
工业机器人在板材切割生产线的应用
2015-11-02 08:34:22王海鹏陈和平朱英韬
组合机床与自动化加工技术 2015年5期
王海鹏,陈和平,朱英韬,胡 端
(1.武汉科技大学a.信息科学与工程学院;b.计算机科学与技术学院,武汉 430081;2.武汉科大自控系统有限公司,武汉 430081)
工业机器人在板材切割生产线的应用
王海鹏1a,陈和平1b,朱英韬2,胡 端2
(1.武汉科技大学a.信息科学与工程学院;b.计算机科学与技术学院,武汉 430081;2.武汉科大自控系统有限公司,武汉 430081)
提出了机器人在工业生产线中新的应用。针对板材生产线的切割工作,利用机器人进行定位和辅助切割。机器人采用工具坐标系,基于对工业机器人的路径规划,达到短时间完成板材工位转移的目的;通过对机器人动作节拍的设计优化以及双机器人的互锁设计,完成了双机器人的协同工作;在辅助切割过程中,利用全新功能——Softmove功能,可避免碰撞检测误报警,并实现持续向下施加推力的目的。从而无需再添加力控单元,节约了成本和工作量。机器人在切割生产线的应用有效的提高了生产精度和生产效率。
工业机器人;板材切割;生产线
0 引言
工业机器人是最典型的机电一体式数字化装备,是综合了计算机、控制论、信息和传感技术、人工智能以及仿生学等多学科而形成的高新技术[1]。随着机器人技术发展,机器人已成为柔性制造系统、自动化工厂、计算机集成制造系统的自动化工具[2]。国内大多数的板材生产线的切割环节仍然比较落后,其自动化程度低,人工费用高,另外,现在的板材切割生产效率非常低,成品直线度较差,没有足够的精度保证。由人工手动辅助切割过程中容易出现偏差,返工情况比较频繁。在搬运过程中人工搬运动作缓慢,导致生产速度严重滞后。
在板材切割环节使用高精度机器人进行搬运和定位来辅助切割,可以提高生产效率和产品精度。本文作者在板材横切、纵切两个工位之间放置两台高精度搬运机器人,协同配合完成板材的定位、辅助切割以及搬运工作,并利用机器人的Softmove功能对板材施加竖直向下的压力而实现辅助切割,实现机器人代替人工搬运板材和辅助切割工作。此应用不仅使板材加工生产线的生产率得到提升,而且成品的板材直线度也得到了很大的改善。
1 板材切割工位及机器人组成
在板材生产线中,板材的切割是生长线的核心环节,包括横切和纵切两个工作台位。横切定位后,由机器人进行施压,保证板材在切割时不发生相对滑动,从而完成横向切割;而后机器人借助真空吸盘提起板材,沿设定路线移至纵切工位,并下压施力,同样完成纵向切割。具体的工位和机器人布置图如图1所示。本文研究使用机器人为六关节轴机器人,其工作范围和转速参数如表1所示。
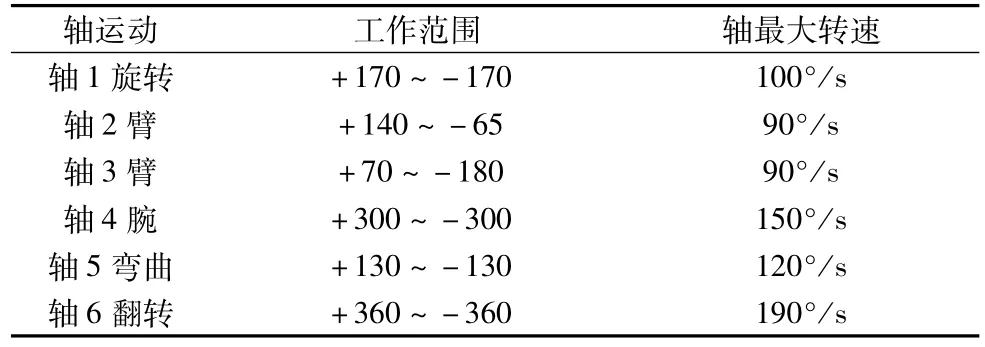
表1 工作范围和转速数据
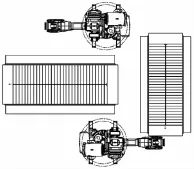
