
Panasonic-TA1400型弧焊机器人应用探析*
2015-11-08 03:57杨新华朱蓉英孙登科
新技术新工艺 2015年2期
杨新华,朱蓉英,孙登科
(陕西工业职业技术学院,陕西 咸阳712000)
近年来,随着中国制造业的持续良好发展,给焊接行业带来了史无前例的机遇,集柔性制造系统(MS)、工厂自动化(FA)和计算机集成制造系统(IMS)于一体的焊接机器人发展更是空前昌盛。据统计,目前全世界已有近140万台机器人投入应用,其中用于完成焊接作业的焊接机器人占全部机器人的40%以上。2012年末我国焊接机器人的数量已达8 500余台,且近年来我国焊接机器人的装机量年增长率>10%,中国正在成为巨大的焊接机器人市场。因此,研究、总结与推广焊接机器人技术具有极其重要的现实意义[1]。
目前,我国焊接机器人主要集中在汽车、摩托车及工程机械3个主要行业,其中,汽车制造及汽车零部件制造业中所具有的焊接机器人占全部焊接机器人的65%,但近年来随着焊接机器人技术的不断成熟与发展,其他行业焊接机器人的应用比例呈上升趋势。焊接机器人有弧焊机器人和点焊机器人2种类型,其中弧焊机器人用于中厚板焊接,点焊机器人用于薄板焊接。
1 Panasonic-TA1400型弧焊机器人的功能与结构
焊接机器人是一种具有仿人操作、自动控制、能在三维空间完成各种焊接作业特点的自动化生产设备,Panasonic-TA1400型弧焊机器人为国内主流焊接机器人之一,是一种典型的示教再现式机器人。焊接机器人边实际运行边记忆所做的动作轨迹,并能够重复运行动作的方式,执行程序时,机器会再现所记忆的动作,能够正确地重复进行焊接等工作,即焊接机器人通过上述示教再现功能实现整个焊接过程[2-3]。
Panasonic-TA1400型弧焊机器人具有6个自由度(6个轴),通过6个轴的协调运动实现直线轨迹、圆弧轨迹、直线摆动轨迹和圆弧摆动轨迹4种类型焊接,其他任何复杂的焊接轨迹都可分解为这4种基础形式。Panasonic-TA1400型弧焊机器人各轴名称及含义见表1。

