
软硬共挤技术在冰箱风道护板加工中的应用
2015-10-13 21:18陈兴江郑传金
山东工业技术 2015年20期
关键词:冰箱
陈兴江 郑传金


摘要:本文简要阐述了运用软硬共挤技术开发冰箱风道护板中部分工序的设计思路,通过设计专用挤出模具、专用冷却定型模具以及定长打孔方法及装置,生产出具有隔热、密封、降噪等优异性能的冰箱风道护板。
关键词:软硬共挤;冰箱;风道护板
0前言
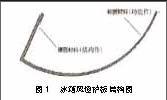
近期,贵州普利英吉科技有限公司承接了贵州海尔电器有限公司冰箱风道护板的开发和产业化任务,该产品由硬质材料结构件和软质材料功能件一体组成,其中硬质材料结构件提供与金属构件可靠的联结力和稳定的装备尺寸,并对软质材料功能件的风道主体起到支撑和牵引的作用;软质材料功能件根据空气动力学原理设计成圆弧面,以增强制冷系统中冷风传递时的隔热的功能,同时软硬共挤出的结构确保了软质部件和硬质部件之间没有间隙,既可保证冷风传递的密封性又可降低传递时的噪音(见图1)。
通过论证,最终确定采用硬质结构件与软质功能件以复合共挤方式一次成型。软硬共挤技术是近几年发展起来的新兴复合成型技术,它是通过两台以上的挤出机向同一成型模具挤出具有不同流变行为的熔融物料,这些熔体在模具中各自的流道内流动,然后在出口模之前汇合,而后进行冷却定型,最终形成具有软硬两种材质和功能的制品,软硬共挤技术充分发挥了不同材料的特性,使产品得到特殊要求的性能,如防氧化和防湿能力、热成型和热粘合能力、良好的力学性能等[1]。本文简要阐述运用软硬共挤技术开发该产品中部分工序的设计思路,不足支持还请读者批评指正。
1开发过程
1.1制定工艺流程
软硬共挤过程根据成型方式的不同,分为一次成型或两次成型。考虑到本产品结构即应用特点,确定采用一次成型方式,即共挤模具直接共挤出软硬料,然后经定型模进行冷却定型。具体工艺流程为软质材料和硬质材料分别通过直径R1的主挤出机和直径R2的共挤出机机头挤出,在牵引作用下经共挤出模挤出,然后经定型模具及冷却水槽的定型冷却,之后在牵引作用下引送至切割机进行打孔及定长冲击截断,最后经检测合格后将成品入库(见图2)。
1.2设计挤出模具
软硬挤出成型过程中软料和硬料连接处的粘合程度严重影响产品的使用寿命,一般 的挤出成型,产品结构中软硬结合处产生的撕裂强度很大。为此,本工序开发了风道护板专用挤出模具,它由模头、口模板、结构件流道、融合流道等组成(见图3), 实际生产中,将软质材料在主挤出机料斗中预热干燥,挤出机螺杆的压力将粒料挤入料筒进行加热塑化,最终变成熔融状态的塑料熔体;软质材料熔体在螺杆压力推动下流入复合成型模具,与此同时,共挤出机将加热塑化好的硬质材料粒料挤入复合成型模具,硬质材料熔体在挤出模具内部汇合,需要指出的是,在挤出过程中,两个流道斜度为2°,这样软料熔体和硬料熔体在口模进料端有各自的流道,处于分离状态,最后在离开口模前的11mm 处汇合成型,并一起被挤出模外并形成型坯。
与传统设计相比,本设计采用将软料熔体与硬料熔体在口模进料端内各自的流道内流动,使它们处于分离状态,最后在离开口模前一定距离处汇合成型,并一起被挤出模外,实现了软料熔体和硬料熔体在未成型的过程中复合并最终同步成型,这种设计改善熔体材料之间的复合附着力,粘着性得到加强,同时容易调整产品在加工过程中整个厚度的分布,生产效率也得到了提高。
1.3设计定型模具
