
Friction stir surfacing of cast A356 aluminium-silicon alloy with boron carbide and molybdenum disulphide powders
2015-11-01 07:13:56SRINIVASUSAMBASIVARAOMADHUSUDHANREDDYSRINIVASARAO
Defence Technology 2015年2期
R.SRINIVASU,A.SAMBASIVA RAO,G.MADHUSUDHAN REDDY,K.SRINIVASA RAO,*
aDepartment of Metallurgical Engineering,Andhra University,Visakhapatnam 530003,India
bDefence Metallurgical Research Laboratory,Hyderabad,India
Friction stir surfacing of cast A356 aluminium-silicon alloy with boron carbide and molybdenum disulphide powders
R.SRINIVASUa,A.SAMBASIVA RAOb,G.MADHUSUDHAN REDDYb,K.SRINIVASA RAOa,*
aDepartment of Metallurgical Engineering,Andhra University,Visakhapatnam 530003,India
bDefence Metallurgical Research Laboratory,Hyderabad,India
Good castability and high strength properties of Al-Si alloys are useful in defence applications like torpedoes,manufacture of Missile bodies,and parts of automobile such as engine cylinders and pistons.Poor wear resistance of the alloys is major limitation for their use.Friction stir processing(FSP)is a recognized surfacing technique as it overcomes the problems of fusion route surface modification methods.Keeping in view of the requirement of improving wear resistance of cast aluminium-silicon alloy,friction stir processing was attempted for surface modification with boron carbide(B4C)and molybdenum disulfide(MoS2)powders.Metallography,micro compositional analysis,hardness and pin-on-disc wear testing were used for characterizing the surface composite coating.Microscopic study revealed breaking of coarse silicon needles and uniformly distributed carbides in the A356 alloy matrix after FSP.Improvement and uniformity in hardness was obtained in surface composite layer.Higher wear resistance was achieved in friction stir processed coating with carbide powders.Addition of solid lubricant MoS2powder was found to improve wear resistance of the base metal significantly.
Friction stir processing;Aluminium silicon alloy;Surface composites;Hardness;Wear;Friction coefficient
1.Introduction
A356 Al-Si alloy is recommended for making torpedoes in defence and automobile applications as the alloy possesses important properties of high strength,light weight and good castability[1-3].A356 alloy is developed from aluminium-silicon eutectic system,in which the dendritic network of aluminium solid solution solidified from the liquid by a eutectic reaction.Porosity,randomly distributed coarse silicon needles and dendrites are the main reasons for poor mechanical properties of the alloy in as cast condition.Unmodified eutectic silicon in the aluminium matrix drastically affects thetensile and wear behaviour of the alloy.Defence components made of A356 alloy require wear resistance and wear is one of common failure modes for moving metallic mechanical components.Improved tribological properties are important to overcome the wear failure of above defence components. Microstructural features that limit the application of as cast A356 Al-Si alloy for high performance applications are dendrite size,porosity,heterogeneous microstructures,intermetallics and coarse eutectic silicon particles.Therefore the limited application of cast Al-Si alloys is mainly due to poor tribological properties.Ceramic carbides reinforced in metal matrix improves the tribological properties of aluminium alloys.So far many fusion route sources based on laser,plasma and electron beam were attempted to deposit carbide powders in surface of aluminium alloys[4].Casting porosity and formation of brittle silicon needles in the aluminium matrix are the major problems of fusion route methods.In recent timesfriction stir processing(FSP)is recognized surface engineering method for cast alloys[5].Process makes use of friction generated between tip of rotating cylindrical tool and the surface of the alloy to plastically deform and soften the work piece.Shoulder of the rotating tool is plunged into surface and then travels in the defined direction.Severe plastic deformation,breakup of silicon needles,refining of dendrite and closing of porosity are the changes that occur during FSP and these changes are expected to improve mechanical properties[6].FSP is an important technique for the enhancement of wear resistance of light metal alloys[7-11].Mishra et al.used FSP to fabricate Al/SiCp surface composites and uniform reinforcement of SiCp in the Al matrix and good bonding were achieved[12].Enhancement in hardness and wear resistance was achieved in carbides reinforced composites[13].Film formed by the solid lubricants like graphite or MoS2decreases the friction and improves wear resistance of the alloy[14]. Keeping in view of importance of use of A356 Al-Si alloy for defence applications,friction stir surfacing is being attempted as an effective strategy in the present investigation to improve the wear resistance of cast A356 Al-alloy with boron carbide powders with various particle sizes and MoS2as solid lubricant.
