
Macrostructures and mechanical properties of ultrasonic-assisted friction stir welding joint of 2024-T3 aluminium alloy
2015-10-31 10:57GaoSongZhongYibinandWuChuansong
China Welding 2015年3期
Gao Song,Zhong Yibin and Wu Chuansong
高 嵩,钟益斌,武传松*
Macrostructures and mechanical properties of ultrasonic-assisted friction stir welding joint of 2024-T3 aluminium alloy
Gao Song,Zhong Yibin and Wu Chuansong
高 嵩,钟益斌,武传松*
In friction stir welding of aluminum alloys,tunnel defect may occur due to insufficient plastic material flow caused by lower heat input in the weld region.The inadequacy in heat input is due to improper selection of friction stir welding tool and process parameters.Ultimately,such defects degrade the properties of weld and may pose serious concerns towards the integrity and safety of the weld component.In order to improve the properties of weld joints,an ultrasonic-assisted friction stir welding device has been configured where ultrasonic energy is transferred from an ultrasonic unit directly into one of the workpieces near the tool.Using this configuration,ultrasonic-assisted friction stir welding was conducted on 6 mm thick 2024-T3 aluminum alloy sheets.The macrostructure and mechanical properties of these welds were compared with the welds of this alloy prepared by conventional friction stir welding using identical process parameters.The results show that the welding speed can be increased while satisfactory weld quality is still ensured.The ultrasonic energy transferred in this configuration could enlarge the volume of weld nugget zone.Also,the influence of ultrasonic energy on the suppression or elimination of the tunnel defect is quite apparent.However,any beneficial effects of ultrasonic vibration on the tensile strength and the elongation of the joint were less obvious in this configuration.
ultrasonic vibration,friction stir welding,macrostructure,mechanical properties
0 Introduction
Friction stir welding is the most astonishing development in the field of welding technology in the last two decades[1-2].In particular,the joining of aluminium alloys using conventional friction stir welding(FSW)has been remarkably successful while its extension to other high strength alloys such as Fe-,Ni-and Ti-alloys are still under progress.However,FSW has a number of process related issues such as tool degradation,high energy consumption,narrow optimal process parameters,low welding efficiency etc.in the actual production process.Of particular concern is the formation of various defects in the welds which needs immediate attention.The above issues can be attributed mainly to the lack of adequate material softening and material flow in the weld zone.In order to resolve this,ultrasonic energy has been incorporated recently as an auxiliary energy source in the FSW process. The new method is known as ultrasonic assisted FSW(UaFSW).Ultrasonic energy causes softening of metals. Therefore,the object of the auxiliary ultrasonic energy in FSW process is to enhance the plastic deformation of metals by inducing additional softening[3-6].Among the few UaFSW processes reported in the literature,application of ultrasonic energy in the FSW process is carried out mainly in two configurations:(1)directly into the workpieces and,(2)via the FSW tool into the workpieces.For example,Park et al.superimposed ultrasonic vibration to the side of the rotating tool via bearings so that the tool can vibrate in a horizontal manner[7].Liu et al.devised a UaFSW system in which the ultrasonic energy was exerted directly and dynamically on the localized to-be-welded area of the workpieces near and ahead of the rotating tool[8]. Strass et al.employed a high power ultrasonic roll seam oscillator system to transfer the ultrasonic oscillation ener-gy into one of the workpieces nearby the welding tool[9].
In this study,ultrasonic vibrations were exerted directly near the rotating tool in the weld area from a side of one of the workpieces to be welded.The welds prepared by FSW and UaFSW under identical process parameters are compared and the associated results are further used to investigate the influence of the ultrasonic energy on the FSW process,the weld mechanical properties and defect formation.Investigations are also focused on the energy consumption and improvement in the adaptability of UaFSW process,i.e.,the process window.Details of the experiments and the results are discussed below.
1 Experimental
In this study,rolled plates of 2024-T3 aluminum alloy with size of 200 mm in length,75 mm in width and 6 mm in thickness were welded by the FSW and UaFSW processes.The nominal chemical compositions of the 2024-T3 aluminum alloy are summarized in Table 1.The tensile strength of the 2024-T3 aluminum alloy is 473 MPa and its elongation is 14.4%.Before the welding,any stains and oxide layers on the surface of the plate were eliminated.
