水酶法提取玉米胚芽油-酶解工艺参数优化
2015-10-21 05:12:36张志伟王素梅
食品研究与开发 2015年9期
张志伟,王素梅
(漯河双汇肉业有限公司技术中心,河南漯河462000)
水酶法提取玉米胚芽油-酶解工艺参数优化
张志伟,王素梅*
(漯河双汇肉业有限公司技术中心,河南漯河462000)
研究水酶法提取玉米油酶解工艺固液比、酶制剂种类、反应温度、时间及pH对清油提取率及酶解液中还原糖量的影响。响应面分析试验结果表明:采用2%的杰能科纤维素酶,固液比为1∶8,酶解pH为4.5,酶解温度为51.9℃,酶解时间为5.24 h,清油提取率为84.1%。
固液比;酶制剂种类;反应温度;酶解时间;pH
玉米胚芽中脂肪含量高达40%~50%,是一种丰富的油料资源,玉米胚芽油营养价值高,富含亚油酸和多种维生素,并易于为人体吸收,国外称之为营养健康油。玉米胚芽蛋白质具有较高的营养价值,其生物学价值高达64.7%[1]。
传统提油方法有压榨法和浸出法,虽然出油率高,但提油后的饼粕利用率较低,且溶剂浸出法还需脱溶剂过程,投资大。水酶法提油是一种新型的提油方法,能将油和蛋白质同时分离,且温和的加工条件使蛋白质保持较高的营养价值和功能性质,又使色素及其它有毒物质溶于水而除去[2]。目前文献报道出油率较低,仅有79%,本文对玉米胚芽水酶法提油酶解工艺参数进行优化,旨在确立最佳酶解条件。
1材料与方法
1.1.1 原料与试剂
玉米胚芽,购于河南荥阳淀粉厂。
1.1.2 仪器设备
YX-400A双层立式电热蒸气消毒器:上海三申医疗器械厂;LXJ-Ⅱ离心机:上海医用分析仪器厂;501型超级恒温器:上海试验总厂;JB300-D强力电动搅拌机:上海标本模型厂;胶体磨:廊坊机械总厂。
1.1.3 测定方法
纤维素酶、半纤维素酶及果胶酶酶活测定[8]:DNS法。
水酶法提油工艺路线[3-7]:取玉米胚芽1 kg(干基计)以1∶15的比例浸泡于0.05 mol/L的柠檬酸缓冲液中后,在蒸气消毒器中进行热处理,热处理条件:pH4、110℃、60 min,然后沥干,加水,胶体磨处理8次,调pH,加酶,50℃保温,酶解后离心得清油。
清油提取率(%)=清油量/胚芽总油量×100
2结果与讨论
2.1 固液比对清油提取率及还原糖量的影响
固液比对清油提取率及还原糖量的影响见图1。
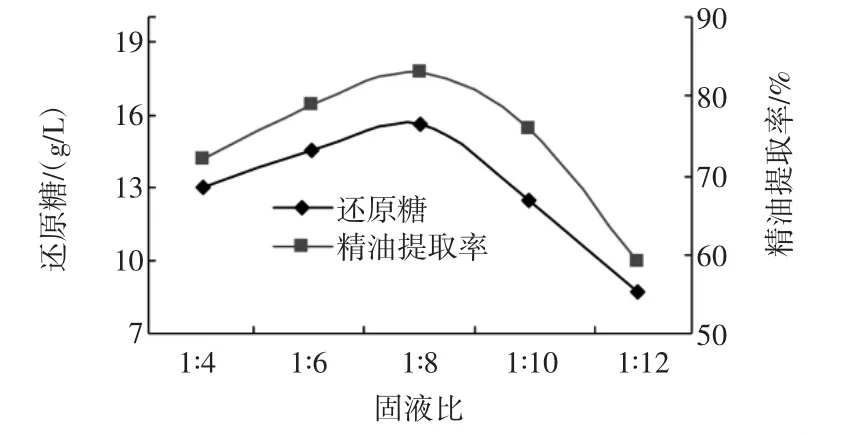
图1 固液比对清油提取率及还原糖量的影响Fig.1Influence of dilution ration on the yield of free oil and the quantity of the reducing sugar
