
燃气轮机进气缸浇注系统的改进
2015-10-24 12:50:15刘兴军
中国铸造装备与技术 2015年6期
刘兴军,沙 龙,黄 文
(共享装备有限公司,宁夏银川 750021)
燃气轮机进气缸浇注系统的改进
刘兴军1,沙 龙2,黄 文3
(共享装备有限公司,宁夏银川 750021)
主要阐述了一种燃气轮机浇注系统的改进,目的是解决铸件夹渣、夹砂等缺陷,以提升铸件外观质量。
燃气轮机;铸件;质量改进
燃气轮机是以连续流动的气体带动叶轮高速旋转,将燃料的能量转变为有用功的内燃式动力机械。随着天然气开发、贮存、输送技术的发展及应用领域的扩大,新型燃气轮机的单机容量与效率大幅度提高以及大容量、高效率的新型燃气轮机联合循环机组的问世,使得燃气轮机发电获得高速发展。另外,近年来电力体制改革、环保力度加大,使燃气轮机这种初投资低、高效、清洁、灵活方便的发电装置备受青睐。我公司生产的一款燃气轮机进气缸铸件质量一直不稳定,缺陷主要为夹渣和夹砂缺陷。
1 铸件基本情况及缺陷
1.1铸件基本情况
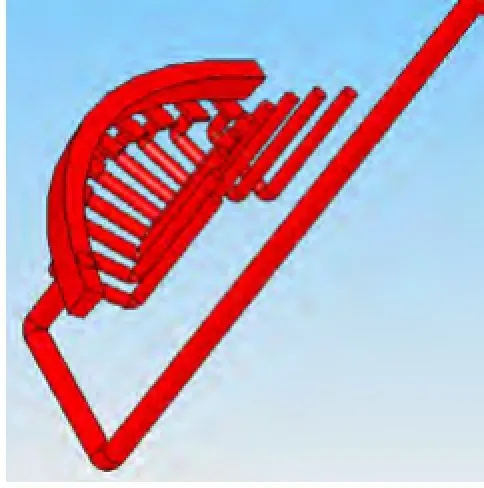
铸件的材质是球墨铸铁,牌号为EN-GJS-400-18U-LT,单件铸件毛坯质量达到22 t,轮廓尺寸为2 004 mm×3 948 mm×2 300 mm,主体壁厚90 mm、最大壁厚325 mm、最小壁厚120 mm,形状见图1所示。铸件原浇注系统类型为两级封闭式浇注系统(图2所示),比例分别为1∶2.5∶0.8和1∶1.35∶0.8。
1.2铸件主要缺陷
(1)铸件外观夹渣
铸件经过抛丸后肉眼可见渣孔和沙眼,给铲磨工序带来了很大的任务量,并产生了抱怨。要消除此缺陷,不仅需要用砂轮将渣孔、沙眼磨掉,还需要进行周围过渡。经过此打磨后,产生的结果是铸件外观凸凹不平,影响铸件美观。
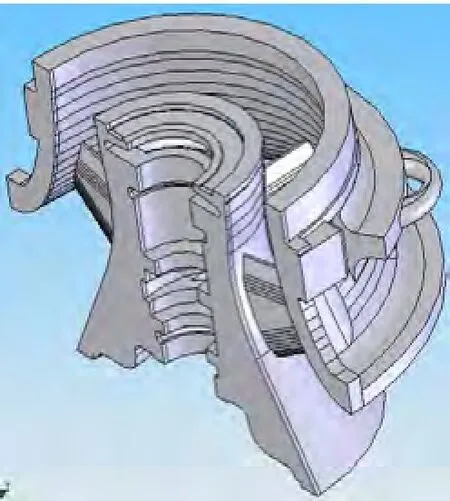
图1 铸件形状

图2 原浇注系统
(2)筋板夹砂夹渣
筋板起到连接进气缸外缸与内缸的重要作用,由于其结构的特性,铁液中的渣子经常会聚集在筋板上沿,通过在筋板上方设置集渣包、可以有效改进。
(3)结合法兰夹渣
铸件完成所有工序,准备精铲入库时,在铸件结合法兰背面发现有夹渣缺陷,缺陷去除后导致铸件缺肉报废。
2 浇注系统的重新核算与改进
此产品工艺采用IGV法兰朝上的分型方案,这样做一方面可以比较容易地通过设置冒口和冷铁,实现铸件的顺序凝固,另一方面便于浇注过程中渣子上浮,对于筋板上沿以及下部铸件底面的挡板部位和外缸防震板等CTQ部位可以通过增加部分补贴和设置集渣条的方法来满足顾客的MT检查要求。
经过对此进气缸原浇注系统的核算,发现其内浇口流速达到3.5 m/s,这是铸件总是出现夹渣缺陷而报废的原因。而致使内浇口流速过大是由于铸件分型选择时导致静压头太高,加之采用的是封闭式浇注系统,就进一步加剧了内浇口的流速,致使进入铸型的铁液不平稳,充型过程中有紊流、卷气现象,二次造渣非常严重。由于过高的内浇口流速长时间冲击铸型,极易冲砂致使产生夹砂缺陷,轻则铸件外观质量差,满身砂眼,重则产生夹砂块缺陷致使铸件报废。
经过评估,重新设计浇注系统,决定采用先封闭后开放式的浇注系统。铁液先通过一级横浇道挡渣来净化铁液;净化后的铁液再通过二级开放式浇注系统,从而降低内浇口的进流速度。设计阻流截面为50 cm2, 封闭式的阻流截面为直浇道,所以选取直径为φ80 mm的瓷管。图3为一级封闭浇注系统 (根据STAF理论,直∶横∶内=1∶2∶0.8),直浇道为直径90 mm的瓷管,横浇道为90/105×200(mm),内浇道为直径80 mm的瓷管,实际比例为直∶横∶内=1∶3∶0.8。图4为二级开放式浇注系统 (根据铸造工艺浇注系统设计理论,直∶横∶内=1∶2∶2),直浇道为直径φ80 mm的瓷管, 横浇道为80/100×160(mm),内浇道直径为50 mm的瓷管18道,实际比例为直∶横∶内=1∶3.6∶4.6。
