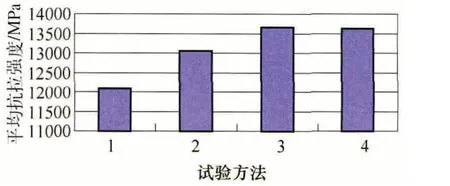
图1 试验方法与平均抗拉强度
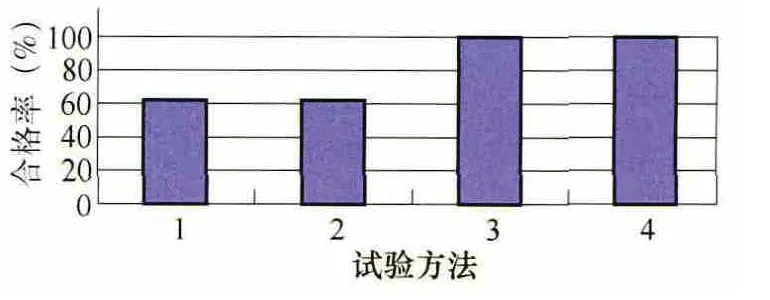
图2 试验方法与合格率

表1 材料化学成分(质量分数) (%)
4. 分析与讨论
(1)残余应力的影响 螺栓在冷镦过程中产生残余应力,当采用250℃×90min的低温去应力回火后。残余应力减少或消除,螺栓头杆结合强度提高,使其断裂部位移向螺纹处。
(2)回复的作用 当加热温度不太高时,冷变形金属的显微组织无明显变化,仍保持纤维组织,力学性能也变化不大,但残余应力显著降低,物理和化学性能也部分地恢复到变形前的情况。回复的作用对螺栓的头杆结合强度也有一定的贡献。
5. 结语
综上所述,对普通螺栓掉头问题进行了补救工艺试验及分析探讨,初步得到如下看法:
(1)Q235材质的普通螺栓产生掉头质量问题后,可以采用250℃×90min的低温回火热处理工艺方法来挽救产品,既可提高产品质量又可节约能源,在生产中取得了较好的经济效益。
(2)螺栓产品在低温回火过程中,强度略有提高,产生时效现象。

表2 试验数据
猜你喜欢
精密成形工程(2023年10期)2023-10-18 02:43:40
机械工业标准化与质量(2022年7期)2022-08-12 02:12:12
装备制造技术(2020年2期)2020-12-14 03:09:30
上海建材(2020年3期)2020-09-25 08:30:58
中成药(2019年12期)2020-01-04 02:02:26
装备制造技术(2019年12期)2019-12-25 03:06:40
智富时代(2018年12期)2018-01-12 11:51:50
制造技术与机床(2017年9期)2017-11-27 02:13:45
中小企业管理与科技·上旬刊(2016年9期)2016-05-14 22:58:25
凿岩机械气动工具(2016年3期)2016-03-01 04:00:24
