活塞避阀坑铣削加工方法的研究*
2015-11-02 06:33崔青勇赵昌龙刘昌晟
组合机床与自动化加工技术 2015年2期
崔青勇,赵昌龙,刘昌晟,雷 曦
(1.常州南车柴油机零部件有限公司,江苏常州 213100;2.长春大学机械与车辆工程学院,长春130022)
活塞避阀坑铣削加工方法的研究*
崔青勇1,赵昌龙2,刘昌晟1,雷 曦1
(1.常州南车柴油机零部件有限公司,江苏常州 213100;2.长春大学机械与车辆工程学院,长春130022)
文章选取两种不同活塞避阀坑作为加工对象,通过Mastercam软件实现工艺编制、参数设置,并完成数控加工仿真转化成NC码实现对活塞避阀坑的加工;分别尝试两种不同Mastercam软件下的曲面精加工编程方法,讨论分析两种不同的曲面精加工方式对活塞避阀坑的编程及加工影响,从中选择较为合适的活塞避阀坑的加工方法。
活塞;避阀坑;数控加工;MasterCam
0 引言
活塞是四冲程柴油机功能实现的重要部件,通过发动机气门的开闭与活塞往复运动的配合,实现了进气、压缩、燃烧膨胀(做功)、排气四个冲程,为了保证气门与活塞运动的顺畅,必须保证活塞头部与气门之间有足够的间隙,在很多情况下,需要在活塞头部设计避阀坑来保证该间隙[1]。从工艺技术角度出发,活塞具有精度要求高、形状复杂、可靠性要求高的特点,采用普通的加工技术生产活塞,往往难以满足要求,这一点在避阀坑的铣削中表现尤为突出;通常单个活塞避阀坑是由轴对称的圆弧曲面构成,这就要求机床有较好的曲面加工特性,以提高生产效率和加工质量。传统工艺通常使用定制的成形立铣刀,并采用普通立式铣床加工避阀坑,加工后还需打磨过渡圆角并抛光被加工面,但无论是加工效率、表面质量以及人员操作技能的高要求,均不能满足现代化的生产要求,因此活塞避阀坑加工工艺手段,应具有高的加工精度、生产效率以及表面质量,并能迅速适应活塞品种变更的特性,而数控加工中心能够较好地达到这些要求,同时配合Pro/E和MasterCam等CAD/CAM软件的应用更是相得益彰,使其更能充分发挥其集成化的加工优势。
Pro/E具有强大的曲面和实体参数化造型功能,在工业产品设计方面有一定优势,但在加工方面因其参数设置较为繁琐;而Mastercam在产品造型设计方面的能力不如Pro/E,但在数控加工中因性价比高、易于上手及可靠的加工性能而被广泛使用,二者配合使用进行模型设计及其加工是目前数控加工行业中最为普遍的工作模式[2]。本文同时选取两种不同整体铸铝塞阀坑作为实际加工对象,使用Pro/E软件设计零件三维模型,并通过Mastercam软件实现编制加工工艺、编制刀具路径设置加工参数,并完成数控加工仿真转化成NC码实现对活塞避阀坑的加工;其中在Mastercam软件下进行数控仿真时,分别尝试两种不同曲面精加工编程方法,讨论分析两种不同的曲面精加工方式对活塞避阀坑的编程及加工影响,从中选择较为合适的活塞避阀坑的加工方法。
1 活塞避阀坑的三维建模
1.1活塞避阀坑的三维模型设计
首先利用Pro/E系统下进行三维造型,通过旋转、拉伸、倒圆角等特征构造方法建立“活塞避阀坑”三维模型,如图1、图2所示。

图1 等圆角活塞避阀坑三维模型
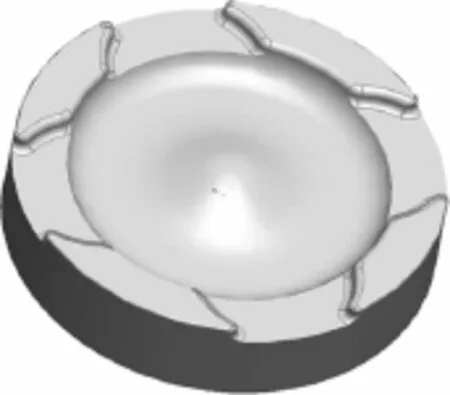
图2 变圆角活塞避阀坑三维模型
从三维模型可以看出等圆角避阀坑圆角是一组连续圆弧面,而变圆角阀坑圆角是由多个尺寸不同的圆弧面组成。
1.2Pro/E模型文件转换
三维模型设计完成后,将零件模型文件转换为IGES或STEP等模型数据交互规范格式的文件,然后由Mastercam系统转入进行加工。
首先打开需转换文件,选择【文件】,【保存副本】命令,在【类型】栏选择“IGES(*.igs)”或“STEP(*. stp)”格式,即可将零件输出为曲面格式文件。
