辅助支撑对航空接头薄壁件加工变形的控制*
2015-11-02 06:50:04高彦梁朱秀峰
组合机床与自动化加工技术 2015年10期
于 金,高彦梁,朱秀峰
(沈阳航空航天大学机电工程学院,沈阳 110136)
辅助支撑对航空接头薄壁件加工变形的控制*
于 金,高彦梁,朱秀峰
(沈阳航空航天大学机电工程学院,沈阳 110136)
针对航空接头薄壁件存在的加工变形问题,提出了辅助支撑提高工件刚度的方法,实现对航空接头类薄壁件加工变形的控制。运用有限元法,在有、无辅助支撑的两种情况下,对典型接头薄壁件铣削加工过程进行模拟仿真,并获得加工后零件的变形数据。通过对比得知辅助支撑能够有效的改善薄壁件的加工变形,对进一步研究航空接头类薄壁件铣削加工变形具有指导意义。
接头薄壁件;辅助支撑;加工变形;有限元
0 引言
航空接头薄壁件具有壁薄、尺寸大、相对刚度低、表面精度要求高等特点,实践表明,在航空接头结构件的加工过程中由于薄壁件的刚度较差,在切削力、切削热以及夹具夹紧力的作用下易引起加工变形。面对上述突出问题,国外学者Svetan等[1]分析了切削力对弱刚性复杂结构零件变形的影响,并进行了有限元仿真研究;Jer-Shyong Tsai等[2]研究了采用填充物辅助支承来减小工件因刚度不足引起的加工变形问题。国内方面,贾广杰[3]采用石蜡填充技术,改变薄壁壳体固有频率,提高零件刚度;刘璇、钟康民等[4]研究了基于相变材料的柔性夹具,但由于材料成本较高,实施困难,目前处于研究阶段。目前研究主要针对薄壁件的振动特性和提高薄壁零件刚度的方法,缺少针对实际零件采用具体填充材料进行应用的数值模拟和效果分析。
本文利用擅长处理动态非线性问题的有限元软件ABAQUS6.11建立分析模型,采用与航空铝合金结合强度和抗压强度都较强的石蜡基填充材料作为辅助支撑,研究了在加工过程中辅助支撑对该薄壁件中间壁板加工变形的影响,数值模拟实验结论对今后的研究和实际应用有一定的指导意义。
1 铣削加工有限元模型的建立
1.1 几何模型的建立
本文研究零件如图1所示,工件尺寸:壁厚2mm,长60mm,高7mm,长边宽30mm,短边宽19.5mm,工件材料为高强度航空铝合金7050-T7451,材料密度2820kg/m3,弹性模量为71.7GPa,泊松比为0.33,工件单元类型选用考虑热效应藕合的六面体8节点三维实体的缩减积分单元C3D8RT。对A型腔添加石蜡基填充材料作为辅助支撑材料[5],材料密度为900kg/m3,弹性模量为812MPa。刀具采用四齿平面立铣刀,实体模型如图2,刀具材料选用硬质合金刀具YG8,材料属性如表1所示[6]。

表1 硬质合金刀具YG8的材料属性

图1 工件实体模型

图2 刀具实体模型
1.2 材料的本构模型
专家学者研究了多种本构模型来描述金属材料的相关动态响应,但在众多的金属材料本构模型中Jonson-Cook(J-C)模型在动力仿真软件ABAQUS/explicit中得到广泛应用[7-10]。
大多数金属材料的塑性变形过程均可用塑性本构模型来表示,这种本构模型主要考虑材料的应变率效应和温度效应。由于模型材料参数的获取比较容易,被广泛地应用于金属材料的切削模拟仿真过程中。本文选用Jonson-Cook本构模型来描述铣削模拟过程,JC准则具体表述为

1.3 切削与工件的分离准则
本文切屑的分离准则为剪切失效准则(Shear Criterion),假设该失效模型在失效时的等效塑性应变为ε,是由剪切应变率θs与应变率˙ε组成的函数

