
复配型破乳剂的研究与应用
2015-10-27 06:51:45张春兰陈淑芬
石油化工应用 2015年7期
张春兰,陈淑芬
(兰州石化职业技术学院石油化学工程系,甘肃兰州730060)
复配型破乳剂的研究与应用
张春兰,陈淑芬
(兰州石化职业技术学院石油化学工程系,甘肃兰州730060)
主要介绍了絮凝剂聚硅酸铝铁的合成,通过正交实验和极差分析确定了最佳合成工艺条件:Al及Fe之和与SiO2物质的量之比为1:1,Al与Fe的物质的量之比为1:1,SiO2百分含量为2.5%,聚硅酸聚合时的pH值为4.5。将絮凝剂与多种破乳剂复配后筛选出适合青海原油破乳剂,实验结果表明:破乳剂与聚硅酸铝铁复配后脱出的水明显变清,说明达到了净水的预期效果。
破乳;净水;聚硅酸铝铁;合成
自从1914年用质量分数为0.1%的FeSO4溶液在35℃~60℃下对原油乳状液(W/O型)破乳以来,原油破乳剂取得了很大的发展。原油破乳方法,由最初的物理沉降法,发展到用表面活性剂破乳,破乳理论和技术也随之日趋完善。20世纪80年代以来,国外具有代表性的破乳剂有丙烯酸丁酯、甲基丙烯酸甲酯与聚氧丙烯聚氧乙烯的共聚物[1]、高极性有机氨衍生物[2]、碳酸亚乙酯与烷基苯酚甲醛树脂反应制成的高分子破乳剂[3];国内破乳剂的化学类型也是以非离子型聚氧丙烯聚氧乙烯嵌段聚合物为主,如烷基酚醛树脂-聚氧丙烯聚氧乙烯醚[4]。近年来,随着原油开采进入中后期,原油中胶质,沥青质含量增加,使得原油乳状液更加稳定;加上采油技术的不断开发,化学驱在国内各大油田的应用越来越广泛,由于化学驱中碱、表面活性剂和聚合物的加入,改变了常规原油采出液的状态,乳化现象加重,并使破乳过程变得复杂使原油的组分变得更加复杂,油田采出的原油含水含盐率逐年增加,这就加重了原油脱水脱盐的任务[5]。因此要求根据油田现场实际研制出一种净水型破乳剂,在保证破乳剂脱水性能的前提下,重点考虑破乳过程中的净水作用,既降低油田采油成本,又提高经济效益。
本文研究了絮凝剂和多种破乳剂的复配后,选出适合青海原油的破乳剂,并优选针对青海原油复配时的各反应条件。
1 实验部分
1.1原料、试剂和仪器
原料:青海原油。
主要试剂:硅酸钠(化学纯),硝酸铁、硝酸铝、浓硫酸、NaOH、甲醇、无水乙醇(均为分析纯)。
主要仪器:双向磁力搅拌器、精密酸度计、分光光度计。
1.2无机絮凝剂制备的原理及方法