2 活塞避阀坑的数控加工
2.1工艺处理
(1)确定加工方案
避阀坑自身是轴对称的图形,在加工中可以充分发挥数控机床的曲面加工特性。为保证加工质量和提高生产效率,等圆角活塞避阀坑加工中,首先要沿避阀坑轮廓线逐个粗铣去除各阀坑的较大余量,精铣底面切削量为0.3mm,精铣侧面与圆弧的切削量为1mm。由于单个阀坑自身也是是轴对称的图形,在加工中可以分边进行粗精铣,其中精铣底面的切削量为理论值0.2mm,然后再用同样的方式逐个加工其余各避阀坑,最终完成一个加工循环。
(2)确定工件原点
由于活塞顶避阀坑是沿圆周均匀分布的,因而把工件原点选择在活塞顶平面的中心上,以便于工艺处理和简化程序编制[3-4],保证加工工艺基准和设计基准的统一,并且使得在机床上校准、找正工件原点变得十分容易。
(3)刀具选择。
等圆角活塞避阀坑最大半径尺寸为36.5mm,开口尺寸为30mm,在粗铣过程中切削量较大,为提高加工效率,本文选用定制的直径为50mm的四刃圆鼻立铣刀,刀片为圆角R3可转位刀片,精铣圆弧过渡面加工选用直径20mm的圆角R3圆鼻立铣刀,同时可有效避免开口圆角切削时的过切干涉。
变圆角活塞避阀坑最大直径尺寸为92.08mm,开口尺寸为67.46mm,选用刀具时即要考虑到不会产生加工干涉,同时也可提高加工效率,故粗、精以及圆弧过渡面加工中均选用上述定制的直径为50mm的四刃圆鼻立铣刀,刀片为圆角R3可转位刀片。
(4)选择切削用量
上述两种整体活塞材料为ZL109,热处理后硬度是HB85~HB140,根据刀具和工件材料硬度选择合适的切削用量。
等圆角活塞阀坑加工在选择粗铣切削用量时,切削速度v=235m/min,主轴转速n=1500 r/min,进给量F=1500mm/min。精铣切加工时,精铣底面的切削加工余量为0.3mm,进给量F=300mm/min,其余不变。圆角铣削时,切削速度v=150m/min,主轴转速n=2400 r/min,进给量F=1500mm/min。
变圆角活塞避阀坑粗铣加工时,切削速度v= 235m/min,转速n=1500r/min,进给量F=1200 mm/min;精铣底面的切削加工余量为0.2mm,进给量F=300mm/min,其余不变。
2.2MasterCam数控加工仿真
(1)曲面加工流线精加工
曲面加工流线精加工[4-6]是一种常用的曲面加工方式,是沿曲面的流线方向产生依曲面形状变化刀具路径,其特点是按曲面的流线方向切削一个或者一组连续曲面,即当多张曲面边界相连时,可以联合在一起沿着曲面的流线加工,但当曲面较小、较多时,不适宜用曲面流线加工,因为此时各面很可能会分别加工,路径的走向较混乱;所以曲面流线精加工更适用于单一曲面,或者一组规则的多曲面,且曲面排列要整齐连续。该等圆角活塞避阀坑过渡圆角连续且尺寸统一均为R3,可以选用精加工流线的方式进行数控加工仿真,仿真效果见图3。
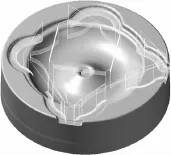
图3 阀坑刀具路径仿真图
对于变圆角活塞避阀坑因其圆角由尺寸不同的圆弧面组成,在选择曲面加工流线精加工方式时需分别选取不同的加工圆弧过渡曲面,而不能集中组合选取,增加编程选取过程,由于选择曲面顺序不同,对于加工后的不同曲面的实际接合效果也会有一定影响,故对于这种变圆角活塞避阀坑编程方式不推荐采用曲面加工流线精加工方式。
(2)曲面等高外形精加工