式中:剪切应变率θs=(1-ksη)/φ,其中φ=τmaxσeq,τmax为最大剪应力;反映的是受双向轴力作用下的拉、压变形所表示的两种等效塑性应变;同样和反映的是受双向轴力作用下的拉、压变形所表示的两种剪切应力率;通过试验可知在动态应变率为250 s-1时:
1.4 接触设置
本文采用ABAQUS6.11的Interaction模块中的通用接触(General contact),该接触型态在建模时简单方便,对接触面的类型限制很少。在ABAQUS/Explicit中选用约束增强算法,运用该算法单元之间的接触在分析计算过程中出现过盈现象时,可通过所设定的接触算法修正正加速的值,最终获得增强接触约束的更准确构型。
在工件与刀具之间构建准确的摩擦接触参数对铣削加工模拟的精度非常重要。本文综合考虑工件与刀具之间的接触关系,将接触摩擦系数设置为0.3。
2 三维铣削有限元模拟计算
为分析辅助支撑对加工变形的影响,本文对A型腔内添加辅助支撑材料和不填加辅助支撑材料两种情况进行了数值模拟计算,图3和图4为计算结果变形云图。为了清晰的表达中间壁板变形情况,在工件A型腔内的中间壁板侧面z=6位置处取40个节点,形成路径Path-1,在工件A型腔内的中间壁板侧面y=12位置处取10个节点,形成路径Path-2(如图5所示)。通过路径Path-1、Path-2上各节点的位移来计算中间壁板的变形情况。图6~图9为A腔有、无辅助支撑情况下,路径Path-1和Path-2上各节点的变形图。
图3 无辅助支撑位移云图

图4 有辅助支撑位移云图

图5 节点路径图
由图6和图7可见,无辅助支撑情况下,Path-1上所有节点变形量的变化范围为0~0.03mm,变化幅度大,切削过程不稳定;有辅助支撑情况下,Path-1上所有节点变形量的变化范围为0~0.015mm,变化幅度小,切削过程稳定。这是因为在没有辅助支撑时,随着工件材料的去除,工件的刚性逐渐变弱,由图6可看出中间壁板先加工区域变形量稳定,后加工区域波动较大,变形量的最大值发生在中间壁板的加工后期;而在有辅助支撑的情况下,增加了工件的刚度,使得刚性基本上一致,不仅使加工过程更加平稳也控制了工件的变形。综合对比两种情况可知,在有辅助支撑情况下工件的变形量要显著小于无辅助支撑情况下工件的变形量,这是因为辅助支撑大大增加了工件的刚性,工件让刀现象明显减弱,加工过程中振动减少,使切削过程更加平稳。

图6 无辅助支撑情况下Path-1变形情况
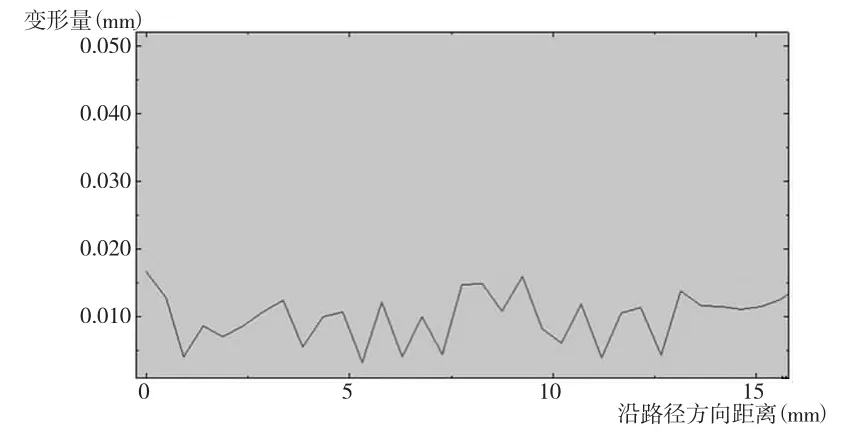
图7 有辅助支撑情况下Path-1变形情况
由图8和图9中可见,无辅助支撑情况下,路径Path-2的变形量为0~0.2mm,变化趋势是从最大值迅速下降,然后趋于平稳;而在有辅助支撑情况下,路径Path-2的变形量为0~0.025mm,变化范围较小,且整个变形过程比较平稳。这是由于无辅助支撑情况下,工件根部刚性要显著大于工件顶部的刚性;而有辅助支撑情况下,工件从根部到顶部的刚性相对稳定、变化不大。综合对比可知,辅助支撑大大增加了工件的刚性,且刚度值相对稳定,无论在Z方向还是在Y方向上,辅助支撑的应用都使工件变形量显著小于无辅助支撑工件的变形量,且变形量变化范围小、加工稳定。