Welding was performed using a FSW machine(FSW-3LM-3012).Fig.1 shows the schematic of the UaFSW setup.The FSW tool was tilted by 2.5 degrees with respect to the vertical axis,so the welding direction is determined.To maintain the ultrasonic tool is passively rotated and translated parallel to the FSW tool during the friction stir welding process,the ultrasonic energy must be exerted in the advancing side of the workpiece nearby the welding tool so that this side would be softer.Two types of FSW tools(Tri-flat type and conical type),as shown in Fig.2,were used in the welding process.Under same process conditions,the stirring caused by a Tri-flat type tool is more significantthanthatduetoaconical-shaped pin[10-11].In order to better demonstrate the effect of ultrasonic energy on internal defects of the weld,conicalshaped pin and 0.05 mm of plunge depths were used.Except this,Tri-flat type was used in this study and the plunge depth was 0.1 mm.To investigate the influence of ultrasonic vibration in the FSW process,a constant tool rotation speed(ω)of 400 r/min and three different welding speeds(υ)of 65 mm/min,110 mm/min and 215 mm/ min were used in the welding.The ultrasonic unit comprises of four major parts,i.e.,ultrasonic generator,transducer,booster or amplifier and ultrasonic tool.Among the four,only the ultrasonic tool makes direct contact with the workpiece to be welded.The frequency of ultrasonic vibration was 20 kHz.The ultrasonic machine was equipped with an axial force control system.The efficient power output of the unit is about 900 W.

Fig.1 Schematic of UaFSW setup
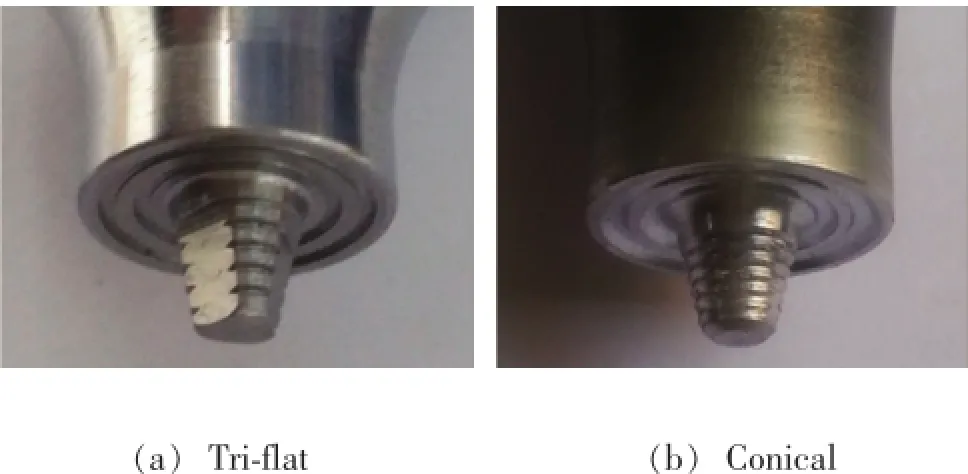
Fig.2 Photograph of welding tools used
After the welding,weld specimens for metallographic analyses were chosen along the transverse cross-section of the welded joints,i.e.,cross-section perpendicular to the welding direction.The specimens for metallographic analyses were polished using a diamond paste and etched with 1%HF reagent.A stereomicroscopy(Stemi DV4)was used to observe the macrostructures of the transverse crosssections.For the measurement of mechanical properties,six tensile specimens of standard shape and dimensions(width 15 mm,and gauge length 55 mm)were cut across the weld such that each tensile specimen comprises of the weld,as shown in Fig.3.A universal testing machine(WJ-100)was used to measure the mechanical properties of the welded joints.

Table 1 Chemical composition of 2024-T3 aluminium alloy(wt.%)
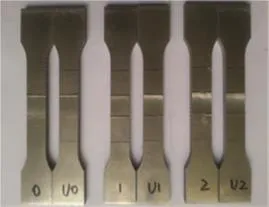
Fig.3 Tensile specimens
2 Results and discussion
2.1Metallographic observation of weld transverse cross-sections
Fig.4 shows the macrographs of the welds prepared under identical conditions in FSW and UaFSW.Comparing Fig.4a with Fig.4b,it is evident that the weld nugget zone(WNZ)in the UaFSW is obviously wider than that in the FSW.This indicates that when thermal and mechanical conditions are similar,the plastic flow is more facilitated in the 2024-T3 workpieces under the influence of ultrasonic energy.This may be attributed to the decrease in the yield strength of 2024-T3 caused by the ultrasonic softening effect[12]in UaFSW.And the wider WNZ helps improve the elongation of joint.