图1 切割工位和机器人位置
机器人是由多个伺服电机和连接杆,通过多个旋转关节串联连接而成[3]。其中一端固定于基座上,另一端可在空间自由运动,具有柔性好、精度高、工作范围大等优点,能够满足现场工件变化大的场合[4]。机器人的轴配置和最大工作区间如图2所示。
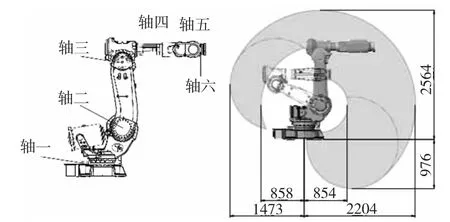
图2 机器人工作轴和最大工作区间
2 机器人路径规划
板材由工艺处理线运输至切割工位,首先需要由机械装置进行精确定位。保证板材精确地放置在准备一次切割(横切)的位置。机器人此时用吸盘吸紧板材,并向下施加一定的压力,以此来确保切割过程中板材不会发生偏移。一次切割完毕后,由机器人搬运板材至二次切割(纵切)工位。此次定位完全依靠机器人完成,板材切割方向与一次切割成90°角。二次切割依旧由机器人向下施加压力辅助完成。
2.1 单机器人路径设计
为了实现搬运板材过程的快速性,以及避免双机器人碰撞的发生,必须在机器人路径规划上做出合理的设计。本次设计在制定出路径后,利用三次样条曲线进行轨迹曲线的插值,在笛卡尔空间中形成一条无碰撞、时间短的最优轨迹。
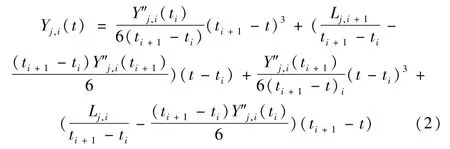
利用机器人运动学中的逆解原理,在关节空间中,通过三次样条曲线插值的方法将关节节点连接,可以求得与离散路径点相对应的关节节点序列。假定机器人具有n个关节,Lj,1,Lj,2,…,Lj,n为关节j(1≤j≤n)在各节点处的位移。{T1,T2,…,Tn}为机器人运动至各节点处的时间序列。分别将Yj,i(t)、Y′j,i(t)、Y″j,i(t)、Y‴j,i(t)设定为在时间间隔[Ti,Ti+1]内,关节j发生的位移以及运动的速度、加速度、加速度变化率的数学表达式,并且关节j在初始时刻T=T1的关节速度值、加速度值以及终止时刻T=Tn的关节速度值、加速度值都是已知的。
因为Yj,i(t)是三次多项式,那么它的二阶导数即为关于t的一次函数。那么

结合已知条件Yj,i(ti)=Lj,i和Yj,i(ti+1)=Lj,i+1,将式(1)进行两次积分,积分后可得到Yj,i(t),如式(2)。
求出Yj,i(t)后,可对其进行一次微分和三次微分,分别得出速度和加加速度的函数多项式。如式(3)、式(4)。
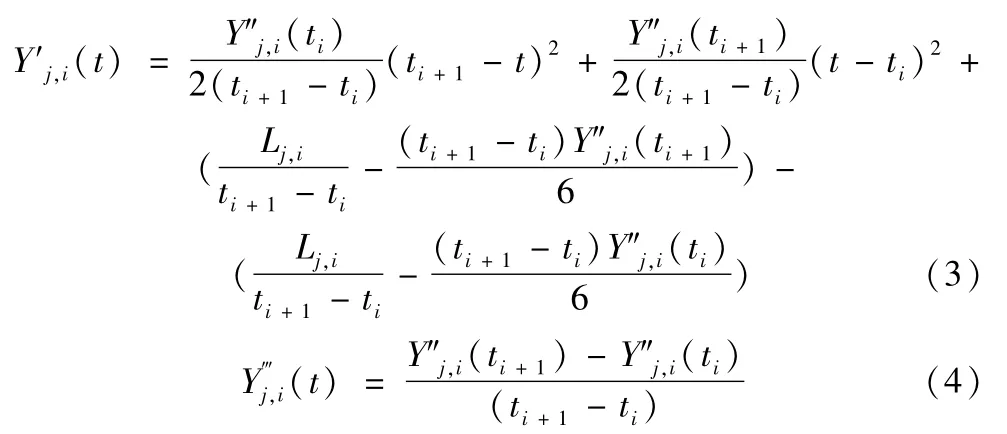
因此,最优轨迹规划的设计就转化为上述四个函数关系的约束。同时需要满足式(5)和式(6)的条件即可得到最优轨迹。

式中;vj为j关节在t时刻的速度,aj为该节点的加速度,cj为加加速度。
