
钢制扬克烘缸的热喷涂
2015-10-28 02:32夏吉瑞山东信和造纸工程股份有限公司张凤玉聊城市技师学院
生活用纸 2015年10期
夏吉瑞 山东信和造纸工程股份有限公司张凤玉 聊城市技师学院
钢制扬克烘缸的热喷涂
Heating Spray Coating for Steel Yankee Cylinders
夏吉瑞 山东信和造纸工程股份有限公司
张凤玉 聊城市技师学院

在生活用纸的抄造过程中,使用钢制扬克烘缸优势明显。本文对钢制扬克烘缸的喷涂进行了具体阐述,并详细介绍了喷涂的工艺流程及其操作要点。
在生活用纸抄造领域,由于钢在韧性、热传导和安全性方面与铸铁相比有较大的优势,所以钢制扬克烘缸正逐渐替代铸铁扬克烘缸,且缸面喷涂硬质合金涂层,表面比铸铁更加坚硬,涂层能提高纸品品质,延长烘缸寿命,延长维护周期,促进化学涂布和起皱工艺的完成,钢制扬克烘缸不会在使用寿命期限内因为壁厚的变薄或者金属涂层的脱落而降低等级。山东信和造纸工程股份有限公司在2014年11月已成功制造出Φ3,000mm及Φ3,660mm钢制扬克烘缸,现已具备生产Φ6,000mm×5,000mm钢制扬克烘缸的能力,喷涂工序由意大利RIF公司实施。
目前我国在钢制扬克烘缸喷涂技术方面正在进行探索,还没有完全突破。
1 热喷涂原理
笔者自2014年初就对钢制扬克烘缸的喷涂进行探索,通过与国外RIF以及英国的CRC等多家喷涂公司进行广泛的技术交流,消化吸收国外的先进技术和经验,现已初步掌握对钢制扬克烘缸的热喷涂技术。热喷涂的定义是:首先涂层材料在加热源中熔化,通过特殊的设备(或系统)将熔化的或熔融的喷涂材料高速喷射到一个光洁的经过预处理的元件表面上。热喷涂工艺能够广泛地选择涂层材料、涂层厚度和可以达到相应的涂层特性(见图1)。我们选用的扬克烘缸钢板为特殊的中强钢板,能够更好地承受喷砂糙化表面,通过增加表面自由能而激活表面,同时增大了喷涂微粒粘附的表面面积,该液态或熔融的涂层微粒高速撞击缸体表面,这样就使得微粒发生形变,并且像“薄煎饼”一样分布在基体表面。高温颗粒的热量传递到温度更低的缸体材料,当颗粒冷缩和凝固的时候,它们就粘附在缸体材料的粗糙表面上,因此涂层的粘附力就是基于机械“钩连接”。
涂层材料:当熔融时不会分解的任何材料都能被用作热喷涂涂层材料,涂层材料可以是线状或粘末状,这取决于热喷涂工艺类型。钢制扬克烘缸的涂层要具有如下特点:①表面高强度,必须达到55HRC以上;②耐磨,使用寿命长;③热传导和抗腐蚀能力强;④涂层致密,表面光滑;⑤涂层颗粒结合强度好,不易脱落(随烘缸变形);⑥材料均匀一致,化学惰性。国外涂层的金相组织,检测结果如图2。
钢制扬克烘缸喷涂以后孔隙率仅为铸铁的一半,摩擦系数也比较低。
扬克烘缸目前采用热喷涂涂层工艺为电弧线材喷涂,是将各自带有正负电荷、通常相同化学成分的两条金属线接触产生电弧,瞬间产生高热将金属线材尖端熔化,压缩空气将熔融的喷涂材料雾化,然后加速喷射到缸体表面,喷涂的速度通过调节适当的线材进给量进行调速,因此才能保持电弧恒定(见图3)。目前,扬克烘缸需要的涂层厚度一般为0.75mm左右,粗糙度0.3~0.6μm,高硬度可以耐受更加坚硬的刮刀操作,同时也提高了成纸的柔软度,使烘缸具有更广阔的操作提升空间。

图1 热喷涂原理
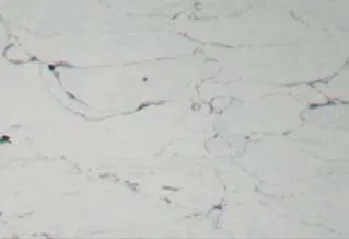
图2 涂层的金相组织

图3 电弧喷涂工艺原理
2 喷涂工艺流程
钢制烘缸在喷涂前必须进行预研磨,根据扬克烘缸和真空托辊的结构计算出合适的中高。这主要有以下目的:获得均匀一致的干度和纸张性能;将辊子和毛毯的磨损降到最小;在较高的速度和产量时有很好的运行稳定性。
钢制扬克烘缸喷涂的具体工艺流程如图4。
一个Φ3,660mm×3,400mm尺寸的钢制扬克烘缸,预计总工时为154h。