活塞避阀坑的数控加工仿真方式同样可以选择曲面等高外形精加工[7-10],即在等高线上产生依曲面轮廓变化的刀具路径,适合加工曲面较复杂、侧壁较陡峭的场合;等高外形加工是一种层切加工方法,它是沿工件外形的等高线走刀,逐渐降层进行加工;等高外形加工的实质就是将复杂的三维图形分为许多层简单的二维图形来加工,加工原理比较容易理解。等高外形精加工这种加工原理与特性就解决了变圆角活塞避阀坑曲面精加工问题,因刀具轨迹沿着设置好的等高线走刀,这就避免了不能选择集中组合选取被加工曲面,同时也规避了需要按顺序选择曲面的问题;同时考虑到被加工面曲面圆角过渡较多、坡度较小,且加工要求较高,为避免因为层间进给量相同而导致刀具路径过稀,需选取增加浅平区域的刀路路径,即分层铣深的最小切削深度设置为0.01mm。这种加工方式同样也适用于等圆角活塞避阀坑的编程与加工,仿真效果见图4与图5。
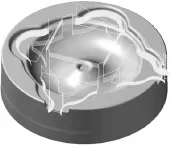
图4 等圆角活塞阀坑刀具路径仿真

图5 变圆角活塞阀坑刀具路径仿真
3 加工结果分析
从实际加工效果来看,活塞避阀坑尺寸精度可以控制公差带±0.15以内,表面粗糙度为Ra1.6,完全满足粗糙度值不大于Ra3.2的要求,实际加工效率也可以提高30%~40%,具体见表1。
此外,对于等圆角活塞避阀坑用曲面精加工流线与等高外形精加工并无实质上的区别。但对于变圆角活塞避阀坑等高外形精加工的编程方式与实际加工效果就显而易见了,而且从编程调试角度出发,等高外形具有操作简单、更改方便的优势,同时对于圆弧过渡较多且尺寸不一致的曲面更为方便,如采用曲面精加工流线加工此类避阀坑,调试中的修改过程则冗长复杂,故对于较为复杂的避阀坑推荐使用等高外形的方式进行编程加工,如图6~图8所示。
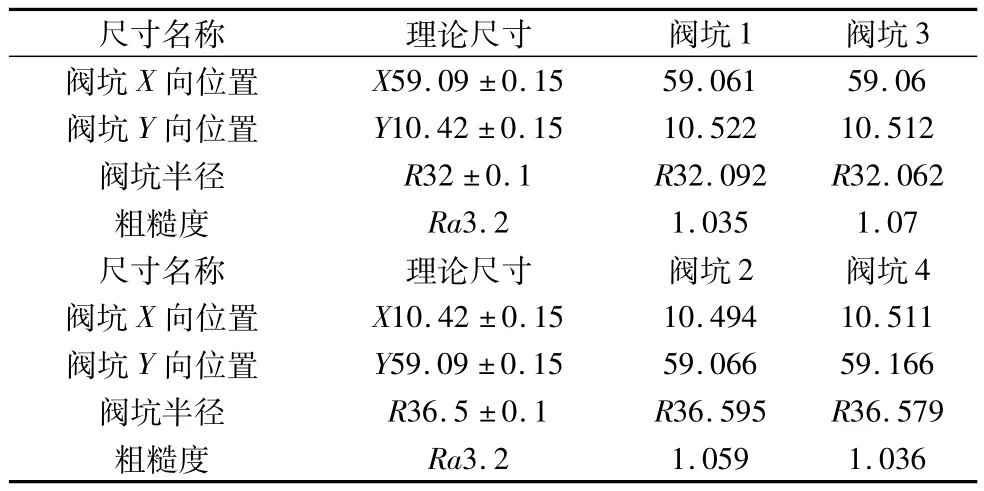
表1 等圆角活塞阀坑实际加工尺寸
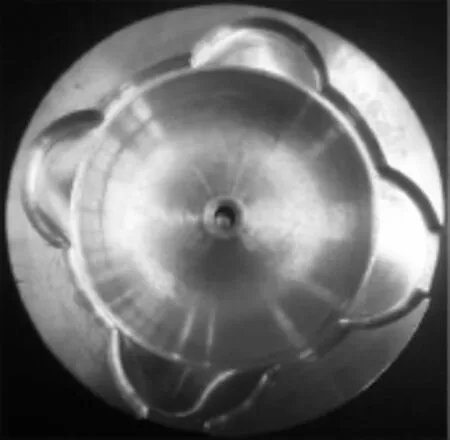
图6 曲面精加工流线实际加工结果
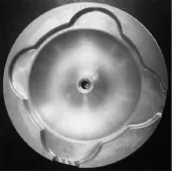
图7 曲面等高外形精加工实际加工结果

图8 变圆角避阀坑高外形精加工实际加工结果
4 结论
本文采用Pro/E与Mastercam软件结合可以完成对活塞避阀坑数控加工仿真并转化成NC码,从活塞避阀坑的实际加工效果来看,不但可以保证各避阀坑相互之间的位置精度与尺寸精度,同时也可以提高活塞避阀坑的表面质量,解决了传统铣床上仿形加工活塞避阀坑出现的阀坑相互之间位置精度不高与被加工面粗糙度偏高的问题,摆脱了传统加[参考文献]
工过程中对人工后处理的依赖。通过实际加工结果,对比曲面精加工流线与曲面等高外形精加工可以看出,曲面精加工流线适合单一曲面,或者一组连续且排列整齐的多曲面;等高外形精加工却更适合加工曲面结构较复杂、侧壁较陡峭的场合,且具有编程原理简单明了、调试修改时间短、生成程序快、实际加工效率高等优点,同时它也是其它三维编程软件常用的加工方式之一,具有触类旁通的参数设置。因此,同等条件下应尽量优先采用等高外形精加工方式加工活塞避阀坑。
[1]方杰.四冲程发动机活塞避阀坑设计计算探讨[J].现代商贸工业,2009(16):276-277.
[2]余虹波,王三武.基于Pro/E和Mastercam的模具设计与数控加工[J].机械设计与制造,2008(1):204-208.
[3]宋国龙.基于Mastercam的曲面造型中加工特点分析[J].陕西科技大学学报,2009(5):127-129.
[4]丛新春.数控加工技术在活塞制造中的应用[J].铁道车辆.1998(4):91-94.
[5]马秋生,王春海.Mastercam的曲面精加工方法比较与应用[J].现代制造工程,2005(5):45-46.
[6]韩益建.Mastercam的外形铣削与曲面等高外形加工[J].制造技术与机床,2009(9):73-76.