1.2.1聚硅酸铝铁制备的原理聚合硅酸是由相邻硅酸分子上羟基间的脱水聚合形成的。它具有硅氧键,硅原子模型是四面体,硅分子可以向四个方向进行聚合,形成带支链的、环状的、网状的三维立体结构聚合物,最终形成硅酸凝胶。当引入Al3+、Fe3+后,由于Al3+、Fe3+与硅酸的链状、环状分子端的OH-进行络合作用和吸附作用,减缓了聚硅酸的凝胶化。Fe3+具有极强的亲OH-能力,络合反应速度快。Al3+亲OH-能力弱,络合反应速度慢,为了使铁盐、铝盐交叉共聚,在制备中先引入Al3+,后引入Fe3+。
1.2.2聚硅酸铝铁制备的方法称取一定量的硅酸钠加入烧杯中,用定量去离子水充分溶解;再分别称取硝酸铝和硝酸铁后加入到两个小烧杯中,用定量去离子水充分溶解;将装有硅酸钠溶液的烧杯置于双向磁力搅拌器上并加入磁子开始搅拌,插入pH计;将浓硫酸稀释到质量百分数为10%,用胶头滴管将其慢慢滴加到硅酸钠溶液中调节pH在10左右,搅拌一定时间使硅酸充分聚合,当聚合到一定程度时(溶液呈淡蓝色)慢慢滴加质量百分数为10%的H2SO4,调节溶液的pH到所需值,再加入硝酸铝溶液,搅拌聚合5 min后加入硝酸铁溶液继续搅拌10 min;最后停止搅拌,静置陈化2 h~3 h即得聚硅酸铝铁絮凝剂,以下用PSAF表示。
1.3聚硅酸铝铁与聚醚复配的方法及目的
方法:称取一定量的聚醚;调节去离子水及甲醇的pH值到一定值;在水溶性的聚醚中加入一定量的去离子水并搅拌使其充分溶解,在油溶性的聚醚中加入一定量的甲醇并搅拌使其充分溶解;再加入一定量的聚硅酸铝铁使得聚醚、水或甲醇、PSAF按照一定的质量百分比充分溶解混合均匀溶液。
目的:絮凝剂能使水中胶体、悬浮颗粒产生絮状沉淀,聚硅酸铝铁综合了聚硅酸黏结聚集,吸附架桥效能好和铝盐的脱色性能好,铁盐絮体密实,沉降速度快的特点。将絮凝剂与聚醚复配后可以成为具有净水及脱水复合功能的破乳剂。
2 实验结果与讨论
2.1聚硅酸铝铁的最佳合成条件
影响聚硅酸铝铁絮凝剂净水性的因素主要有Al3+及Fe3+物质的量之和与SiO2物质的量之比、Al3+与Fe3+的物质的量之比、SiO2的质量百分含量、聚硅酸聚合时的pH值。本实验以正交表Lg(34)安排四因素三水平试验来确定各因素对絮凝剂性能的影响,以确定各个因素在进行反应时的最佳值,正交的因素和水平(见表1)。
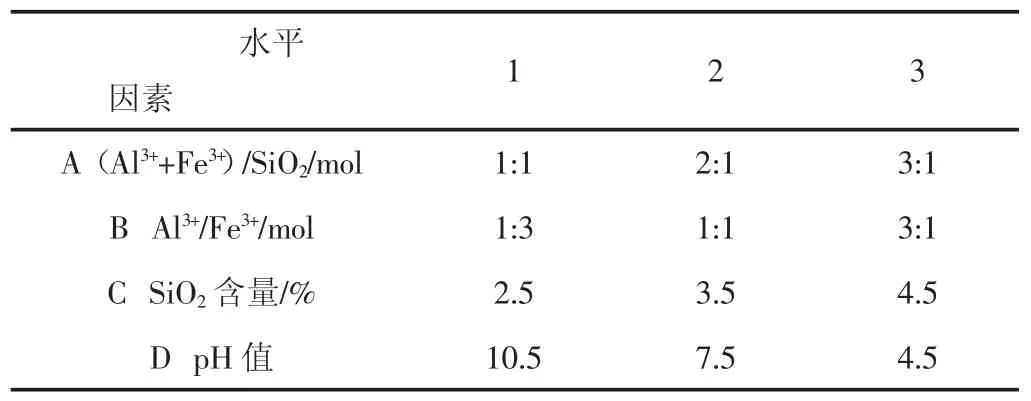
表1 正交试验因素与水平
根据表1的因素和水平进行正交试验,以透光率为考察指标,用极差分析法优化聚硅酸铝铁制备条件,正交试验方案及试验结果分析(见表2、表3)
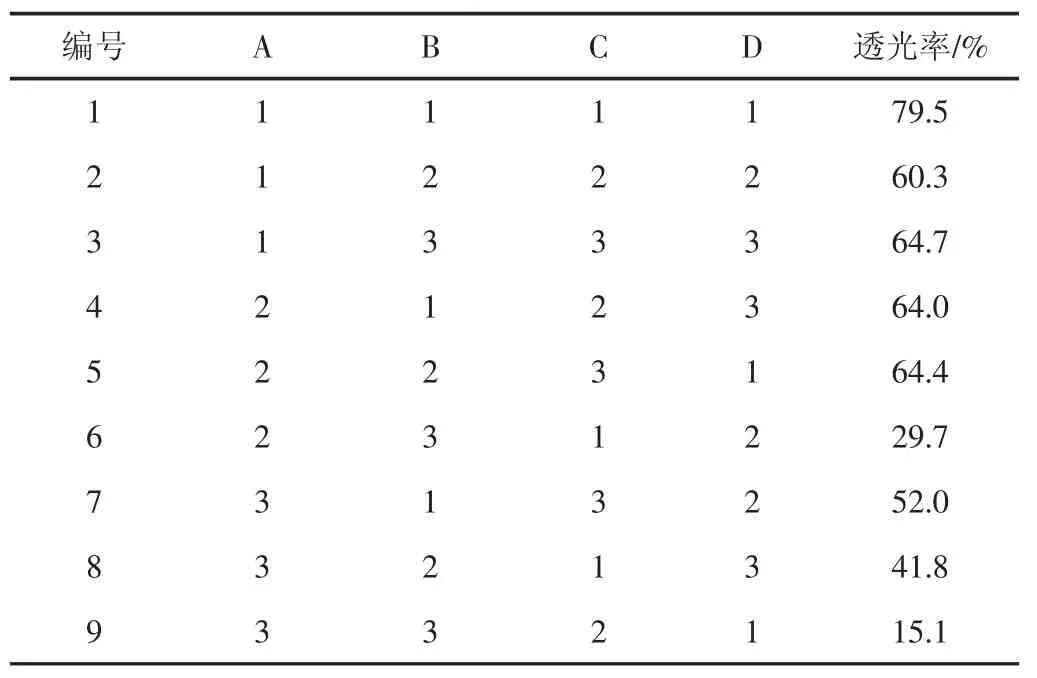
表2 正交试验表