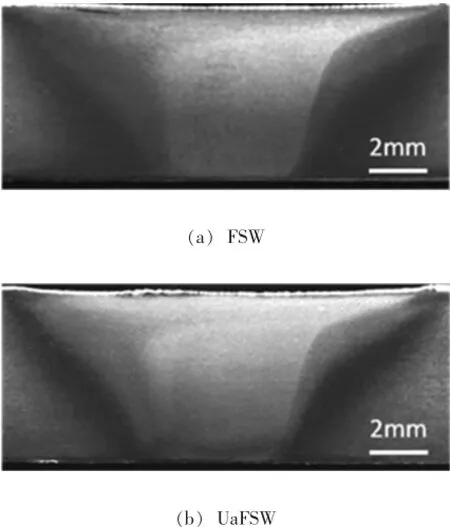
Fig.4 Macrograph of weld cross-section

Fig.5 Tunnel defects in the weld
2.2Internal weld defects
Tunnel defect in friction stir welds occurs due to insufficient volume of plastic material as a result of low heat input of the FSW process.The inadequate heat input in FSW process is due to lower tool rotation speed or higher welding speed.Fig.5 shows macrographs with tunnel defects in the interior of the 2024-T3 welds at welding speeds 160 mm/min and 215 mm/min with and without the application of ultrasonic energy in the FSW process.The tunnel defect is formed at the interface between the WNZ and the thermo-mechanically affected zone(TMAZ)or at the boun-dary of WNZ and the shoulder affected zone(SAZ)on the advancing side.Comparison of the macrographs of either FSW welds or UaFSW welds at the two welding speeds reveals that when the speed decreases from 215 mm/min to 160 mm/min,the volume of the tunnel defect decreases. Therefore,the volume of the tunnel defect is reduced by lowering the welding speed.
Similarly,it is clear from the macrographs of the FSW and UaFSW processes at constant welding speeds(shown in Fig.5)that the large tunnel defects in the FSW process are either suppressed or disappeared in the UaFSW process.Therefore,it is safe to infer that the additional softening caused by the ultrasonic action compensates the shortage of FSW heat input and produces sufficient plastic material.This increases the plastic flow around the advancing side and reduces the tunnel defect inside the weld at higher welding speeds(Fig.5a)or even eliminates the defect when the welding speed is lowered(Fig.5b).From the above results,it is apparent that UaFSW allows a wider process window while minimizing the risk of weld internal defects.More careful selection of process parameters in UaFSW would be favorable in avoiding the tunnel defect.Also,the wider process window in UaFSW,i.e.,higher welding speeds,has the potential to enhance the productivity.
2.3Mechanical properties of the welded joints
As mentioned earlier,tensile strengths were measured from six tensile specimens taken from each welded plate.The tensile strengths reported here are averaged from the six test values.In Fig.3,tensile specimen,0,1 and 2 represent the FSW while U0,U1 and U2 represent the UaFSW.
Fig.6 shows a comparison of the tensile properties of the joints welded with and without ultrasonic vibration at the different welding speed.It is clear that there is no noticeable improvement in the tensile strengths with the addition of ultrasonic energy in FSW process at lower welding speeds of 65 mm/min and 110 mm/min.However,a marginal increase(about 5%)in the tensile strength from ~337 to~355 MPa is realized when the ultrasonic vibration is added to FSW process at the higher welding speed,215 mm/min.In Fig.7,the elongation rate in UaFSW at lower or moderate welding speeds is better than its FSW counterpart.However,it is slightly lower for the higher welding speed.In other words,it can be said that the relative variation in the elongation rate in FSW and UaFSW has no obvious trend with respect to the welding speed;as concluded intuitively from Fig.7.
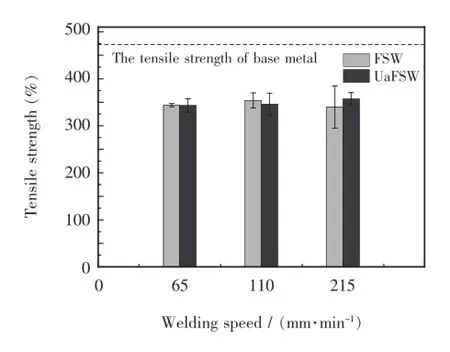
Fig.6 Tensile strength
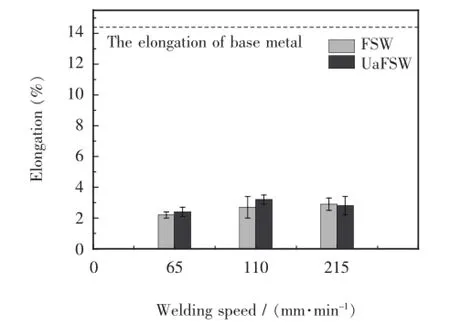
Fig.7 Elongation rate
In summary,the relative variations in mechanical properties of the FSW and UaFSW welds are not largely evident.In other words,additional ultrasonic energy applied to FSW in the present configuration does not have significant influence on the mechanical properties of the welded joints.The reasons for the above can be explained as follows.First,in the current configuration,the ultrasonic vibration propagates in a direction parallel to the top surface of the workpiece which results in limited effective-ness of ultrasonic vibration along the direction of workpiece thickness,i.e.,across the thickness.Second,during the welding process,the actual area of ultrasonic energy exertion on the workpiece is relatively far from the welding zone.This might have resulted in attenuation of a part of the energy transmission before the weld zone[13]and thus resulted in a low efficiency of the ultrasonic energy to reach the localized weld zone.Third,the large contact area between the ultrasonic tool and the surface of the workpiece facilitates scattering of a wide range of ultrasound. Thus,the ultrasonic energy is scattered and not localized on the pin locations.In short,due to attenuation and dispersion of ultrasonic energy during the welding process,the ultrasonic vibrations do not have good penetration effect on the entire weld joint.Ultimately,this results in no significant improvement in the average mechanical properties of welded joints.This necessitates further investigations on the development of a suitable configuration such that most of the ultrasonic energy is transmitted into the localized area of the workpiece.