固液比是指酶解体系中玉米胚(干基)与水的比例。从图1可以看出,当玉米胚芽浓度较低,即固液比较小时,反应速度慢,还原糖生成量少,清油提取率低,这是因为当固液比较小时,底物浓度和酶浓度都较低,影响酶反应速度。随着固液比的增加,底物浓度和酶浓度都相应提高,反应速度加快,还原糖和清油提取率呈直线增加,当固液比为1∶8时,还原糖和清油提取率最高,分别为15.6 g/L、83.1%。但固液比增加到一定程度后,即反应物浓度增加到一定值时,由于反应体系浓度过高,黏度大,体系流动性差,酶与底物接触机会反而减少,反应速度下降,因此,随着底物浓度的提高,还原糖和清油提取率逐渐下降,当固液比为1∶4时,还原糖和清油提取率分别为13.0 g/L、72%。因此,水酶法提取玉米油适宜固液比为1∶8最佳。
2.2 不同商品纤维素酶制剂对清油提取率及还原糖量的影响
不同商品纤维素酶制剂对清油提取率及还原糖量的影响见表1。
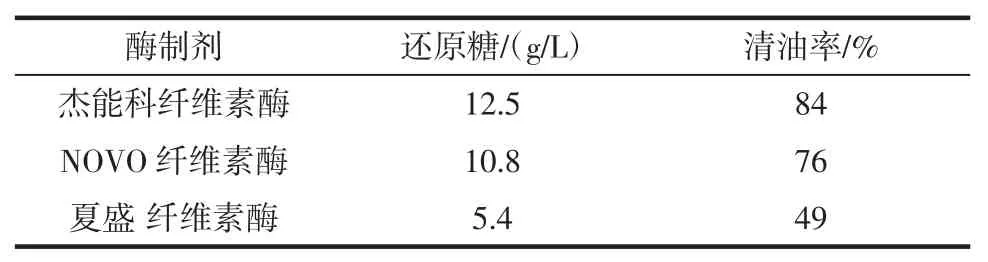
表1 不同商品纤维素酶制剂对清油提取率及还原糖量的影响Table 1Influence of type of enzymes on the yield of free oil and the quantity of the reducing sugar
从表1可以看出,不同商品纤维素酶酶制剂对清油提取率和酶解液中还原糖生成量影响很大,这主要与它们的酶活力有关。玉米胚在热处理中,细胞壁微纤丝网中填充物质如果胶、半纤维素及其它多糖物质溶解进入溶液中,由纤维素分子聚合而成的微纤丝网状骨架是玉米胚热处理后细胞壁的主要物质。所以,玉米胚细胞壁的破坏与否基本取决于细胞壁纤维素的降解程度,因此,对于不同商品酶制剂,纤维素酶活力越高,细胞壁纤维素降解程度越大,清油提取率和还原糖生成量越高。由表1可以看出,使用杰能科商品纤维素酶制剂,酶解液中还原糖生成量最多,清油提取率最高,说明杰能科商品酶制剂的纤维素酶酶活最高,这与所测得酶活一致。3种酶制剂纤维素酶酶活力居主导地位,杰能科纤维素酶活力最高,NOVO次之,夏盛最低。
2.3 反应pH对清油提取率及还原糖量的影响
反应pH对清油提取率及还原糖量的影响见图2。pH直接影响酶与底物的结合和催化作用,每一个酶催化反应,都有一个适宜的pH,在适宜的pH下,酶催化效率最高。从图2可见,pH4.5~5.5为纤维素酶作用的适宜pH,pH5.0时催化效率最高,此pH下,玉米胚芽细胞破坏最为彻底,还原糖的生成量为17.2 g/L。从图2可以看出清油提取率和还原糖的生成量随反应pH变化不完全一致,反应pH为4.5时清油提取率最高,这是因为清油提取率不仅与细胞的破坏程度有关,还与蛋白质的溶解性及乳化性有关,反应pH4.5更接近玉米胚芽蛋白质的等电点[1],在等电点蛋白质溶解度低,乳化性差,从而导致反应pH 4.5时清油提取率最高。
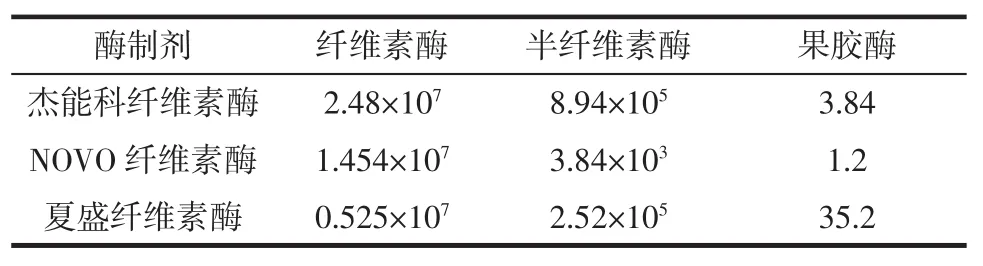
表2 几种商品酶制剂酶活(μmol/min)一览表Table 2Activity of enzymes