表3 正交试验结果分析
由表3可看出,极差R的大小排列顺序为:RA>RD>RB>RC。极差大的因素意味着它的两个水平对透光率所造成的差别比较大,是重要因素,而极差小的因素是次要的因素,因此,影响因素的主次顺序为:A>D>B>C。又根据k值的计算结果,最优的水平拟定为A1B2C1D3,按此水平进行聚硅酸铝铁的制备,并加入原油脱出的水中,测定透光率比实验21结果好的A1B1C1D1的透光率还高。由上可知,最优聚合条件为:Al3+及Fe3+物质的量之和与SiO2物质的量之比为1:1,Al3+与Fe3+的物质的量之比为1:1,SiO2的质量百分含量为2.5%,聚硅酸聚合时的pH值为4.5。
2.2确定适合青海原油的复配方案
2.2.1筛选针对青海原油有效的破乳剂按最优条件合成聚硅酸铝铁,并与以下11种破乳剂按1.3的方法复配。其中AE2030、AE2030K以水溶;B70、3#K、AP2242、AP221K、E2、E2K、B61、B61K、B64K0.9、B64以甲醇溶解,复配好后按计算量加入青海原油中进行破乳脱水实验,测试其脱水及净水效果,具体数据(见表4)。

表4 11种破乳剂与PSAF复配后脱水净水效果
按表4中的数据对以上11种破乳剂分别按脱水率和透光率排名(见表5、表6)。

表5 脱水率排名

表6 透光率排名
综合表5和表6中的排名知:对于青海原油,与PSAF复配后有较好效果的破乳剂为B70及AE2030。
2.2.2优选复配时所用溶剂以甲醇和无水乙醇作溶剂,固定溶剂加入质量占总质量的30%,去离子水的质量占总质量的5%,B70质量百分数为25%,PSAF质量百分数为40%。配好后静置一夜观察溶液状态,发现以乙醇作为溶剂的在静置一夜后溶液混合不均匀,呈乳白色;以甲醇作为溶剂的溶解性比乙醇好,呈红褐色溶液,所以甲醇即为最佳溶剂。
2.2.3优选与B70,复配的PSAF聚合时最佳pH值按1.3的方法及2.1中A、B、C因素的最优条件配制PSAF,因为聚硅酸聚合时pH值的不同会影响到聚硅酸铝铁的稳定性,所以在最优水平pH=4.5附近取5个值:3.5,4.0,4.5,5.0,5.5,在制备时将聚硅酸聚合时的pH值分别调节到这5个点,再将聚合好的PSAF与B70按一定的比例复配,因为B70的破乳效果也好,所以也将PSAF与B70按一定的比例复配,将这5个样品稀释到一定浓度,添加到青海原油中,测试5个样品的脱水净水效果。具体数据(见表7)。
由表7可看出对于B70S,随着PSAF制备时聚硅酸聚合的pH值的增加,脱水率不断减小,数据显示pH=3.5时脱水率最高,在此值透光率也较高,所以综合脱水率和透光率知针对青海原油的破乳剂时,与B70复配的PSAF最佳聚合的pH为3.5。

表7 不同pH聚合的PSAF与B70及B70K复配后的脱水净水效果
2.2.4优选B70与PSAF复配时的最佳比例按1.3的方法,用2.1中A、B、C因素及因素的最优水平配制PSAF,再将B70与PSAF复配,B70与PSAF复配时质量之比为1:1,1:0.8,1:0.6,1:0.4,1:0.2,以200 mg/L的加剂量加入青海原油中脱水净水效果(见表8)。