2.Experimental
Cast aluminium alloy of size A356 150 mm×50 mm× 50 mm with nominal chemical composition of Al-7Si-035 Mg(Wt%)was used in this investigation.Equipment used for friction stir surfacing is shown in Fig.1.Fig.2 gives the tools used for processing.The first tool i.e.,a straight cylindrical flat tool(shoulder diameter 20 mm)was used to fill the powders in the holes made on the top surface of A356 aluminium alloy. Lined up holes with 2 mm in diameter and 2 mm in depth at equal distance of 1 mm were drilled by numerically controlled drilling machine and in which premixed boron carbide and MoS2powders with equal volume percentage were filled.This is the same as illustrated in Fig.3.The second tool i.e.,a straight cylindrical friction stir tool(pin length 3 mm,pin diameter 6 mm,shoulder diameter 20 mm)was used to carry out the friction stir surfacing.Processing parameters of rotational speed of 1000 rpm and a travel speed of 50 mm/min were employed.

Fig.1.Friction stir processing equipment.
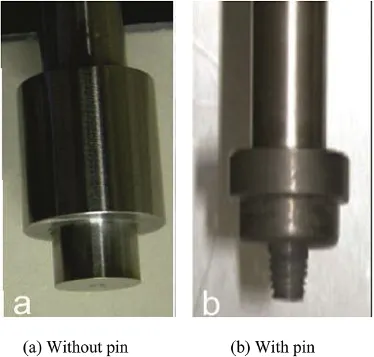
Fig.2.Friction stir processing tools.
Commercially available boron carbide powder of size 78 μm was used and its size was reduced using High Energy ball mill.Particle sizes of the B4C powder was characterized by using XRD which are 78 μm,6 μm and 40 nm MoS2powder of size 30 μm as solid lubricant was used to study the effect of addition of solid lubricant.

Fig.3.Schematic of the FSP process.

Fig.4.Wear testing samples.
Specimens were cut from surfaced alloy,polishing and etching were carried out for microscopic examination.Keller's reagent was used as etching agent and microstructural examination was carried out.Vickers hardness testing o was done using 300gf load for hardness survey across the interface. Ducom pin-on-disc machine was used to conduct wear testing with pin specimens as shown in Fig.4.Rotating alloy steel discs are used and wear testing parameters used are load 0.5 kg,sliding speed of 640 rpm and total running distance of 6 kM.Scanning electron microscopy was carried out to study the worn out surfaces to predict the wear behaviour.

Fig.5.Optical microstructure of A356 aluminium alloy.
3.Results and discussion
3.1.Microstructure

Fig.6.SEM image of B4Cp particles.
Microstructure of the as cast A356 alloy is given in Fig.5(a)and it reveals primary α solid solution dendrites,aluminium-silicon eutectic regions.Large and small eutectic particles appearing black in colour in the matrix of aluminium solid solution dendrites which form during solidification of eutectic liquid.Fig.5(b)shows the optical micrograph of the friction stir surfaced alloy.Severe plastic deformation during friction stirring has lead to breaking of cast dendrites and coarse silicon particles resulting in refined microstructure. Surface composite was formed up to a depth of 3 mm equal tothe height of the pin.The microstructure of as-cast A356 observed throughout the cross section of surfaced zone was uniformly refined compared to that of cast alloy[5].Fig.6 shows SEM image of the stir zone with boron carbide particles having particle sizes 78 μm,6 μm,and 40 nm and MoS2. Micrograph clearly reveals that particle dispersion within the stir zone is homogenous and defect-free after FSP.It needs to mention that bonding of carbide particles and solid lubricant with surrounding matrix without any interfacial reaction decides the final properties of surface composite.Homogeneous dispersion of the B4Cp and MoS2particles in the aluminium matrix was observed.
3.2.Electron probe micro analysis
Micrographs of elemental mapping of A356 alloy after FSP with B4C of three sizes are shown in Fig.7(a),(b)and(c).A homogeneous distribution of elements B,C,Mo,Al and Si throughout the matrix is evident.EPMA line scan across the reinforced B4C in the matrix is shown in Fig.8.Absence ofAl,Si,Mg and presence B,C and little Mo in the particle region confirms that the particles were B4C which were not melted or dissolved the interface as shown in Fig.9.It indicates that carbide particles are well bonded with the α-Solid Solution matrix.

Fig.7.Elemental mapping of Friction stir processed A356 alloy.