表1 Panasonic-TA1400型弧焊机器人各轴名称及含义
Panasonic-TA1400型弧焊机器人系统由本体、控制箱(主要由驱动伺服单元、计算机控制系统、传感系统和输入/输出系统接口组成)、焊接电源、示教器及外围设备(如清枪剪丝机构和外部轴等)组成,Panasonic-TA1400型弧焊机器人组成示意图如图1所示,示教器示意图如图2所示。
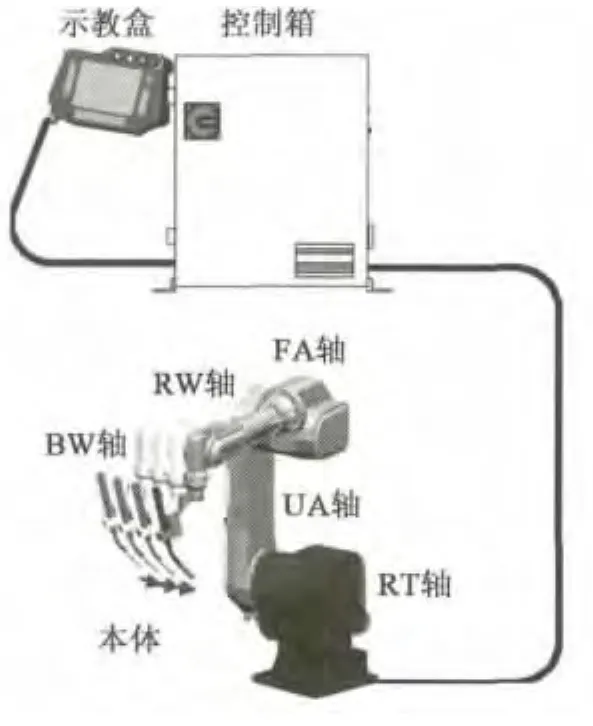
图1 Panasonic-TA1400型弧焊机器人组成示意图
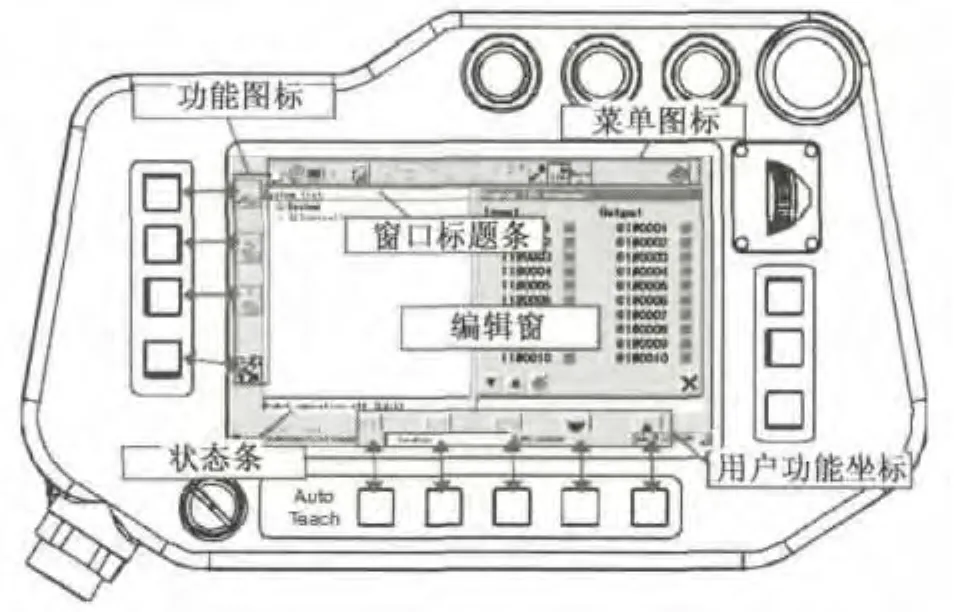
图2 Panasonic-TA1400型弧焊机器人用示教器示意图
2 弧焊机器人典型示教编程技巧
所谓示教编程就是机器人边移动边记忆动作,下述详细介绍Panasonic-TA1400型弧焊机器人直线摆动与圆弧摆动2种典型的示教编程方法与技巧[4-6]。
2.1 直线摆动示教编程
最典型的单道直线摆动示教编程路径如图3所示,各示教点的焊枪姿势见表2。示教所用钢板材料为Q235,规格为100mm×200mm×6mm,焊丝型号为ER50-6,保护气体为二氧化碳(纯度为99.9%)。
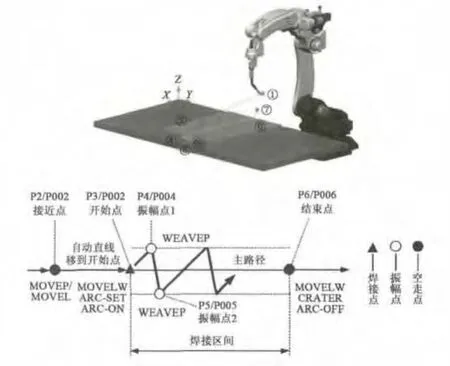
图3 直线摆动示教编程路径示意图
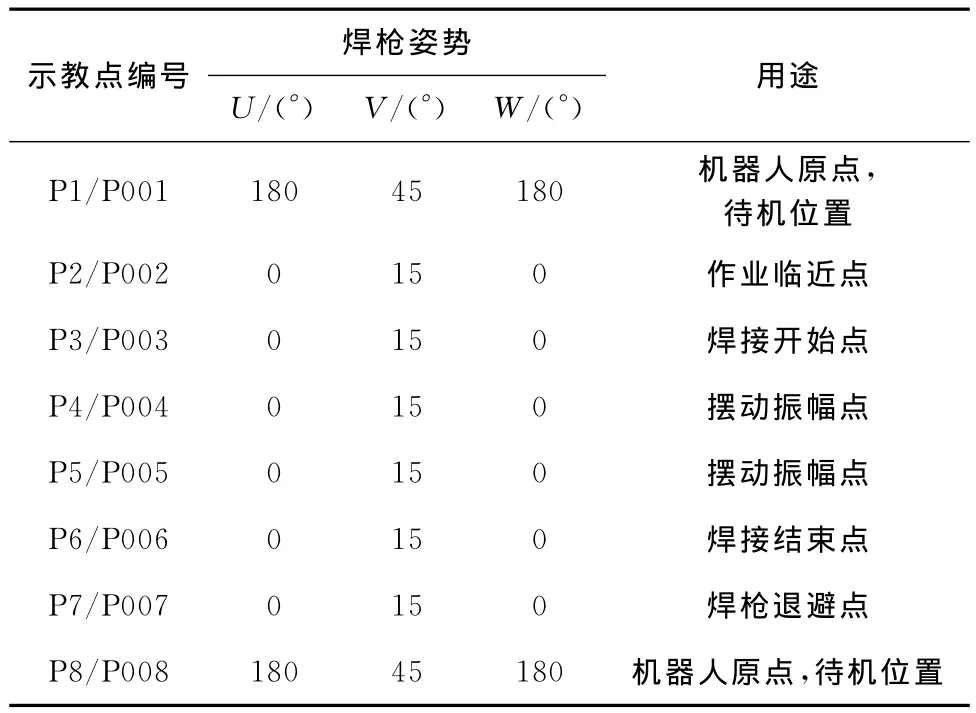
表2 直线摆动示教编程焊枪姿势
单道直线摆动的焊接条件设定见表3。

表3 直线摆动焊接工艺参数
2.2 圆弧摆动示教编程
最典型的圆弧摆动示教编程路径如图4所示,各示教点的焊枪姿势见表4。示教所用钢板材料为Q235,规格为100mm×200mm×6mm。
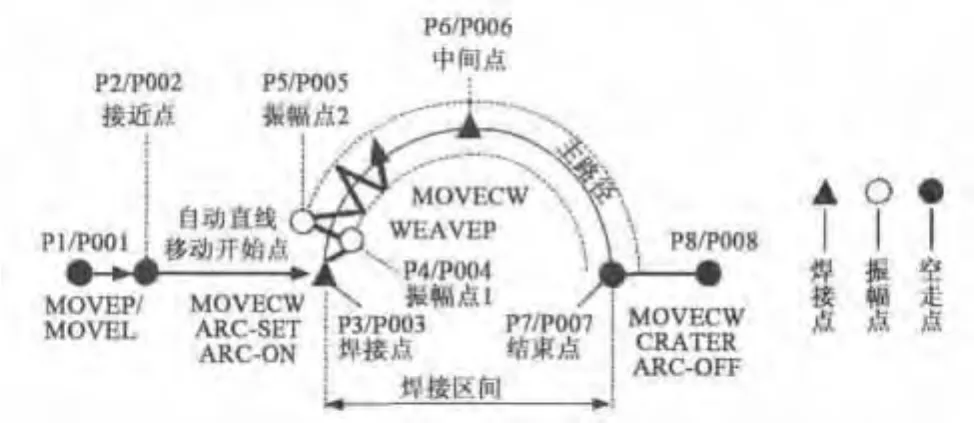
图4 圆弧摆动示教编程路径示意图
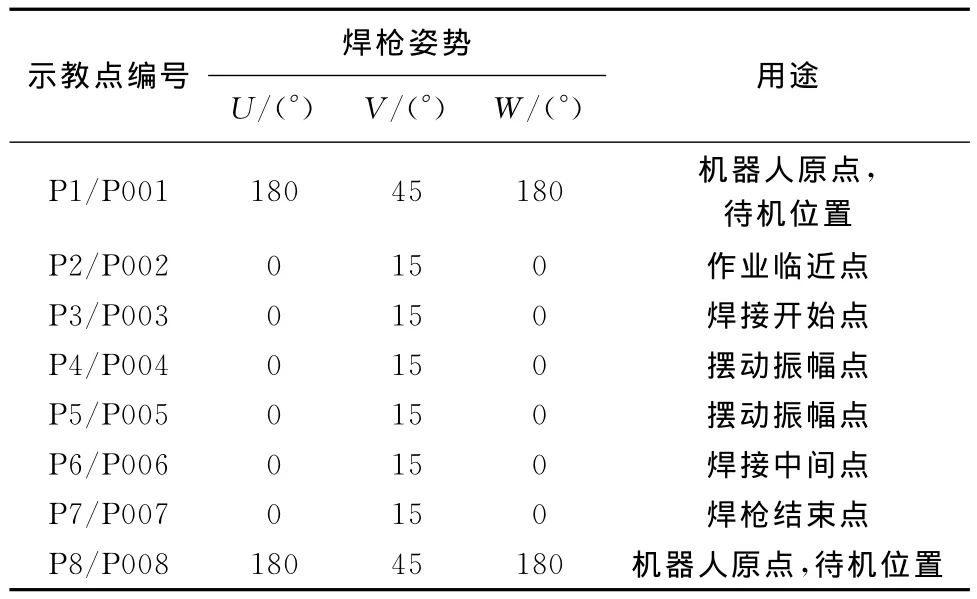
表4 圆弧摆动示教编程焊枪姿势
圆弧摆动的焊接条件设定见表5。
