
钢轨焊接接头平直度测量方法及分析
2015-10-21 18:16何渝成孙传军熊阳
科技与企业 2015年20期
何渝成 孙传军 熊阳

引言
随着列车速度的提高,轨道不平顺所引起的列车振动会显著增强,而良好的轨道平顺度是确保列车行驶安全和舒适的基本保证。提高钢轨焊接平直度,对于无缝线路安全控制具有重要意义。钢轨焊接接头平直度对线路平顺程度有着重要影响,科学、有效地测量钢轨焊接接头平直度,掌握钢轨焊接接头平直度规律,可以为制定合理的打磨工艺创造有利条件。我厂钢轨焊接使用的是闪光焊接技术,因此本文只讨论闪光焊接接头平直度的测量。钢轨焊接接头(简称:焊头)平直度对线路平顺程度有着重要影响。目前我厂焊头平直度要求见“表1”,而我们使用的焊头平直度测量方法有:1m直钢尺+塞尺法、波磨尺法、电子平尺法。下面我就对这三种测量方法差异进行对比分析。
测量原理:
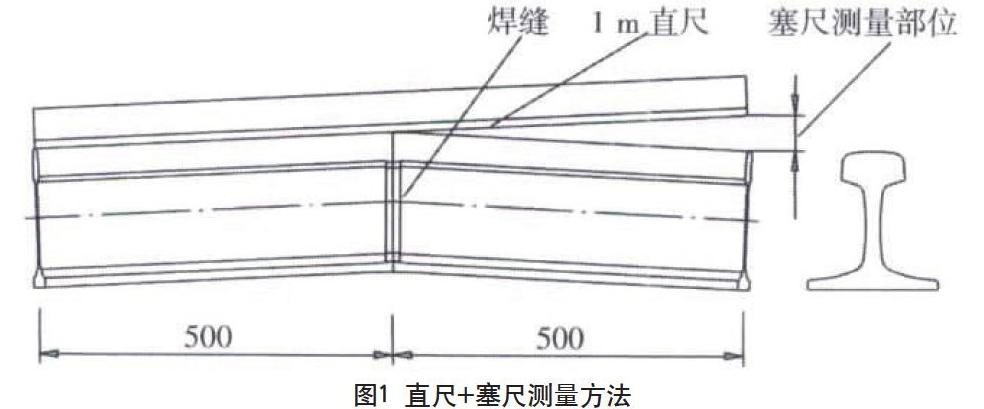
一、1m直钢尺+塞尺法
如“图1”所示,采用1m直钢尺,将中部置于焊缝部位,用手按住距离焊缝中心一端直钢尺500mm处,使直钢尺与钢轨表面密贴,用塞尺在焊缝另一侧500mm处测量直钢尺与钢轨之间缝隙高度,用这个高度除以2就是焊头平直度。该方法实际只测量3点,不能反映焊头1m范围内的全部趋势,而且默认焊缝中部为最高点。当最高点不在焊缝中部时,测量结果则不能反映焊头真实平直度。但焊头左右500mm内,最高点不在中部的情况相对很少,这种测量方法还是有相当大的可操作性和准确性。
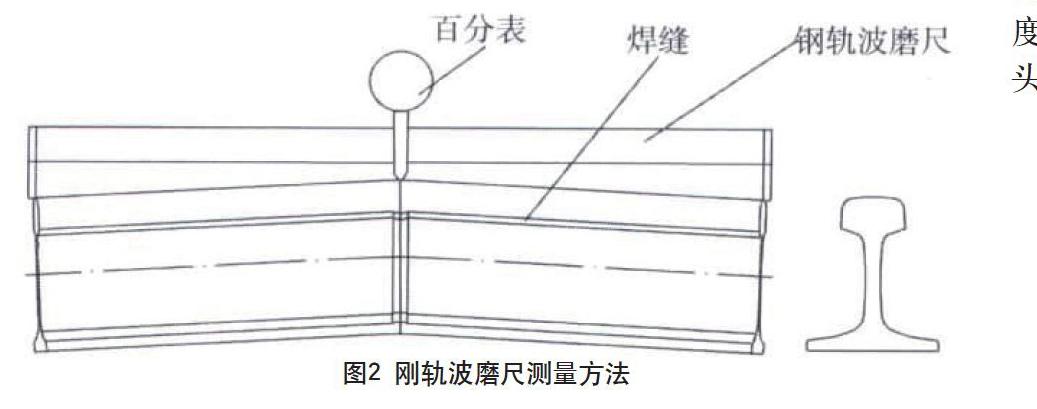
二、波磨尺法
如“图2”所示,先将波磨尺置于焊头处,选取焊缝中心一端500mm处为基准点并将测量尺标定零点,将测量尺沿波磨尺移动,对1m范围内所有点进行测量。这种方法操作简单,测量结果可以直接读出,且理论上,可以测量出焊头1m范围内的平直度曲线。但是,由于纵向移动是手工进行的,每个点的记录也由人工读取,所以,多点测量比较冗繁,而且误差产生机率大。
测量结果对比:
一、平直度测量