[7]佛新岗.Mastercam曲面精加工方案选择研究[J].煤矿机械,2012(1):143-144.
[8]王春海.数字加工技术[M].北京:化学工业出版社,2003.
[9]黄立东,周小蓉.优质高效加工空间曲面的方法—线框刀路[J].装备制造技术,2010(5):158-159.
[10]郭德桥.基于球头铣刀在斜面加工中的参数编程研究[J].组合机床与自动化加工技术,2013(5):98-100.
(编辑 赵蓉)
Research on Machining Method of Avoiding Valve Pits of Piston
CUI Qing-yong1,ZHAO Chang-long2,LIU Chang-sheng1,LEI Xi1
(1.CSR Changzhou Diesel Engine Parts Co.,Ltd,Changzhou Jiangsu 213100,China;2.College of Mechanical and vehicle Engineering,Changchun University,Changchun 130022,China)
This paper selects two kinds of different avoiding valve pits of piston as the processing object,establish manufacturing process and complete the simulation of NC machining to generate NC code for machining avoiding valve pits in the Mastercam software,try to machine avoiding valve pits with two kinds of surface programming method in the Mastercam software,discuss and analysis the effect in programming and NC machining of avoiding valve pits in two kinds of different surface finishing method,to choose an appropriate kind of processing method for avoiding valve pits of piston.
piston;avoiding valve pits;NC machining;MasterCam
TH162;TG 502
A
1001-2265(2015)02-0039-03 DOI:10.13462/j.cnki.mmtamt.2015.02.011
2014-06-11;
2014-07-21
吉林省科技厅自然科学基金项目(201215114)
崔青勇(1982—),男,江苏常州人,常州南车柴油机零部件有限公司工程师,硕士,主要从事柴油机活塞的研发与专业生产,(E-mial)zhao19790204@126.com。
猜你喜欢
小型微型计算机系统(2021年12期)2021-12-08
电子技术与软件工程(2021年8期)2021-06-16
装备制造技术(2020年1期)2020-12-25
VOGUE服饰与美容(2019年10期)2019-12-02
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
凿岩机械气动工具(2017年3期)2017-11-22
制造技术与机床(2017年12期)2017-02-02