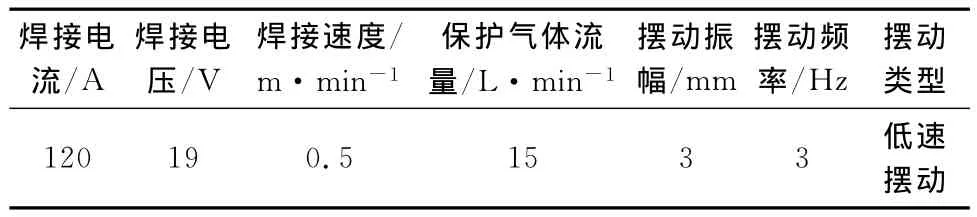
表5 圆弧摆动焊接工艺参数
3 焊接工艺编制与试验对弧焊机器人应用的影响
3.1 焊接结构生产工艺编制
焊接结构生产工艺编制是生产中的一项技术措施,它是根据产品的技术要求和工厂的生产条件,以科学理论为指导,结合生产实际所拟定的加工程序和加工方法。它是一个改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程,对指导生产,保证焊接质量和提高管理水平都具有重要作用[7]。
在传统的手工与半自动焊接过程中,焊接结构生产工艺过程的主要工序有放样、划线、下料、成形加工、边缘加工、装配、焊接、矫正、检验和涂装等。在机器人自动焊接中,同样需要考虑上述问题,特别是要考虑备料精度、工装夹具、焊接工艺参数和焊接变形等问题,只有处理好焊前准备工作,焊接机器人才能发挥高效作用。由此可见,焊接结构生产工艺的正确编制是焊接机器人使用的前提。
焊接结构生产工艺编制是一个与生产实际紧密联系的工作,需要丰富的生产经验,目前我国焊接机器人编程人员大部分都年龄偏小,他们虽然具有一定的计算机和机器人知识,但对焊接结构生产却一知半解,这已成为目前很多企业遇到的一个机器人应用难题,也是我国焊接机器人推广应用的一个瓶颈。
3.2 焊接工艺试验与分析
仅制定了焊接结构生产工艺还不能完全保证焊接质量,在产品升级换代、更新的情况下,焊接工艺试验是一项必不可少的工作。焊接工艺试验的一般过程如下:先拟定焊接工艺指导书,主要包括焊接工艺参数和焊接质量记录等;然后,进行试焊与结果分析,对先前的焊接工艺指导书进行修改,并重复上述过程,直到得到满意的焊接结果;最后,提出合理的焊接工艺,进行生产指导[8]。
焊接工艺试验与分析是焊接机器人生产过程中的一个重要环节,目前我国小型企业由于缺少这样的岗位设置,致使焊接机器人应用不好,甚至导致设备闲置的情况也屡有发生。进行焊接工艺试验与分析岗位设置,不断提高焊接试验员的专业水平,是焊接机器人推广应用的一个重要环节。