图4 喷涂工艺流程
2.1表面的预研磨
根据钢制扬克烘缸的规格,在室温或恒温下用80目的棕刚玉砂轮进行表面粗磨,烘缸转速50~120m/min,以获得最理想的烘缸中高外形(如果剩余的厚度允许)。假如无法符合条件,再使用表面的抛光,可消除腐蚀造成的染色或沉积等问题。
2.2烘缸的喷砂
喷砂是为了达到均匀的表面结构并避免氧化物残留,喷砂时烘缸转速30~50m/min,喷砂压力0.5~0.7MPa。特别值得注意的一点是,用于喷砂的压缩空气一定是无水无油的,否则会严重影响涂层的质量。喷涂前工件表面的粗化程度对大多数金属材料而言达到Ra2.5~10μm就够了,随着表面粗糙程度的增加,涂层与基体材料的结合力也增强,但是当表面粗糙度超过Ra10μm后,涂层结合强度的提高程度便会降低。
2.3基础层结合的热喷涂
RuStop是一种特殊合金并有高结合强度特性,且有优越的耐磨性,作为第一层薄薄地喷涂,当作基础层。其目的是在金属和基础层之间创造一个连接点,避免金属腐蚀造成涂层脱落,允许局部修补或填充任何瑕疵,如气孔、凹痕或刮痕,烘缸转速245m/min,热喷涂电流240A,喷涂距离125mm,电弧电压35V,喷射角度90°,雾化空气压力0.4MPa,喷枪的横向移动速度为50mm/min。
2.4操作表面的热喷涂
材质为高含量铬合金,喷涂时通入烘缸持续、稳定的蒸汽,蒸汽压力为0.4MPa,烘缸转速200~300m/min。
2.5最终精磨
在室温或是恒温下用200目的棕刚玉砂轮进行表面细磨以及最后的抛光,比照预研磨的方法执行,以达到最佳、最均匀的喷涂效果。喷涂完毕的烘缸最终精磨至表面粗糙度低于或等于0.45μm,烘缸转速同预研磨。
喷涂后的扬克烘缸应该存放在有屋顶遮蔽处,避免太阳直射与恶劣天气,并注意气温不允许骤变。喷涂完成的钢制扬克烘缸导热系数:43W/(m·K),抗张强度≥470MPa,屈服强度≥315MPa。由于高的热传导性,与铸铁扬克缸相比可以减少汽耗30%。国外已做过试验:在同样车速、相同热风温度和气罩风速情况下,一个15ft的钢制扬克烘缸完全可以替代一个16ft的铸铁扬克烘缸。
3 涂层的测量
除了涂层特性非常重要之外,还有一些性能相对容易测试,并且具备标准的质量控制检测方法,包括目测等。
经过多个扬克烘缸喷涂后,用目测就能大致知道涂层的质量。使用测厚仪测量涂层的厚度;使用粗糙度仪测量缸体涂层表面的粗糙度。如果有必要的话,可以在相同的时间和相同的条件下喷涂试验样板,能够及时对涂层进行测试,以确定涂层质量的其他性能。为精确测定涂层厚度、孔隙率和结构,以及未熔化颗粒、氧化夹杂物的微观结构,对涂层进行横向截面测试,应控制空隙率小于10%。

图5 山东信和RIF现场喷涂

图6 山东信和成品扬克烘缸发往用户
还有用一种特殊的粘结剂及试验设备进行结合强度测定。除此之外,各种各样的元素分析方法,以及刮痕试验、摩擦学性能研究、应力分析、腐蚀和磨蚀特性研究,也都包括在内。
在运输时,为了避免扬克烘缸出现损坏,烘缸应用多层包装进行保护,烘缸表面的保护由化学涂层、牛皮纸、塑料及硬木全面包装;轴头及轴承部位配置好轴承座。
在搬运或运送过程中,使用正确规格皮带是很重要的,烘缸应由2条皮带,分别位于两侧均力抬起,将皮带固定在轴头上是为了避免接触到烘缸表面,造成涂层磨损,见图7。
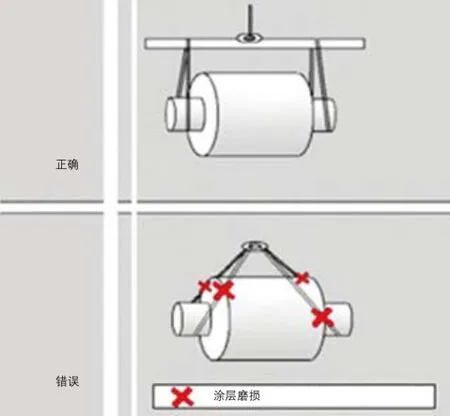
图7 吊装示意图
4 结束语
近几年生活用纸市场向规模经济发展,造纸机也逐渐趋向纸幅更宽、车速更快、产量更高、能耗更低,作为卫生纸机主要零部件的钢制扬克缸需求会越来越大。这就急需广大科技工作者积极有为,尽快突破钢制扬克烘缸的喷涂技术,尽最大能力降低卫生纸机的制造成本,为企业节约大量资金。
(转载自《中华纸业》/2015年第14期)
[1]张光华,杨建桥,房瑜红.热喷涂技术在设备防腐中的应用[J].中华纸业,2000,21(2):26-27.
[2]朱晶晶.福伊特扬克保温端盖帮助寿光美伦大幅降低能耗[J].中华纸业,2014,35(10):41.
[3]夏吉瑞,张凤玉.高速新月型卫生纸机与B F真空圆网卫生纸机的性能对比[J].中华纸业,2014,35(10):52-54.
[4]徐存俭.高速薄页卫生纸机的发展[J].中华纸业,1998,19(4):53-55.
夏吉瑞,高级工程师;山东信和造纸工程股份有限公司技术副总;研究方向:造纸机械的开发与设计。曾任山东昌华造纸机械有限公司研究所副所长。
猜你喜欢
热喷涂技术(2022年1期)2022-08-06
造船技术(2022年2期)2022-07-19
钢管(2021年4期)2021-12-25
造纸信息(2019年7期)2019-09-10
中国特种设备安全(2019年1期)2019-03-13
中国核电(2017年2期)2017-08-11
焊接(2015年3期)2015-07-18
焊接(2015年2期)2015-07-18
西南石油大学学报(自然科学版)(2015年5期)2015-04-16
中国造纸(2014年1期)2014-03-01