表8 B70及B70K与PSAF按不同比例复配时的脱水净水效果
从表8可看出,随着PSAF在与B70复配时比例的减少,脱水率先增后减,透光率也一样,且都在1:0.8时达到最大值,所以综合脱水率与透光率,对于青海原油,B70与PSAF复配的最佳质量之比为1:0.8。
2.2.5优选复配时溶剂最佳比例按1.3的方法将B70与PSAF复配,因B70不溶于水,溶于甲醇,PSAF溶于水,所以需确定甲醇与水的最佳比例使复配后产物在原油中发挥出最佳效果。按以上最优比例固定B70与PSAF的质量比为1:0.8,B70的质量占总质量的30%,PSAF的质量占总质量的24%;甲醇与水的质量之比分别按4:1,3:1,2:1复配,配好后静置一夜观察溶液状态,可看出B70与PSAF复配时所用溶剂甲醇与水的质量之比为3:1时溶液为混合均匀的清液,无分层无沉淀,所以甲醇与水的最佳质量比为3:1。
2.3测试PSAF的稳定性
由于PSAF不稳定,在高温下长时间放置后易凝胶,影响与聚醚的混合状态,从而影响复配后在原油中的脱水净水效果,所以在25 d内按各最优条件配制6个PSAF样,再与聚醚按最优方案复配,加入青海原油中测试其脱水净水效果,效果(见图1)。
从图1可知,随着时间的增长PSAF逐渐凝胶,影响其净水能力,但是净水率的减少幅度并不大,在复配后也不影响做为破乳剂的破乳脱水能力。

图1 不同时间配制的PSAF与B70复配针对青海原油的脱水净水效果
3 结论
(1)制备聚硅酸铝铁的最佳合成条件为Al及Fe之和与SiO2物质的量之比为1:1,Al与Fe的物质的量之比为1:1,SiO2百分含量为2.5%,聚硅酸聚合时的pH值为4.5。
(2)适合青海原油的复配方案如下:与PSAF复配后有较好效果的破乳剂为B70;复配时最好的溶剂为甲醇;配制与B70复配时的PSAF在合成聚硅酸的环节应使其pH为3.5;B70与PSAF复配时最佳的质量之比为1:0.8,B70的质量占总质量的30%,PSAF的质量占总质量的24%,所用溶剂甲醇与水的最佳质量比为3:1。
(3)PSAF在温度较高的环境下长时间放置后会凝胶,再与聚醚复配会影响到脱出水的透光率,但是不影响对原油的脱水率。
[1]StephensonW.K.Alkoxylated vinylpolymer demulsifiers for crude oil emulsions[P].美国专利:4968449,1990-11-6.
[2]Rivers.Water clarifier[P].美国专利:5152927,1992-10-16.
[3]Stephenson,etal.Method of breaking crude oil emulsions using ethylene carbonate adducts of alkylphenol-formaldehyde resins[P].美国专利:5205964,1993-4-27.
[4]贾鹏林,等.原油破乳剂[J].炼油设计,2002,30(2):58-61.
[5]郑树贵,林文兴,张锡波,等.原油预脱水剂LGS-2的应用研究[J].武汉化工学院学报,2000,22(2):30-32.
Studies on the compound demulsifiers for crude oil
ZHANG Chunlan,CHEN Shufen
(Department of Petrochemical Engineering,Lanzhou Petrochemical College of Vocational Technology,Lanzhou Gansu 730060,China)
The optimum polymerization conditions of composing polysilicate aluminum ferricsalt flocculant was determined through the orthogonal experiment,and combined the flocculant with many kinds of demulsifiers then screened the best formula separately which suits the Qinghai heavy oil,the experimental results indicated that,after demulsifier combinated with the flocculant the water dehydrated from oil becomes clear obviously and has achieved water purifying effect.
demulsification;water purification;polysilicate aluminum ferricsalt flocculant;synthesis
10.3969/j.issn.1673-5285.2015.07.022
TE624.1
A
1673-5285(2015)07-0092-05
2015-05-04
甘肃省科学技术厅攻关项目,项目编号:2GS035-A52-008-04。
张春兰,女(1977-),青海民和人,讲师。
猜你喜欢
信息记录材料(2023年1期)2023-03-13 15:22:30
石材(2022年1期)2022-05-23 12:48:34
国企管理(2022年3期)2022-05-17 01:38:45
小学科学(学生版)(2021年12期)2021-12-31 03:22:12
云南化工(2021年10期)2021-12-21 07:33:36
材料科学与工程学报(2016年2期)2017-01-15 13:34:24
工业设计(2016年5期)2016-05-04 04:00:37
金色年华(2016年2期)2016-02-28 01:38:54
色谱(2015年6期)2015-12-26 01:57:36
电源技术(2014年9期)2014-02-27 09:03:19