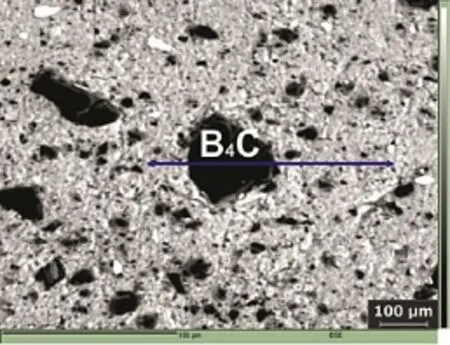
Fig.8.EPMA line scan across the reinforced carbide particle in the matrix.
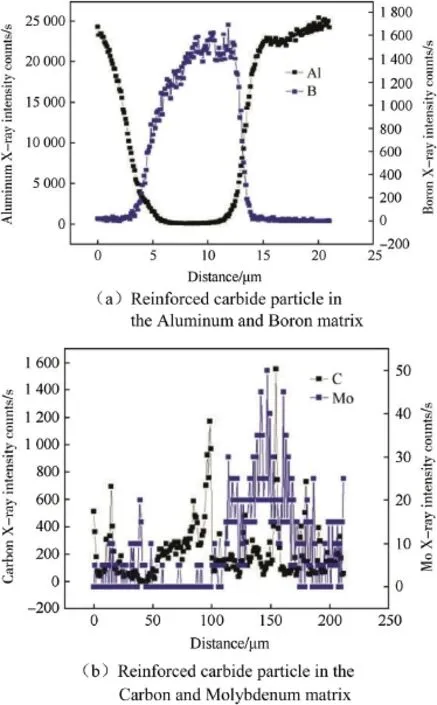
Fig.9.EPMA line scan spectrum.
3.3.Hardness
Hardness survey on surface composite specimen was shown in Fig.10.There is a significant improvement in the hardness of friction stir processed alloy with boron carbide powders and is less without carbide powders.Relatively higher hardness was achieved with boron carbide having particle size 40 nm when compared to boron carbide particles of coarser sizes and may be due to the higher degree of dispersion hardening. Grain refining occurs due to severe deformation that takes place during friction stirring and large number of high angle boundaries are produced[15].Addition of carbide particles further refines the grains.Grain boundary pinning by the carbide particles and associated dispersion hardening may also contribute to the improvement in the hardness of composite layer.Dispersion hardening,grain refining and dislocation interaction with non-shearable carbide particles[16]are the strengthening mechanisms that operate to enhance the hardness after friction stir processing.Dislocations loops formed around the hard carbide particles hide the movement of dislocations and enhances the strength and hardness of the surface composite layer.
3.4.Wear studies
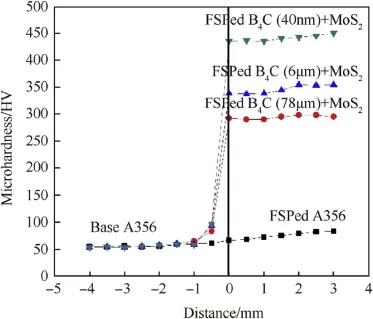
Fig.10.Hardness survey of the friction stir processed alloy with carbide powders.
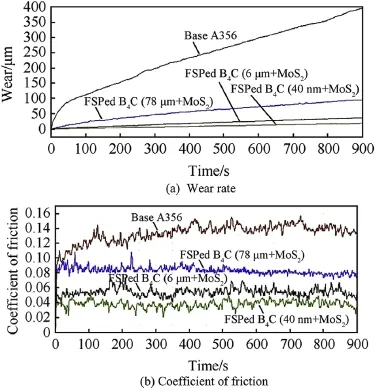
Fig.11.Comparison graphs.
Data of the pin-on-disc wear testing,wear rate and coefficient of friction for the base metal and friction surfaced alloy is given in Fig.11.It can be noted that there is significant improvement in the wear resistance with boron carbide and molybdenum disulphide addition.It is observed that the wear rate of base metal is higher when compared to surfaced hybrid composite.One of the possible reasons could be the presence of B4C and MoS2particles in the matrix of A356 aluminium alloy decreases the direct load between the specimen surface and the disc and reduces wear rate.It can be noted from the results that enhancement in wear resistance of surfaced coating is very high when compared to enhancement in hardness.To understand the wear mechanism SEM studies on pin surfaces after wear testing was carried out and recorded micrographs are shown in Fig.12.From wear test data shown in Fig.11(b),it can be noted that initial period of wear test,friction coefficient of base metal increases to a higher value followed by a gradual steady state value.Adherence of debris generated during wear testing to the aluminium alloy surface may be the reason for higher coefficient of friction[17,18]. Rupturing of welded debris may lead to gradual steady state value of the friction coefficient[19].Data of friction coefficient reveals that initial wear mechanism of base metal is adhesive and changes to abrasive type later.A SEM study also confirms the above result and is evident from micrograph of worn out surface of base metal as shown in Fig.12(a). Appearance of ploughed grooves on the worn out surface indicates abrasive wear mechanism.
