
重型轧辊磨床床头箱设计分析
2015-11-09 08:29王金亮
机械工程师 2015年2期
王金亮
(齐重数控装备股份有限公司,黑龙江齐齐哈尔161005)
0 引言
床头箱是重型轧辊磨床最为关键的部件之一,床头箱的作用是启动工件,在启动工件转动时要求工件转动平稳,这就要求床头箱内部传动振动小且具有足够大的扭矩。在顶磨加工时,磨削精度主要取决于工件的回转精度,而工件的回转精度主要取决于主轴的回转精度。因此重型轧辊磨床床头箱设计时确保内部传动振动小、扭矩足够大、回转精度高,是床头箱设计的关键所在。
1 床头箱主要结构及设计分析
如图1所示,床头箱按照结构组成主要分为床头箱体、床头箱传动链、主轴系统和主轴轴承4大部分,这4大部分发挥着各自的作用,同时它们构成了一个统一的整体,共同完成了动力的传递输出,保证了重型轧辊磨床床头箱能够顺利地运转。
1.1 床头箱体设计分析
床头箱体为整体箱式结构,采用低应力、高强度灰口铸铁铸造而成,经有限元分析计算,合理布置箱体的外部形状和内部筋板结构,箱体内部相应部位具有加强筋板联结,经自然时效和振动时效处理,保证床头箱体具有足够刚性、抗振能力和降低噪声等特点,同时具有在各种工况下良好的稳定性。床头箱体安装在底座上,通过高强度螺钉把合,与底座连接采用热对称键连接,从而有效地减小了床头箱体的热漂移,提高加工精度。同时在床头箱体两侧和后侧都安装有侧顶块,保证床头箱体和底座以及工件床身成为一刚性体,保证床头箱精度调整方便,具有很强的抗冲击能力和良好精度保持性。
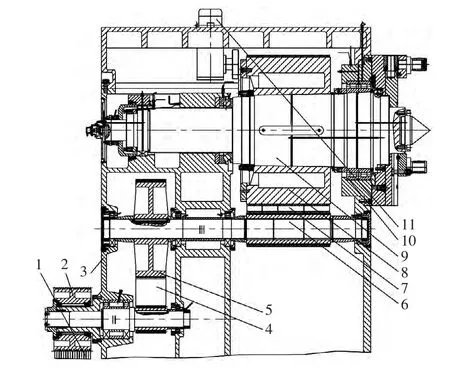
图1 床头箱结构剖面图
1.2 床头箱传动链设计分析
床头箱传动是由西门子主轴电机驱动,通过三级进口皮带降速,型号为6 200-20 m-170/290,4 600-20 m-340,具有承受扭矩大、吸振性高、传动平稳等特点,总降速比为59.1倍,第一级传动由电机经窄V带将动力传到第二级,在床头箱内第二级和第三级传动用加强型的20 m型规格的同步齿形带传动,主传动系统各主要转动件均做过动平衡,这样相对齿轮传动大大降低了机床传动系统产生的振动和噪声,各齿形带轮均在精密齿轮机床上加工,具有很高加工精度和表面质量,皮带齿宽远远大于计算宽度使其具有足够的承载余量,这样既转动平稳又可以有效地延长皮带使用寿命,保证了床头箱传动链运转平稳可靠,从而起到提高机床加工表面质量的作用,即使特大型的工件其粗糙度仍可达到Ra0.2以上。同时将西门子主轴电机安放在底座的移动板上,大大降低了电机振动对床头箱传动的影响,也有利于保证工件的加工精度和表面精度。
1.3 床头箱主轴系统设计分析
床头箱主轴采用大直径短主轴结构形式,主轴前端直径达φ850 mm,主轴前后支承轴承采用宽系列重型主轴轴承并以最佳的跨距布置,前支承点靠近箱体前端面,无悬伸受力,同时顶尖与主轴采用短锥形式连接,确保了主轴系统具有足够的抗弯曲刚性,这是保证加工重型工件回转精度重要的前提条件。床头箱主轴启动配有工件辅助启动装置,以克服启动时的初始惯性,可防止皮带传动过载、过早磨损及主电机超负荷运转,当启动大吨位工件时,开动辅助启动电机以及西门子主轴电机,棘爪与主轴上的棘轮啮合,以大扭矩带动主轴旋转,起到保护皮带和西门子主轴电机的作用。
1.4 床头箱主轴轴承设计分析
床头箱主轴轴承是我公司为轧辊磨床系列产品特制的超高精度大型主轴轴承,轴承滚子采用精密加工特殊选配,同时采用排列组合的工艺手段装配而成,属具有极高回转精度的重型主轴轴承,主轴回转精度在0.003 mm以内,确保了工件顶磨的加工圆度,从而保证托磨加工工件的更高精度。主轴前后主轴轴承安装有消隙装置,可定期检查主轴轴承精度进行预紧力调整,确保主轴回转精度。床头箱各轴承润滑采用进口SKF高性能润滑脂润滑,在保证轴承可靠润滑情况下,油脂不会污染腐蚀同步齿形带,确保齿形带的传动精度和使用寿命。在床头箱正面和侧面开有2个观察窗口,作用一是清理掉落在箱体下面的润滑脂,以免造成润滑脂长期堆积,影响同步带传动;二是便于观察轴承润滑情况。床头箱电动油脂润滑泵站安装在床头箱后侧,根据使用情况可自行设定油泵供油时间,可在操作界面方便设定,无润滑油脂自动报警应及时加油,起到保护轴承的作用。
2 结语
通过对重型轧辊磨床床头箱内部结构的设计分析,为床头箱的研制提供了可靠的技术依据,按此设计分析开发出的床头箱满足了承载大、运动平稳可靠、振动小、回转精度高的要求,也为重型轧辊磨床床头箱系列化发展提供了重要的理论依据。
猜你喜欢
现代仪器与医疗(2022年3期)2022-08-12
中老年保健(2021年4期)2021-12-01
哈尔滨轴承(2020年3期)2021-01-26
冶金设备(2020年2期)2020-12-28
数学大王·中高年级(2020年4期)2020-04-19
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2017年4期)2017-06-22
设备管理与维修(2016年6期)2016-03-16
中国卫生质量管理(2015年2期)2015-12-01
上海金属(2014年1期)2014-12-18