本次应用采用序列二次规划法对上述公式描述的轨迹进行求解。序列二次规划主要是利用构造拉格朗日函数,把一个约束优化问题变为无约束优化问题,从而进行求解的过程。由于序列二次规划方法是一种局部最优算法,因此初始值的选择对该方法是很重要的。如果初始值选择不合理,不仅对优化算法的搜索效率存在影响,并有可能得到的解为非最优解。序列二次规划法在优化设计已经得到广泛应用,可利用成熟的软件直接进行求解[7]。
在板材切割生产线中采用的是半圆角矩形的运动轨迹,运动方程为;

式(7)中a、b分别决定圆角矩形的长和宽,w决定圆角半径的大小。由于y>0,所以轨迹为圆角矩形的上半部分。实际轨迹与设计轨迹如图3所示。
图3中,点P1是一次切割工位施压点,P4为二次切割工位施压点。

图3 单机器人的运动轨迹
2.2 双机器人路径互锁控制
为了避免双机器人碰撞以及合理搭配运动节拍,在本次应用中,对两台机器人的运动控制进行互锁,如图4所示。
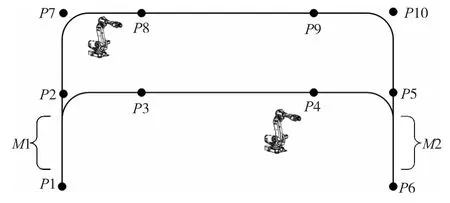
图4 双机器人运动轨迹示意图
图4中,P1~P10分别在两个机器人的运动轨迹上,机器人运动到每个点,都需要发出或接收相应的控制指令,以及相应的动作指令。其中P3、P4、P8、P9是两个机器人的互锁设置点。控制逻辑如图5所示。

图5 双机器人互锁控制逻辑流程图
如图5所示,在P3、P4、P8、P9四个点上两个机器人会分别发出和等待接收允许信号,只有在其中一台机器人离开工作区的时候,另外一台机器人才会安全进入该工作区,这样就有效地避免了碰撞的发生。
3 辅助切割中Softmove的应用设计
由于锯片在进行切割时会产生巨大的水平冲力,如果板材没有固定,那么在切割过程中会严重影响板材的直线度。因此必须通过机器人对板材施加竖直向下的压力,通过板材和台面的摩擦力来阻止切割时的移动。机器人自身运动监测系统不允许在运动过程中发生碰撞或施加很大的外力,因此在不使用FCU(力控单元)的情况下,可以采用Softmove功能完成此项工作。
在设置好工具坐标后,softmove功能可以在以下多个方向进行“软化”运动;
1)在x、y、z任何一个坐标轴的方向。
2)在xy、yz、xz任何一个坐标平面方向上。
3)在整个坐标系的全部方向。
4)在xy平面方向和z轴的旋转方向上。
Softmove主要由两个参数决定,一个为刚性参数Stiffness,另一个为阻尼参数Damping。这两个参数的应用效果如图6所示。Stiffness主要描述机器人期望运动回预设位置点的强度,在程序中通过百分比进行设置。百分比越大,弹簧效应越大。当Stiffness设置为0时,机器人将会没有任何弹簧效应,可以在设定方向上任意摆动。Damping主要描述机器人在运动目标点的过程中遇到的阻力的大小。这个阻力不会随着与目标点的距离大小而改变,但是会随着机器人的速度变化。
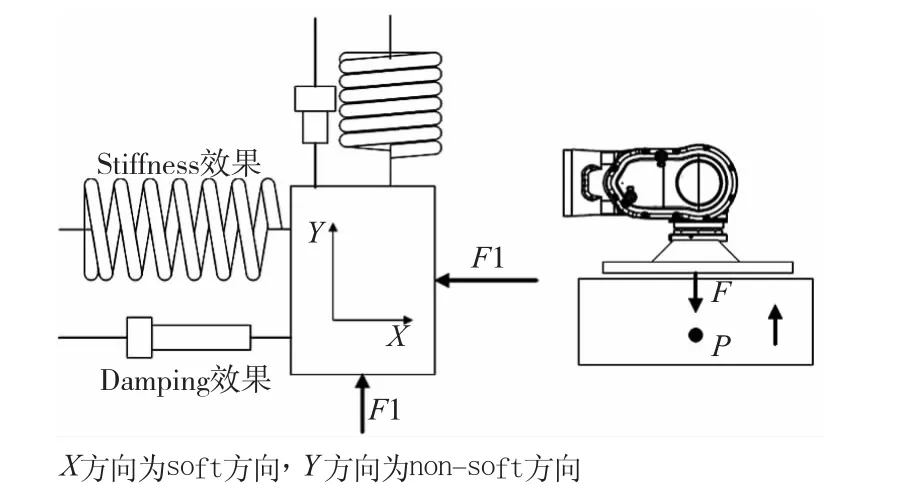
图6 Stiffness和Dam ping参数示意图
图6中,P为预设目标点,F为机器人向下的压力,与TCP(Tool center point)到点P的距离成正比。