Coefficient of friction was found to be lower for friction stir processed boron carbide hybrid composite as evident from Fig.11(b)and is due to decrease in the plastically deformed contact areas.Since the friction stir surface composites are harder,less plastic deformation and hence relatively less friction is experienced[20].Effect of carbide particle size canbe seen from the results of wear rate and coefficient of friction. It can be noted that wear resistance is high and coefficient of friction is low with finer carbide size and these results are in agreement with hardness test data.
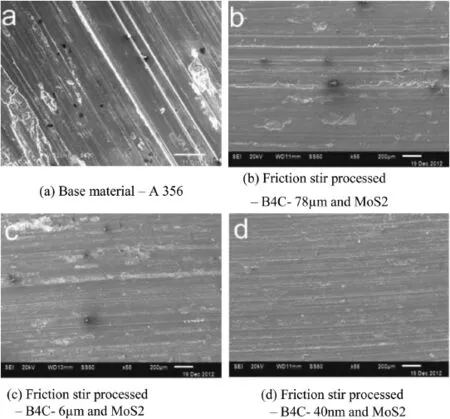
Fig.12.SEM image of wear tracks.
Previous studies clearly established that size,shape and distribution of eutectics play important role in the wear behaviour of aluminium-silicon alloys[21,22].Finer size,sphere shape and regularly distributed eutectic silicon particles in the aluminium matrix offer better wear resistance.SEM micrographs of surfaces of the wear specimens of carbide reinforced alloy are given in Fig.12(b),(c)and(d).It can be observed that grooving is less and smoothness increases with finer size of the carbide powder which is clear indication for the enhancement of wear resistance.This observation is in agreement with the observed values of coefficient of friction(Fig.11(b))which are lower when compared to that of base metal.Solid lubricant MoS2because of lamellar structure and weak inter planar bonding forms an oriented film on a sliding surface and decreases the friction drastically and resulting in very low coefficient of friction.Hence present investigation clearly established that wear resistance required for high performance engineering applications can be achieved by surface modification of cast A356 alloy with boron carbide powder of finer size and addition of solid lubricant MoS2.
4.Conclusions
Friction stir surfacing of as cast A356 Aluminium alloy is able to refine the microstructure and form hard surface composite by reinforcing boron carbide particles in the aluminium matrix.Particlesizeofboroncarbidepowderwasfoundtoaffect the final hardness and wear resistance of the alloy.Significant improvement in wear resistance was achieved with the addition of 40 nm size boron carbide and molybdenum disulphide powdersduringfrictionstirsurfacing.Higherwearresistanceof friction stir surfaced alloy is correlated to lower values of friction coefficient and change in wear mechanism as evident from scanningelectronmicroscopy.Hencefrictionstirsurfacingisan effectivestrategy to enhancethewearresistanceof ascastA356 aluminum-silicon alloy to be used for high performance engineering applications like torpedoes in defence.
Acknowledgements
TheauthorswouldliketothankDRDO-ER&IPR(No:1104584M1387),New Delhi,India for the sponsoring the research project.
[1]Zhang DL,Zheng L.The quench sensitivity of cast Al-7 wtpct Si-0.4 wtpct Mg alloy.Metallur Mater Trans A 1996;27A:3983-94.
[2]Din T,Campbell J.High strength aerospace aluminium casting alloys a comparative study.Mater Sci Technol 1996;12:644-50.
[3]YuYB,SongPY,KimSS,LeeJH.Oxidationbehaviorof Mo(Si0:6,Al0:4)2/HfB2 composites as aluminum reservoir materials for protective Al2O3formation.Scr Mater 1999;12:767-89.
[4]Kashyap KT,Murrall S,Ramanand KS,Murthy KSS.Casting and heat treatmentvariablesofAl-7Si-Mgalloy.MaterSciTechnol 1993;9:189-204.
[5]Ma ZY.Friction stir processing technology:a review.Metallur Mater Trans A 2008;39:642-58.
[6]Santella ML,Engstrom T,Storjohann D,Pan TY.Effects of friction stir processing on mechanical properties of the cast aluminum alloys A319 and A356.Scr Mater 2005;53:201-6.
