
实际生产中两种扣合模结构对比分析
2015-09-27 04:34比亚迪汽车有限公司陕西西安710119
汽车实用技术 2015年12期
王 琰(比亚迪汽车有限公司,陕西 西安 710119)
实际生产中两种扣合模结构对比分析
王 琰
(比亚迪汽车有限公司,陕西 西安 710119)
文章简要地介绍车门窗台处钣金压合时采用的两种扣合模结构原理,同时分析了这两种结构的差异以及产品扣合质量。
扣合模;预扣合;终扣合力;斜楔推动;厚度;扣合质量
10.16638/j.cnki.1671-7988.2015.12.031
CLC NO.: U463.8Document Code:AArticle ID: 1671-7988(2015)12-86-03
引言
汽车四门两盖生产中大多数采用扣合模具来实现内外板包边[1],以满足整车外观以及门系统相关附件装配要求。四门两盖扣合质量对整车外观间隙面差及侧车门相关零部件装配质量息息相关。
本文主要对比分析某款系列车型车门窗台部位采用两种扣合模结构,对这两种钣金窗台处扣合模结构及模具结构优缺点、产品终扣合压力、扣合产品质量状态进行对比分析。
1、机理分析
汽车前后车门窗台部位为保证一定刚度和强度由车门外板和窗台内板钣金组成,外板与内板之间一般采取扣合方式完成内外板钣金包边贴合,同时满足车门窗台部位装配外水切要求,使整车外观美观并到达车门密封和防尘要求。
下图1所示为车门外水切与车门钣金配合典型结构示意图。
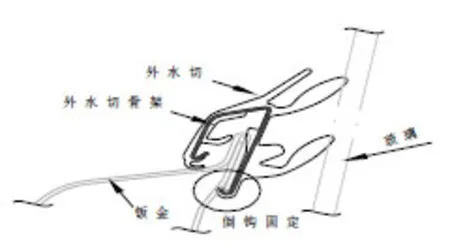
图1 外水切与钣金匹配示意图
1.1扣合模结构对比分析
车门钣金窗台处车门外板与窗台外加强板压合由于受到车门内外板空间间隙限制,对扣合模结构存在一定影响。
1.1.1预弯结构扣合
实际生产中实现车门窗台包边采用两种扣合模结构,一种为采用预弯结构扣合模结构[2](图2),工作原理:在车门钣金外板窗台处已实现翻边基础上,扣合模首先采用45°预扣合凸模水平移动实现外板预弯,达到预扣合目的。再采用终扣合凸模垂直运动达到终扣合实现外板与内板压合。 此扣合模结构是由水平运动侧向预弯镶块及竖直运动上模合边镶块组成,模具结构较复杂对产品扣合预留空间有一定要求。
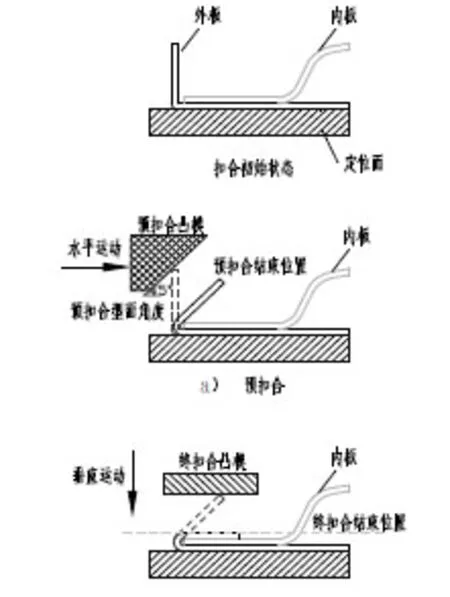
图2 有预弯结构扣合过程
1.1.2斜楔推动扣合
另一种采用斜楔推动扣合模结构(图3)。工作原理:在车门外板窗台处已实现翻边基础上,斜楔推动扣合凸模与水平运动方向成30°夹角运动,将有预弯扣合的水平运动与垂直运动合二为一,在斜楔运动过程中扣合凸模连续实现预扣合和终扣合,最终达到外板与内板压合。此扣合模结构在扣合中仅有一个合边镶块,模具结构简单,模具调整空间充裕。
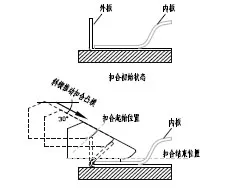
图3 斜楔推动扣合过程
1.2两种扣合结构终扣合力分析
根据前述扣合过程分析得出内外板扣合包边厚度由终扣结束位置确定,终扣合位置由终扣合力决定。采用预弯结构扣合模终扣合力为扣合压机垂直运动压力 F,采用斜楔推动扣合模终扣合力为扣合压机垂直运动压力Fcosθ。在同样扣合压机下采用斜楔推动扣合模终扣合压力小于预弯结构扣合模压力(图4)。
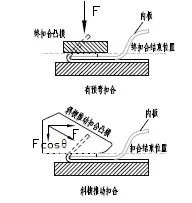
图4 终扣合力对比分析
1.3两种扣合模结构成型产品质量对比分析
采用此两种扣合模结构均可实现车门钣金窗台处包边成型,对两种扣合模结构成型产品质量相关技术参数[3]即扣合后高度及厚度进行对比分析(图5)。

图5 扣合后产品高度及厚度
随机抽取两种扣合模结构完成的左右后门钣金总成各 5套。分别选取左右后门窗台处装配外水切5个卡爪处的钣金高度及厚度进行测量对比分析。
1.3.1扣合高度
根据测量数据显示预弯结构扣合模和斜楔推动扣合模压合后门钣金装配外水切卡爪处高度无大的差异(图 6,由于在扣合中外板出现一定卷曲[4],实际两种扣合模生产出产品高度比设计高度值均偏小,但两者之间相差较小。