由于我厂只用波磨尺测量焊缝错边量,因此暂不考虑波磨尺测量平直度情况。分别用“1m直钢尺+塞尺法”和“电子平尺法”测量方法对同一焊头进行平直度测量,发现很多用电子平尺测量不合格的焊头用直钢尺测量合格。1、焊头行车面1m内平直度理想曲线,该曲线只是最高点在焊缝中部,且曲线趋势接近简单凸起。由于最高点在焊缝中部,符合直钢尺测量原理,因此,用“1m直钢尺+塞尺法”就能准确的测出该焊头平直度。2、焊缝左右有凹陷曲线,该曲线也是最高点在中部,但在焊缝左右均有明显凹陷。这种情况下,采用直钢尺是无法测量出凹陷程度,同样判断为合格。但使用电子平尺测量时,直观反映出焊缝左侧凹陷“在200mm范围内落差>0.2mm”这一不合格事实。而且有某种情况,焊缝左右凹陷达到0点一下,同样是使用直钢尺无法测量的。
二、错边量的测量
用波磨尺和电子平尺测量焊头平直度原理实际相同。但我厂在焊接工位使用波磨尺测量焊头错边量时,只是分别测量焊头左右各50mm位置,计算差值;而精加工线又使用电子平尺测量焊头平直度。测量仪器和测量方法的差别造成了两个功能工位对焊头错边量测量结果相差很大。
1、如“图3”所示,焊头导向面1m内平直度理想曲线,用波磨尺和电子平尺测量错边量结果一致。
2、如“图4”所示,由于焊头左右两根钢轨母材有弯曲,造成错边成Z字形。用波磨尺测量该焊头错边量约为0.1mm;用电子平尺测量,显示错边量为0.2mm。测量方法不同,结果相差一倍。
结论
(1)钢轨焊接接头平直度测量方法中,SEC电子平直尺法最为合理,特别适用于高速铁路建设,值得推广。我厂目前就是使用的这种方法。(2)通过分析测量曲线,可以找到产生钢轨焊接接头平直度不合格的原因,从而有针对性地改进钢轨打磨工艺,提高焊接接头外观质量。
(作者单位:成都鐵路工务有限公司)
猜你喜欢
交通科技与管理(2022年8期)2022-05-07
科学家(2021年24期)2021-04-25
中学生数理化·高一版(2017年3期)2017-07-08
中国高新技术企业(2017年10期)2017-06-20
小学阅读指南·高年级版(2016年1期)2016-09-10
WTO经济导刊(2014年6期)2016-03-22
科技致富向导(2013年8期)2013-05-30
城市建设理论研究(2011年28期)2011-12-31
魅力中国(2009年28期)2009-12-04
活力(2009年11期)2009-11-16
