微矩形电连接器J30JR—9TKL无法正常对接故障分析研究
2015-10-14 11:47潘文斌
科技视界 2015年28期
关键词:绝缘体
潘文斌
【摘 要】本论文分析了一例典型的微矩形电连接器无法正常对接的故障,采用故障处理的一般性方法对造成故障的原因和机理进行了分析,并提出了此类问题的相关解决措施。
【关键词】对接故障;微矩形电连接器;绝缘体;零件加工工艺;铣削试验对接故障
【Abstract】This article introduce a docking fault about Micro rectangular electric connector J30JR-9TKL connecting, analysis the reason of this fault,and propose solutions.
【Key words】Docking faulat; Micro rectangular electric connector; Insulator; parts processing; milling test docking failure
0 引言
微矩形电连接器在航天航空产品中广泛使用,具有较高的可靠性和便捷性,但无法正常对接故障是该产品比较常见的故障之一。本文针对一项比较典型的对接故障,采用故障处理的一般性方法进行了分析研究。
1 故障描述
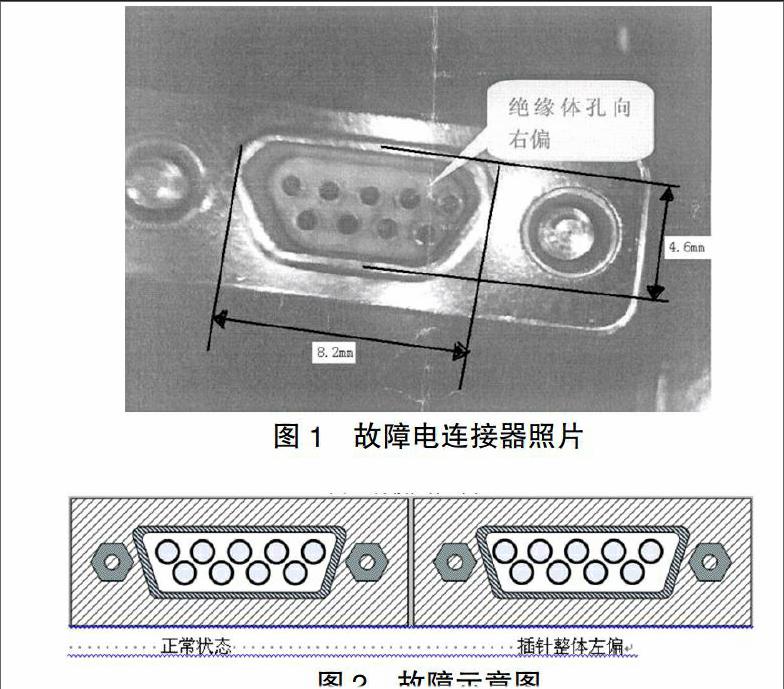
某型飞行器在进行总体装配时发现,微矩形电连接器J30JR-9TKL插头与插座无法正常对接。经用5倍放大镜检查发现,该微矩形电连接器插头内部插针排列异常,其中一侧插针与插头壳体内壁间隙过小,造成插头与插座对接时插针无法正常插入插孔。
2 问题定位
通过对故障电连接器的分析,认为造成此故障的原因有两种可能:
a)故障电连接器内部零件存在加工超差,导致装配后插针位置不正确,无法正常对接;
b)在电连接器的装配过程中,插针插孔的方向和位置存在偏差,导致插头插座无法正常对接。
针对上述会导致故障的两个原因分别进行排查:
该电连接器由行业内专业厂家制作完成,操作者上岗证齐全,接受过该系列电连接器灌封工艺的专项培训;所使用的工具、工装均正确且在合格期内;所依据的制作工艺为正式工艺,在多个型号中均有使用,成熟可靠。因此电连接器制作过程中造成偏差导致插头插座无法正常对接的可能性较小。
故障电连接器拆开分析,其中绝缘体零件图号21E8-780-3972-P2,批次号E1009001,为机加零件。通过与图纸对比,发现绝缘体存在尺寸超差。图纸要求尺寸1(+0.05 -0.05)mm,实测为1.5mm。此尺寸为电连接器绝缘体后续装配的的平面基准,该尺寸超差导致装配后绝缘体与接插件壳体定位面形成一定角度,造成后续插针灌封入绝缘体后倾斜,使插头插座无法正常对接。
通过上述分析,基本可以将故障定位于电连接器绝缘体零件加工超差,导致灌封后插针位置倾斜,无法正常对接。
对绝缘体零件加工工艺文件检查发现,工艺规程要求为:“数控铣-钳工去毛刺-清洗”。在数控铣工序没有标示出零件的定位装夹部位,没规定装夹时所用的工装,也没有注明装夹时的注意事项。通过现场观察加工过程,发现操作者在加工时可装夹部位小,装夹过轻会在铣削过程中刀具带起零件,造成零件底部与定位铁轨脱离,从而导致后定位面与加工面形成的偏差,使后续尺寸加工超差。