定型工序是风道护板成型关键之一,如果风道护板在通过定型模型腔过程中,因其未完全定型,在受到型腔表面摩擦力的作用下将会导致变形,甚至不能顺利通过型腔而堵塞通道。可见,定型模的相关结构、尺寸对风道护板成型后的尺寸、表面质量等都将起着决定性的作用。为此,本工序设计了风道护板专用定型模具,它是由定型模具、冷却水道以及润滑水槽组成。实际生产中,从挤出模具挤出的风道护板在牵引作用下,通过定型模,再通过冷却水槽,最后通过定型模的风道护板再在牵引作用下进入下一工序。在通过定型模过程中,该定型模对风道护板起到了三个作用:一是通过拉伸实现尺寸变化;二是润滑水槽形成的润滑水膜确保表面润滑,提高风道护板通过定型模型腔的顺畅性,同时对风道护板表面起着打磨的作用,降低风道护板表面粗糙度;三是通过三组冷却水道对定型模进行降温,保证了定型模在横截面方向及长度方向上冷却温度均匀,从而确保通过其中的风道护板冷却均匀。
与传统设计相比,本设计采用在定型模前端增加过渡段的结构,为定型模的进口增加一个导向尺寸,并添设润滑水槽来对风道护板型坯进行冷却定型,这样的定型模能使产品具有较好表面质量、尺寸稳定等优点,非常适用于共挤加工生产。
1.4 设计定长打孔方法及装置
根据贵州海尔电器有限公司技术指标,风道护板在成套装备上有着长短不一致的要求,而且硬料部分还需在指定的位置打孔,因此,风道护板经定型冷却后,还需在牵引作用下进行定长冲击截断,同时定点打孔。如果按常规的切断方式切断,需要人工定长切断后再定点打孔两道工序才能完成,不能一步到位。为此,本工序设计了一种定长打孔方法及装置,它冲击气缸、冲击板、平衡调节板等组成(见图5), 其中支撑软条的长度与牵引速度之比为1:6-8,冲击刀的刀口与垂直方向之间夹角45-55°。实际生产中,冲击气缸配备有时间控制换气阀,风道护板在冲击气缸带动冲击板作用下冲击切断,然后机构上部随冲击板向下运动,压弯弹簧、压紧弹簧在冲击型材前压住风道护板,进行切断打孔动作,完成定长、打孔一体装置冲击成型后的风道护板,由后续的连续风道护板通过导轨继续往前输送,直至下一冲击动作时,在冲击同时上一周期风道护板自动掉落收集。
与传统加工相比,本设计采用恒定牵引速度及恒定间隔时间在定点位置上对连续风道护板同时进行切断及打孔,这样的截断方式可使风道护板定长和打孔两个步骤同时完成,并利用连续送料机构,使生产可靠、稳定地进行,这样就代替了人工加工的高成本、低效率的生产方式,提高了产品质量及生产效率。
2结语
通过采用并优化软硬共挤技术,贵州普利英吉科技有限公司完成了冰箱风道护板开发工作(见图6),解决了贵州海尔电器有限公司对该产品需长期从青岛总部供应的问题,实现了具有隔热、密封、降噪等优异性能的冰箱风道护板本地产业化。
参考文献:
[1]刘斌,刘庆辉,马骏.塑料异型材软硬共挤模具设计[J].模具工业,2008,34(03):61.endprint
猜你喜欢
东方少年·布老虎画刊(2020年8期)2020-10-14
作文大王·笑话大王(2020年2期)2020-03-13
作文大王·笑话大王(2019年12期)2019-12-24
小学阅读指南·低年级版(2018年5期)2018-11-02
大学生(2017年9期)2017-09-08
小学阅读指南·低年级版(2017年7期)2017-08-04
儿童故事画报·发现号趣味百科(2017年3期)2017-06-30
军事文摘·科学少年(2016年10期)2016-12-08
小学生导刊(低年级)(2016年6期)2016-07-02
快乐作文·低年级(2016年6期)2016-06-24