在机器人接收一个移动指令后,若TCP与目标点之间存在阻碍,那么机器人会在non-Softmove方向严格按照程序路径执行。而在Softmove方向上,允许TCP与目标点P存在距离,以此来生成力量向目标点推动,如图7所示。运动结束后,TCP所在位置变成新的目标点。
在图7中,机器人Softmove激活方向为z方向,目标点为P10。通过改变Stiffness和Damping两个参数可以控制其运动属性。如果Stiffness设置值很大,那么机器人会通过施加足够的力以到达P10。如果该参数设置为0,那么机器人只是在障碍所在处浮动,而不会施加压力。
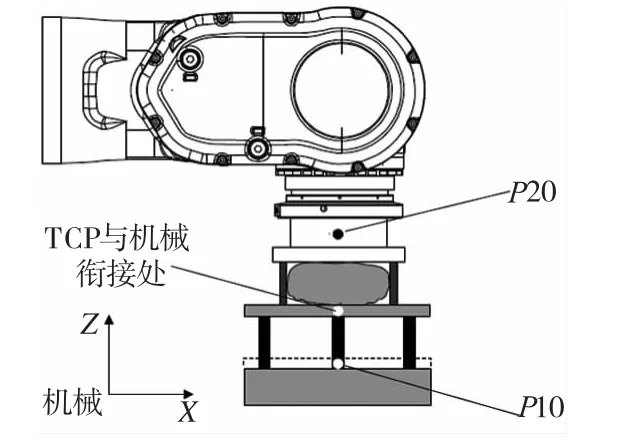
图7 路径内存在障碍示意图
在程序中可以使用程序语句进行Softmove的调用,如使用RAPID语言在Z轴方向进行Softmove的调用,指令如下;
机器人系统提供六个参数设置,分别用于计算Stiffness和Damping。如表2所示。Stiffness的计算公式如公式(8)和公式(9),式中的Percentage即为程序中的number2。
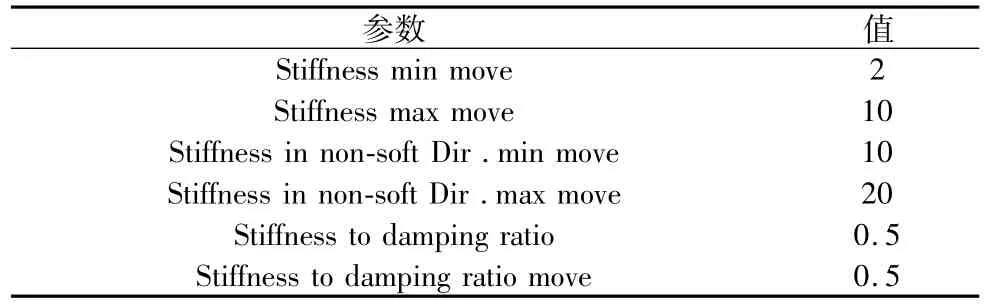
表2 Stiffness和Damping内部参数表
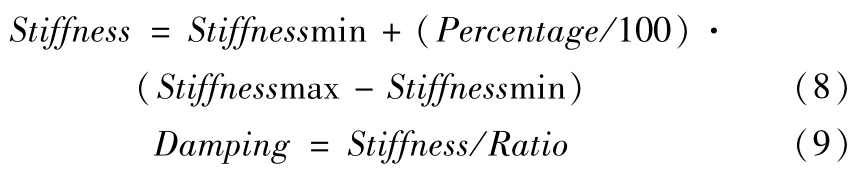
假设各参数的值为表2中的数值,number1=80,number2=25,那么,soft方向上Stiffness为2+(25/100)·(10-2)=4,Damping为4/0.5=8。在non-soft方向上Stiffness为10+(80/100)·(20-10)=18,Damping为18/0.5=36。
在板材切割生产线中,经过多次试验,将Softmove功能成功应用在辅助切割过程中。在使用中,通过计算得出机器人需要向下施加2kN的压力,才能提供板材足够的摩擦力以克服锯片的冲击力。所以在使用Softmove过程中最终将目标值与接触面向Z轴负方向偏移22cm,Stiffness和Damping参数值设置为表2所示数据,即可得到所需的力,从而成功完成辅助切割工作。
4 结束语
本文主要对机器人在板材切割生产线的应用进行了研究。提出了机器人在工作时的最优路径,既节约了运动时间,又达到了减小误差的目的。在辅助切割工位,提出了Softmove的应用方法。通过Softmove使得机器人成功向板材施加预设的压力。通过对机器人在板材切割中的应用实验和研究,成功的完成了机器人在新领域的应用。不仅取代了传统的人工搬运辅助切割工作,而且极大的提高了生产效率和生产精度。在板材切割领域的发展具有深远的影响。
[1]赵伟,李响,郭爱华,等.工业机器人码垛线的设计[J].制造业自动化,2011(10);117-120.