综上所示,电连接器绝缘体零件加工工艺文件不完善,对装夹方式没有明确规定,导致绝缘体零件尺寸加工超差,是造成本次质量问题的原因。
3 机理分析
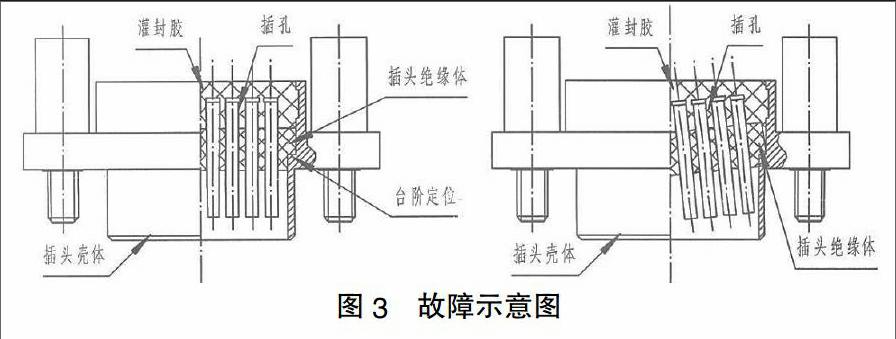
绝缘体零件工艺编制者在进行加工工艺文件编制时没有针对绝缘体的结构特点设计相应的定位工装,加工者使用平口钳装夹定位,夹紧力过小将造成零件在铣削过程中零件一端被带动,从而造成零件定位不平,数控铣后导致绝缘体和壳体定位面1(+0.05 -0.05)mm尺寸超差。故障示意如下图所示,绝缘体零件通过壳体的台阶定位,当绝缘体偏斜后,导致装配后插孔随之偏斜,使插孔顶端与插头壳体间距离变小,该处与插座绝缘体配合,对插过程中插针与插座绝缘体干涉,导致无法对接。
针对该尺寸检验员按照工艺规程要求比例进行抽检,本批共生产绝缘体零件共56件,实际抽样数量13件,依据为厂家《电连接器零组件抽样检验制度》5.1.3条表1中“批零件数量在14-150件,抽检数目为13件”。抽检方案存在个别不合格零件漏检的可能。
4 问题复现
为复现故障现象,领取试验件绝缘体21E8-780-1824-P2,在装夹力小的条件下,对该零件进行铣削试验,加工后的零件与故障件情况一致,问题得到复现。
5 解决措施
针对后续产品进行工艺变更,将绝缘体零件由塑压件机加工艺更换为塑压件模具工艺,塑压件模具工艺为成熟工艺,批零件生产是有首件和末件检验要求,可以保证尺寸一致性,避免机加问题的发生。同时明确补充机加绝缘体零件时,工艺编制者必须设计专用的工装定位夹具,并明确机加后的尺寸进行100%检验。
6 结论
微矩形电连接的特点之一为其结构尺寸相对较小,对其内部的零件加工精度较高。因此在微矩形电连接在制作过程中时应注意加工工艺和检验方式,对存在变形的非金属零件尽量采用塑压件模具工艺,对关键尺寸应百分百检验,避免产生故障品。
【参考文献】
[1]张卫宁,刘玫.一种远程数据采集系统[J].计算机与应用化学,1999.3(2).
[2]胡秉谊,白净,叶大田,等.远程医疗系统前端的设计和实现[J].仪器仪表学报,1999(3).
[3]隋红建,吴璇.计算机网络与通讯[M].北京:北京大学出版社,2003.
[4]纪越峰,等.光纤数字通信实用基础[M].北京:科学技术文献出版社,1995.
[5]Mayangi,Mitsuyoshi.Optical technology for flight cont rol system. NASA—TM一88400, 1989[Z].
[责任编辑:杨玉洁]
猜你喜欢
玩具世界(2022年1期)2022-06-05
机电信息(2020年18期)2020-08-31
世界家苑(2019年7期)2019-08-27
求知导刊(2018年23期)2018-10-31
科技视界(2018年14期)2018-09-13
科技与创新(2016年16期)2016-09-23
科技与创新(2014年17期)2014-10-22
科技与创新(2014年15期)2014-09-26
科技与创新(2014年6期)2014-07-21
物理与工程(2013年6期)2013-03-11