图2 反应pH对清油提取率及还原糖量的影响Fig.2Influence of pH on the yield of free oil and the quantity of the reducing sugar
2.4 反应温度对清油提取率及还原糖量的影响
反应温度对清油提取率及还原糖量的影响见图3。
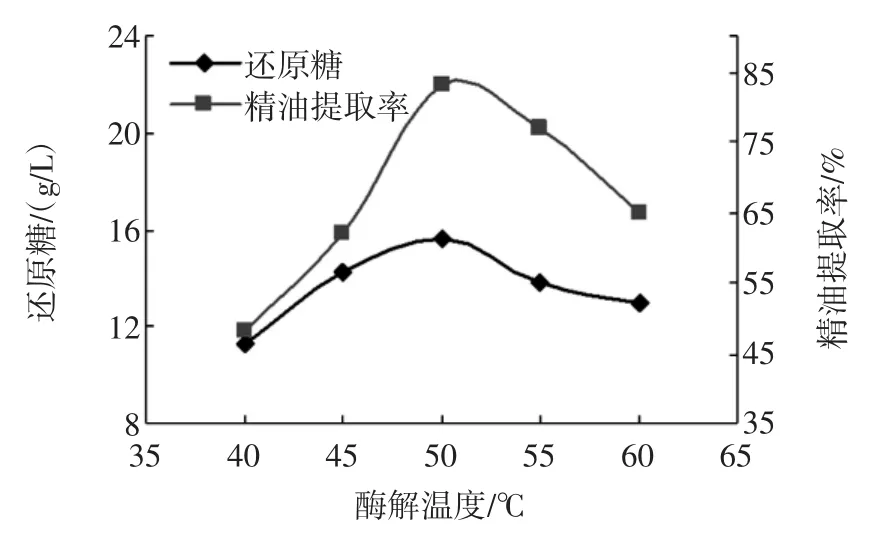
图3 反应温度对清油提取率及还原糖量的影响Fig.3Influence of temperature on the yield of free oil and the quantity of the reducing sugar
从图3可看出,在40℃~50℃之间,还原糖的生成量和清油提取率随反应温度的升高而增加,在50℃~60℃之间又随反应温度的升高而逐渐下降,50℃为酶作用的适宜温度,此温度下,还原糖生成量和清油提取率最高,分别为15.6 g/L、83.08%。各种酶催化都有合适的温度,在酶的最适温度下,随着温度的升高,反应物的能量增加,单位时间内分子间的有效接触次数增加,反应速度加快,如果反应体系的温度高于酶的最适温度,酶分子吸收过多的能量,引起维持酶分子结构的次级键解体,导致酶蛋白变性,因此使酶活性减弱,甚至丧失催化活力[8]。
2.5 酶解时间对清油提取率及还原糖量的影响
酶解时间对清油提取率及还原糖量的影响见图4。
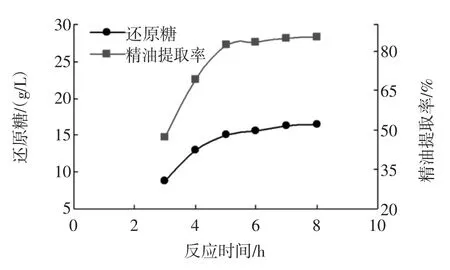
图4 酶解时间对清油提取率及还原糖量的影响Fig.4Influence of time on the yield of free oil and the quantity of the reducing sugar
通过图4可以看出,清油提取率和还原糖在3 h~5 h之间,随酶解时间的延长增加速度较快,酶解反应5 h时,清油提取率和还原糖分别为82.6%、15.01 g/L,在5 h~8 h之间,清油提取率和还原糖的生成量增长缓慢。酶解时间应控制在5 h。
2.6 酶解工艺的优化
采用响应面分析法,在单因素的基础上,固液比为1∶8,纤维素酶添加量为2%条件下,以清油提取率为响应值,对酶解体系的pH、温度及酶作用时间进行优化。RSA试验的因素、水平组合和响应值结果见表3。

表3 RSA试验的因素、水平组合和响应值Table 3RSA experiment
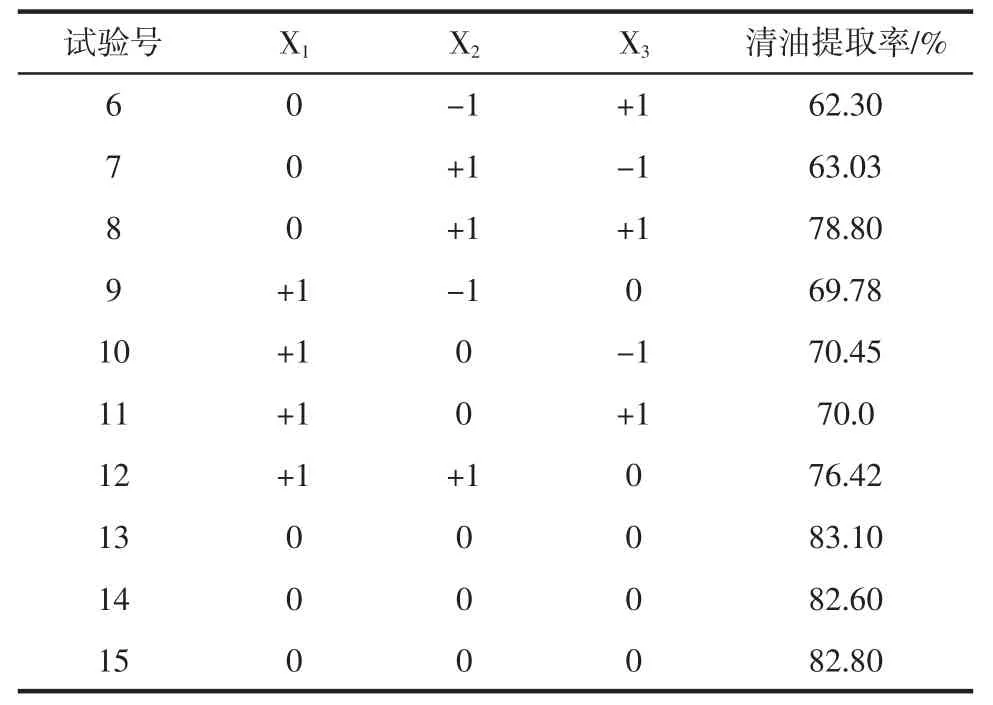
续表3RSA试验的因素、水平组合和响应值Continue table 3RSA experiment
用SAS'RSREG计算出回归方程:

回归方程的方差分析表见表4。
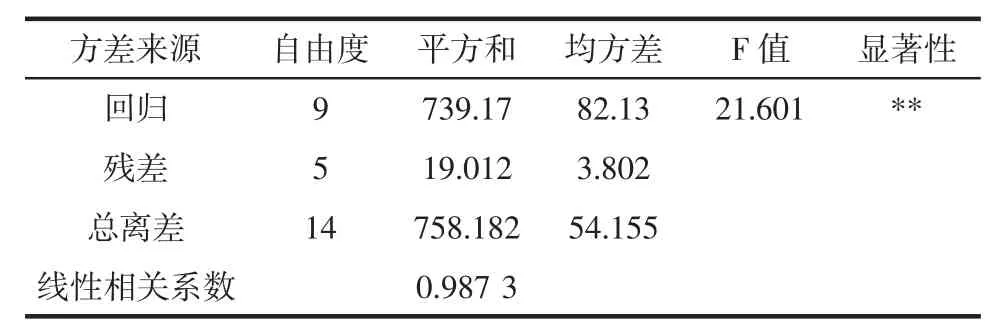