[7]Madhusudhan Reddy G,Srinivasa Rao K,Mohandas T.Friction surfacing:novel technique for metal matrix composite coating on aluminium-silicon alloy.Surf Eng 2009;25:25-30.
[8]Madhusudhan Reddy G,Srinivasa Rao K.Enhancement of wear and corrosion resistance of cast A356 aluminium alloy using friction stir processing.Trans Indian Inst Metals 2010;63(5):793-8.
[9]Madhusudhan Reddy G,Satya Prasad K,Srinivasa Rao K,Mohandas T. Friction surfacing of titanium alloy with aluminium metal matrix composite.Surf Eng 2011;27(2):92-8.
[10]Madhusudhan Reddy G,Sambasiva Rao A,Srinivasa Rao K.Friction stir processing for enhancement of wear resistance of ZM21 magnesium alloy.Trans Indian Inst Metals 2012;66(1):13-24.
[11]Madhusudhan Reddy G,Sambasiva Rao A,Srinivasa Rao K.Friction stir surfacing route:effective strategy for enhancement of wear resistance of titanium alloy.Trans Indian Inst Metals 2013;66(3):231-8.
[12]Mishra RS,Ma ZY,Charit I.Friction stir processing:a novel technique for fabrication of surface composite.Mater Sci Eng A 2003;341:307-10.
[13]Pantelis D,Tissandier A,Manolatos P,Ponthiaux P.Formation of wear resistant Al-SiC surface composite by laser melt-particle injection process.Mater Sci Technol 1995;11:299-303.
[14]Storjohann D,Barabash OM,Babu SS,David SA,Sklad PS,Bloom EE. Fusion and friction stir welding of aluminium-metal-matrix composites. Metallur Mater Trans A 2005;36:3237-45.
[15]Nakata K,Inoki S,Nagano Y,Ushio M.Friction stir welding of Al2O3particulate6061Alalloycomposite.MaterSciForum 2003;426-432:2873-8.
[16]Chang CI,Du XH,Huang JC.Characterization of nanoscale deformation in a discontinuously reinforced titanium composite using AFM and nanolithography.Scr Mater 2007;57:209.
[17]Zhong XL,Wong EWL,Gupta M.Enhancing strength and ductility of magnesium by integrating it with aluminum nanoparticles.Acta Mater 2007;55:6338.
[18]Waterhouse RB.The role of adhesion and delamination in the fretting wear of metallic materials.Wear 1977;45:355-64.
[19]Majumdar JD,Chandra BR,Manna I.Friction and wear behavior of laser compositesurfacedaluminiumwithsiliconcarbide.Wear 2007;262:641-8.
[20]Aldajah SH,Ajayi OO,Fenskeb GR,Davidc S.Effect of friction stir processing on the tribological performance of high carbon steel.Wear 2009;267:350-5.
[21]Elmadagli M,Perry T,Alpas AT.A parametric study of the relationship between microstructure and wear resistance of Al-Si alloys.Wear 2007;262:79-92.
[22]Sharma R,Anesh,Dwivedi DK.Influence of silicon(wt.%)and heat treatment on abrasive wear behaviour of cast Al-Si-Mg alloys.Mater Sci Eng A 2005;408:274-80.
3 September 2014;revised 11 September 2014;accepted 12 September 2014
Available online 27 November 2014
.
E-mail addresses:gmreddy_dmrl@yahoo.com (G.MADHUSUDHAN REDDY),arunaraok@yahoo.com(K.SRINIVASA RAO).
Peer review under responsibility of China Ordnance Society.
http://dx.doi.org/10.1016/j.dt.2014.09.004
2214-9147/Copyright©2014,China Ordnance Society.Production and hosting by Elsevier B.V.All rights reserved.
Copyright©2014,China Ordnance Society.Production and hosting by Elsevier B.V.All rights reserved.
- Defence Technology的其它文章
- Effect of tool pin profile on microstructure and tensile properties of friction stir welded dissimilar AA 6061-AA 5086 aluminium alloy joints
- Microstructure and pitting corrosion of armor grade AA7075 aluminum alloy friction stir weld nugget zone-Effect of post weld heat treatment and addition of boron carbide
- Multiobjective optimization of friction welding of UNS S32205 duplex stainless steel
- Variation of chemical composition of high strength low alloy steels with different groove sizes in multi-pass conventional and pulsed current gas metal arc weld depositions
- Theoretical study of BTF/TNA cocrystal:Effects of hydrostatic pressure and temperature
- Microstructure and pitting corrosion resistance of AA2219 Al-Cu alloy friction stir welds-Effect of tool profile