3 Conclusions
By comparing the results of UaFSW and FSW,the main conclusions obtained in this study can be summarized as follows:
(1)Ultrasonic vibration increases the volume of WNZ,indicating that ultrasonic vibration in FSW can improve the flow of the material,to a certain extent.
(2)Under certain conditions,the ultrasonic vibration can reduce or even eliminate the tunnel defects arising due to high welding speed,which can improve the welding efficiency and broaden the process parameters.
(3)The current configuration of ultrasonic energy exertion in UaFSW is not beneficial in improving the mechanical properties of welded joints due to the attenuation and dispersion of ultrasonic energy during the welding process.
Acknowledgement
The authors are grateful to the financial support for this research from the National Natural Science Foundation of China(Grant No.51475272).
[1] Luan G H,Guan Q.High-effective,solid-phase new welding technology:FSW.Electric Welding Machine,2005,35(9):8-13.(in Chinese)
[2] Mishra R S,Ma Z Y.Friction stir welding and processing. Materials Science and Engineering R,2005,50(1):1-78.
[3] Langenecher B.Effects of ultrasound on deformation characteristics of metals.IEEE Transactions on Sonics and Ultrasonics,1996,13(1):1-8.
[4] Neugebauer R,Stoll A.Ultrasonic application in drilling. Journal of Materials Processing Technology,2004,149:633 -639.
[5] Blaha F,Langenecker B.Elongation of zinc monocrystals under ultrasonic action.Die Naturwissenschaften,1955,42(20):556.
[6] Dnwson G R,Winsper C E,Sansome D H.Application of high and low frequency oscillations to the plastic deformation of metal.Metal Forming,1970(8):234-238.
[7] Park K.Development and analysis of ultrasonic assisted friction stir welding process.Michigan:The University of Michigan,2009.
[8] Liu X C,Wu C S,Zhang H T,et al.Effect of ultrasonic vibration on the friction stir weld quality of aluminium alloy. China Welding,2013,22(3):12-17.
[9] Strass B,Wagner G,Eifler D.Realization of Al/Mg-hybridjoints by ultrasound supported friction stir welding.Materials Science Forum.2014,783:1814-1819.
[10] Mishra R S,Mahoney M W.Friction stir welding and processing.Ohio:ASM International,2007.
[11] Wang G Q,Zhang Y H.The friction stir weld quality of aluminium alloy.Beijing:China Astronautic Publishing House,2010.(in Chinese)
[12] Siegert K,Möck A.Wire drawing with ultrasonically oscillating dies.Journal of Materials Processing Technology,1996,60(1):657-660.
[13] Josef K.Ultrasonic testing of materials.New York:Springer-Verlag,1983.
*Gao Song,Zhong Yibin and Wu Chuansong,Key Lab for Liquid-Solid Structure Evolution and Materials Processing(Ministry of Education),and Institute for Materials Joining,Shandong University,Jinan,250061. Wu Chuansong,Corresponding author,E-mail:wucs @sdu.edu.cn

- China Welding的其它文章
- New filler metal systems for the brazing of titanium alloys
- Effect of gallium addition on microstructure and properties of Ag-Cu-Zn-Sn alloys*
- Influence of Mn on wettability and microstructure of low-silver lead-free solders*
- Plastic characterization and performance of SnAgCuBiNi/Cu lead-free BGA solder joints*
- Influences of acoustic field parameters on welding arc behavior in ultrasonic-MIG welding*
- Microstructure evolution in the weld metal region of a Ni-based Inconel 718 superalloy produced by tungsten inert gas welding