表4 回归方程的方差分析表Table 4Analysis of variance of regression equation
从表4看出,该回归模型的F值为21.601,大于F0.01(9,5),线性相关系数R为0.987 3,大于R0.01(9,5),说明方程的因变量与全体自变量之间的线性关系显著。
回归方程的各项方差分析如表5。
由表5看出,Y的一次项、二次项都是显著的,说明响应值的变化相当复杂;交互项的显著性说明三因素之间的相互影响较大;失拟项的显著性说明还有另外因素在影响响应值,如固液比、搅拌速度、离心速度等;误差不显著,说明试验误差小。
由响应面分析得最佳酶解条件为酶解反应pH为4.5,反应温度为51.9℃,反应时间为5.24 h,此时所得清油提取率为84.1%。
3结论
研究了固液比、酶种类、反应温度、时间及pH值对清油提取率及酶解液中还原糖量的影响。结果表明:选用杰能科纤维素酶,固液比为1∶8,反应温50℃、酶解时间5 h及pH 4.5时,酶解彻底。并在此基础上,根据BOX中心组合设计原理,设计了三因素三水平的响应面分析试验,结果表明:采用2%的杰能科纤维素酶,固液比为1∶8,酶解pH为4.5,酶解温度为51.9℃,酶解时间为5.24 h,清油提取率为84.1%。
[1]Nilsen H C,Inglett G E,Wall J S.Corn germ protein isolate-preliminary studies on preparation and properties[J].Food Chem,1973,50:435-443
[2]McGlon O C,Munguia A L,Carter J V.Coconut oil extraction by a new enzymatical process[J].Journal of Food Science,1986,51:695
[3]Sugarman,N.Process for simultaneously extracting oil and protein from oleaginous materials,1956,U.S.Patent 2762820[P]
[4]Robert H,Carl M C,Karl F M.Aqueous processing of fresh coconuts for recovery of oil and coconut skim milk[J].Journal of Food Science,1973,38:516-522
[5]Robert H.Aqueous processing of full-fat sunflower seeds:yields of oil and protein[J].J AOCS 1974,39:470-476