图8 无辅助支撑情况下Path-2的变形情况

图9 有辅助支撑情况下Path-2的变形情况
3 结论
本文应用商业软件Abaqus6.11对航空铝合金材料7050-T7451的铣削加工过程进行了数值计算,获得了某航空接头薄壁件在有、无辅助支撑情况下工件的加工变形数据。通过两种情况四组变形数据的对比分析得知,在Path-1路径上,无辅助支撑中间壁板的平均变形量是有辅助支撑的2倍;在Path-2路径上,无辅助支撑的变形量是有辅助支撑的4.9倍。数值模拟实验表明辅助支撑的应用是控制航空接头类薄壁件加工变形的有效工艺方法。本文所建立的有限元分析模型、分离准则和接触设置等关键技术的处理对今后航空薄璧加工中变形的控制有一定的参考意义。
[1]R Svetan,W Huang,W Liu.Modeling and simul ation environment for machining of low-rigidity comp onents[J]. Journal of Materials Processing Technology.2004,(153-154):67-73.
[2]Jer-Shyong Tsai,Chung-Li Liao.Finite-element mo deling of static surface errors in the peripheral milling of thin-walled workpieces[J].Journal of Material Proc essing Technology,1999,(94):235-246.
[3]贾广杰.薄壁壳体石蜡填充高速加工方法[J].新技术新工艺,2009(3):4-6.
[4]李尚政,刘宏.弱刚度件加固装夹技术研究[J].组合机床与自动化加工技术,2003(11):3-5.
[5]高彪.石蜡基填充材料辅助支撑钦合金薄壁件加工工艺研究[D].济南:山东大学,2013.
[6]杜国臣.硬质合金刀具车削Ti6Al4V钦合金试验研究[J].组合机床与自动化加工技术,2013(5):36-38.
[7]曹金凤,石亦平.ABAQUS有限元分析常见问题解答[M].北京:机械工业出版社,2009.
[8]Johnson GR,Cook WH.A constitutive model and data for metals subjected to large strains,high strain rates and High temperature[A].Proceedings of the7th International Symposium on Ballistics[C].The Hague Netherlands,1983.
[9]Khan AS,Liang R.Behavior of three BCC metal ov er a wide range of strain rates and temperatures:Experi ments and modeling[J].International Journal of Plasticity,1999,15:1089-1109.
[10]Zerilli F J,Armstrong RW.Dislocation-mechanics-based constitutive relations for material dynamics cal culations[J]. Journal of Applied Physics,1987,61(5):18 61-1825.
(编辑 赵蓉)
Auxiliary Support for the Control of Machining Deformation of an Aviation Joint Thin-walled Parts
YU Jin,GAO Yan-liang,ZHU Xiu-feng
(School of Mechatronic Engineering,Shenyang Aerospace University,Shenyang 110136,China)
According to the existing the machining deformation of aviation joint thin-walled parts,proposes the methods of auxiliary support improves stiffness to implement the control of machining deformation of aviation joint thin-walled parts.In both cases with and with out auxiliary support,using the finite element method to simulate the typical joint thin-walled parts milling process,and obtain the deformation data of processed parts.From the comparison,it can be concluded that auxiliary support can improve the machining deformation of thin-walled parts effectively,and provide help to further research on the deformation of aviation joint thin-walled parts.
joint thin-walled parts;auxiliary support;machining deformation;finite element
TH164;TG506
A
1001-2265(2015)10-0138-03 DOI:10.13462/j.cnki.mmtamt.2015.10.038
2014-11-29;
2014-12-31
辽宁省自然科学基金(2014024006)
于金(1961—),男,辽宁大连人,沈阳航空航天大学教授,硕士,研究方向为数控加工、机电一体化,(E-mail)yujin@sau.edu.cn。
猜你喜欢
汽车工程(2021年12期)2021-03-08 02:34:06
民用飞机设计与研究(2020年1期)2020-05-21 07:24:48
模具制造(2019年7期)2019-09-25 07:29:58
制造技术与机床(2019年7期)2019-07-22 03:42:06
制造技术与机床(2018年10期)2018-10-13 06:36:34
智富时代(2018年5期)2018-07-18 17:52:04
现代机械(2018年1期)2018-04-17 07:29:48
凿岩机械气动工具(2015年3期)2015-11-11 07:32:56
焊接(2015年9期)2015-07-18 11:03:52
航空学报(2015年4期)2015-05-07 06:43:36