[2]林立俊,柳和生,饶锡新,等.基于MATLABD的ARB-120型机器人运动学仿真研究[J].组合机床与自动化加工技术,2013(3);67-69.
[3]蔡自兴.机器人学[M].北京;清华大学出版社,2009.
[4]Albert Nubiola,Ilian A Bonev.Absolute calibration of an ABB IRB 1600 robot using a laser tracker[J].Robotics and Computer-Integrated Manufacturing,2013,29(1);236-245.
[5]Renders JM,E Rossignal.Kinematic calibration and geometrical parameter identification for robots[J].IEEE Transactions on robotics and automation,1991(7);721-731.
[6]XiaoyueWang,Zhongkui Zhang,Bin Zhou.Application of RBFNeural Network in Trajectory Planning of Robot[J]. Artificial Intelligence and Computational Intelligence,2009(2);493-496.
[7]钱东海,马文罗,汪建伟,等.多约束条件下的机器人时间最优轨迹规划[J].制造业自动化,2011(6);1-5.
[8]杨国军,崔平远.机械手时间最优轨迹规划方法研究[J].中国机械工程,2002,13(20);1715-1717.
[9]Jha K.Minimum energy based interpolation for interactive incremental well path design[J].Engineering computations,2004,21;676-691.
[10]宋立博,吕恬生,袁池.从动轮式溜冰机器人原理与直线溜冰时的动力学性能分析[J].上海交通大学学报,2001,35(7);1027-1030.
(编辑 李秀敏)(编辑 李秀敏)
Application of Industrial Robot in the Board Cutting Line
WANG Hai-peng1a,CHEN He-ping1b,ZHU Ying-tao2,HU Duan2
(1a.College of Information Science and Engineering;b.College of Computer Science and Technology,Wuhan University of Science and Technology,Wuhan 430081,China;2.WUST Automation System Company,Ltd.,Wuhan 430081,China)
;The new application of industrial robot was put forward in industrial production line.For the cutting works of the board cutting line,robots were used to finish the positioning and auxiliary cutting.The robot system adopted tool coordinate.Through the planning of the robots path,the board was transferred in a short time.By optimizing the design of robot movement rhythm and double robot coordination,it was completed that the double robots work together.In the process of auxiliary cutting,using the function of Soft move,the effect of continuous downward pressure was realized without collision detection alarm.So there was no need for adding a force controlling unit.It saved the cost and reduced the workload.The application of robot in cutting production line can improve greatly the production accuracy and productivity.
;industrial robot;board cutting;production line
TH162;TG506
A
1001-2265(2015)05-0141-04 DOI:10.13462/j.cnki.mmtamt.2015.05.040
收稿日期:2014-08-10;修回日期:2014-10-17
王海鹏(1989—),男,内蒙古通辽人,武汉科技大学硕士研究生,研究方向为自动化控制,(E-mail)350822634@qq.com。
猜你喜欢
中国新闻周刊(2023年42期)2023-12-03 14:39:41
今日农业(2021年13期)2021-11-26 11:50:54
锻压装备与制造技术(2021年2期)2021-07-19 08:50:44
物流技术与应用(2020年5期)2020-06-25 02:48:12
意林(2020年10期)2020-06-01 07:26:37
国际木业(2016年4期)2017-01-15 13:54:26
现代企业文化(2016年1期)2016-12-23 02:09:39
国际木业(2016年6期)2016-02-28 10:26:55
印制电路信息(2015年6期)2015-12-30 12:57:48
杭州(2015年9期)2015-12-21 02:51:49