[6]Gunetileke K G,Flaurentius S.Contion for the separation of oil and protein from coconut milk emulsion[J].Journal of Food Science,1974,39:231-236
[7]王璋.食品酶学[M].北京:中国轻工出版社,1990
[8]王璋,许时婴,汤坚.食品化学[M].北京:中国轻工出版社,1996
Aqueous Enzymatic Extraction of Corn Germ Oil-Optimization for the Technology of Enzyme Hydrolysis
ZHANG Zhi-wei,WANG Su-mei*
(Luohe Shuanghui Meat CO.,LTD.,Technology Center,Luohe 462000,Henan,China)
Influence of dilution ratio,type of enzymes,temperature,time and pH on the yield of free oil and the quantity of the reducing sugar was studied.According to the result of Response Surface Analysis(RSA)test,84.1%free oil was obtained when corn germ was hydrolyzed by 2% cellulase at the temperature of 51.9℃for 5.24 h,at dilution ratio 1∶8(dry corn germ:water).
dilution ratio;type of enzymes;hydrolysis temperature;Time;pH
10.3969/j.issn.1005-6521.2015.09.033
2013-10-28
张志伟(1974—),男(汉),高级工程师,硕士,现从事肉制品加工及肉品研究。
*通信作者
猜你喜欢
科教导刊·电子版(2021年1期)2021-03-28 03:31:54
青年文学家(2021年4期)2021-03-18 07:00:23
农民致富之友(2020年19期)2020-07-18 15:32:39
家庭百事通·健康一点通(2019年11期)2019-09-26 09:27:52
环境与发展(2019年11期)2019-02-12 12:35:02
山东化工(2019年1期)2019-01-24 03:00:16
国外医药(抗生素分册)(2016年3期)2016-07-12 14:25:18
中国酿造(2016年12期)2016-03-01 03:08:07
中国粮油学报(2016年5期)2016-01-23 02:44:50
饮食科学(2014年8期)2014-08-22 17:42:07