改进后的浇注系统分为两级浇注系统。一级封闭式浇注系统的截面比为1∶3∶0.8,受到此截面较小的内浇道的限制,铁液中的渣杂在一级浇注系统中慢慢上浮到横浇道顶部,而横浇道下部的铁液则是比较干净的。一级浇注系统的横浇道通过过道片与二级浇注系统的直浇道相连,这样就保证了进入二级横浇道的铁液是干净的,并且在缓冲窝底部放耐火砖可以有效减少铁液对缓冲窝的冲刷。

图3 一级浇注系统 图
4 二级浇注系统
二级开放式浇注系统截面比为1∶3.6∶4.6,设置二级横浇道的目的是降低铸件的静压头高度,减小进入铸型铁液的进流速度,并且将内浇口流速控制在1 m/s以下,理论计算内浇口流速为0.76 m/s。这样就保证进入铸型的铁液是平稳的,也可以有效降低球铁二次渣杂的产生。
3 结论
通过对质量问题比较突出的燃气轮机进气缸铸件浇注系统的改进,采用两级浇注系统,其中一级封闭式浇注系统能有效降低压头,二级开放式浇注系统能有效降低内浇口流速,两种形式的浇注系统配合使用,有效解决了此铸件的夹渣、夹砂缺陷。
[1] 王君卿.铸造手册:铸造工艺(第五卷)[M]. 北京:机械工业出版社,2003.
[2] 魏兵,袁森,张卫华.铸件均衡凝固技术及其应用[M],北京:机械工业出版社,1998.
[3] 边正海,苏少静,周杰.内燃机机架铸件砂芯油管的铸造工艺[J].中国铸造装备与技术,2014(5).
Pouring System Improvement of Gas Turbine Inlet Casting
LIU XingJun, SHA Long, HUANG Wen
(Kocel Manufacture Co., Ltd.,YIN Chuan 750021,Ningxia,China)
Improvment mearsures of pouring system for a gas turbine were mainly discussed in this paper, to improve the surface quality of this kind of casting by solving the slag and sand inclusion defects.
Gas Turbine; Casting; Quality improvement
TG244+.2;
A;
1006-9658(2015)06-0028-02
10.3969/j.issn.1006-9658.2015.06.008
2015-05-05
稿件编号:1505-918
刘兴军(1982—),男,工程师,现从事铸造工艺技术工作.
猜你喜欢
机电信息(2024年12期)2024-07-01 04:42:49
中国铸造装备与技术(2023年6期)2023-12-09 08:01:40
新疆有色金属(2023年4期)2023-06-26 02:19:04
铸造设备与工艺(2021年4期)2021-10-17 03:32:06
天津冶金(2021年3期)2021-06-28 01:31:24
TMR Modern Herbal Medicine(2020年2期)2020-05-07 10:27:24
铸造设备与工艺(2018年3期)2018-08-06 08:32:26
上海金属(2016年3期)2016-11-23 05:19:59
山东工业技术(2016年8期)2016-04-14 20:23:55
石家庄铁道大学学报(自然科学版)(2015年3期)2015-02-28 15:05:41