4 结语
1)直线轨迹示教、直线摆动轨迹示教、圆弧轨迹示教和圆弧摆动轨迹示教是弧焊机器人操作的基础,在实际生产过程中,其他复杂轨迹都是上述4种基础轨迹的合成。
2)弧焊机器人的使用虽然带来了工人劳动强度的降低和焊接质量的提高,但对焊接工艺、焊接试验与分析和机器人操作技能提出了挑战。
3)弧焊机器人推广应用是机器人基本操作与基本设置、焊接工艺与质量分析控制的协调统一,因此,熟练应用与推广弧焊机器人技术需要复合型人才。
[1]李宇剑,巢明.我国工业机器人产业现状与发展战略探讨[J].制造业自动化,2012(12):106-108.
[2]辛海波,徐惠忠.采用焊接机器人生产机车构架[J].热加工工艺,2009(23):193-194.
[3]单玉新,张彩霞.中部槽机器人焊接缺陷产生原因及对策[J].热加工工艺,2013(15):194-195.
[4]兰虎,陶祖伟,段宏伟.弧焊机器人示教编程技术[J].实验室研究与探索,2011(9):46-50.
[5]兰虎.焊接机器人编程及应用[M].北京:机械工业出版业,2013.
[6]刘伟.焊接机器人基本操作及应用[M].北京:电子工业出版业,2012.
[7]朱小兵.焊接结构制造工艺及实施[M].北京:机械工业出版业,2011.
[8]陈裕川.焊接工艺设计与实例分析[M].北京:机械工业出版业,2010.
猜你喜欢
化工管理(2022年13期)2022-12-02
汽车实用技术(2022年12期)2022-07-05
山东冶金(2022年1期)2022-04-19
建材发展导向(2022年4期)2022-03-16
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
科学技术创新(2020年6期)2020-04-18
建材发展导向(2019年11期)2019-08-24
中国化肥信息(2017年7期)2017-12-13
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