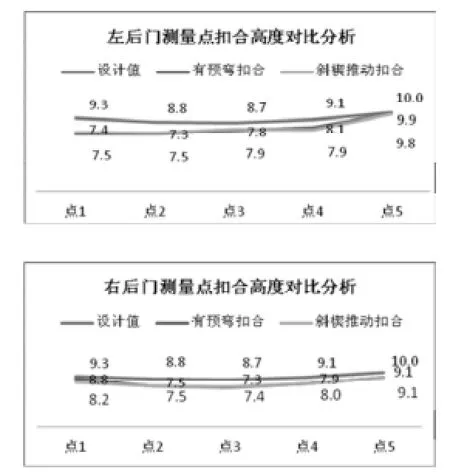
图6 左右后门扣合后卡爪处高度分析
1.3.2 扣合厚度
测量数据显示在装配外水切卡爪厚度存在差异(图7)。有预弯结构扣合模产品厚度接近于三层板料厚度。斜楔推动扣合模产品厚度比三层板料厚度厚,平均厚1.7-2.3mm。
图7 左右后门扣合后卡爪处厚度分析
针对斜楔推动扣合模通过调整扣合起始位置,以其中一侧为例进行调整,测量数据显示在一定程度上可降低终扣合厚度(图8),有预弯结构扣合模和斜楔推动扣合模产品厚度两者之间还有一定差异。
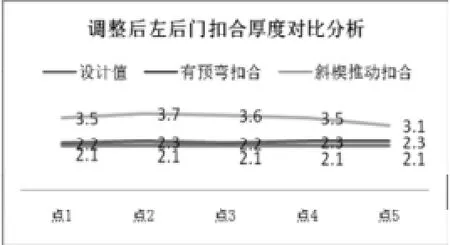
图8 调整后左后门扣合后卡爪处厚度分析
2、结论
针对车门窗台处车门外板和窗台加强板钣金扣合因受到内外板距离限制,模具采用斜楔推动扣合模结构比采用预弯结构扣合模结构模具结构简单,模具制造成本低。
依据两种扣合模结构终扣合力分析及实际产品对比数据显示产品扣合综合质量采用预弯结构扣合模结构优于斜楔推动扣合模结构产品。
车门窗台部位采用扣合模结构时选取何种结构需对相关产品技术要求进行全面评估,依据产品装配影响因素重要程度并结合斜楔推动扣合模结构和预弯结构扣合模结构模具生产产品特性,合理选取扣合模结构满足产品装配要求,同时降低模具投入。
[1] 王钰.汽车车门包边技术综述[J].电子机械工程,2000(04).
[2] G lin,k Iyer,S.J.Hu,W Cai,and S.P.Marin.A Computational designof-experiments study of hemming processes for automotive aluminium alloys[J].Journal of Engineering Manufacture,2005,219: 711-722.
[3] 徐新.汽车外覆盖件扣合质量影响因素分析[J].模具制作,2010 (10).
[4] 李华东.薄板预扣合质量研究[J].设计与研究,2011(03).
Contrastive Analysis of dual Buckling-closing Method in production
Wang Yan
( byd auto Co., Ltd., Shaanxi Xi 'an 710119 )
The article briefly introduced the principle of dual buckling mould framework for accomplished window sill of door buckling piece,and analyze the two structure difference of dual buckling mould framework which fit and product quality.
Mould; pro-buckling; final buckling force; slide wedge force plug; thickness; product quality
U463.8
A
1671-7988(2015)12-86-03
王琰,就职于比亚迪汽车有限公司。
猜你喜欢
汽车实用技术(2022年19期)2022-10-19
钣金与制作(2022年7期)2022-07-21
中国应急管理科学(2022年1期)2022-04-18
航天制造技术(2022年1期)2022-03-07
汽车工程师(2021年12期)2022-01-17
好孩子画报(2021年3期)2021-04-02
青年生活(2019年18期)2019-10-21
小雪花·初中高分作文(2019年8期)2019-10-07
儿童故事画报·发现号趣味百科(2018年1期)2018-11-14
学苑创造·C版(2015年9期)2015-11-26
