沃尔沃铰接头修复及安装工艺
2015-09-20 09:24:36吴蓓蕾
铜业工程 2015年6期
吴蓓蕾,江 福
(江西铜业集团公司 永平铜矿,江西 铅山 334506)
沃尔沃铰接头修复及安装工艺
吴蓓蕾,江 福
(江西铜业集团公司 永平铜矿,江西 铅山 334506)
沃尔沃铰卡在井采作业时,工况条件较为复杂,运输作业时铰接处受碰撞频率高,特别是重车的情况下,铰接销孔极易变形及磨损,造成铰接头故障频次高、铰接轴承损坏及铰接销断裂等现象。为了解决这一问题,技术人员对铰接销孔制定出相关修复工艺及措施,并对损坏的铰接头进行了更换,有效地处理了沃尔沃铰接头故障,实现了设备的正常运行。
沃尔沃铰卡;铰接头;销孔;变形;磨损;修复;安装
1 引言
沃尔沃A25E/A25F型铰卡是江铜集团永平铜矿在地下开采中起着至关重要的中段运输设备。凿岩、爆破、铲运等工艺后,采用无轨运输方式,通过沃尔沃铰卡在井采负100m中段将各分段溜井的矿石拉至负100m主溜井处卸矿,矿石经负100m主溜井自重放至负240m破碎站后,经破碎站破碎后由皮带斜井采用皮带运输的方式将矿石送至地面。
随着生产任务的不断提高,沃尔沃铰卡的工作负荷、运转时间也随着增加,从2010年,永平铜矿5台A25E型铰卡投入生产,2013年发现该5台铰卡铰接销孔都出现了较大程度地变形及磨损。2013年6月,4台新沃尔沃铰卡投入生产,2014年也出现新型A25F型铰卡铰接头处故障频发的现象。沃尔沃铰卡故障直接影响到井采生产出矿量。为了实现正常生产,对铰接销孔的修复及对铰接头故障的处理是显得十分迫切的。
2 设备介绍
沃尔沃A25E/A25F型铰卡铰接处是由铰接头联接牵引单元与装载单元,通过轴承、铰接销及方向助力杆进行固定及装配[1]。铰接头与铰接销等的装配图[2]如图1所示,前端通过轴承装配牵引单元,铰接头通过2个铰接销孔与装载单元的4个铰接销孔进行装配,下铰接销与装载单元的A型架进行联接,然后通过螺杆穿过上铰接销及下铰接销进行固定。
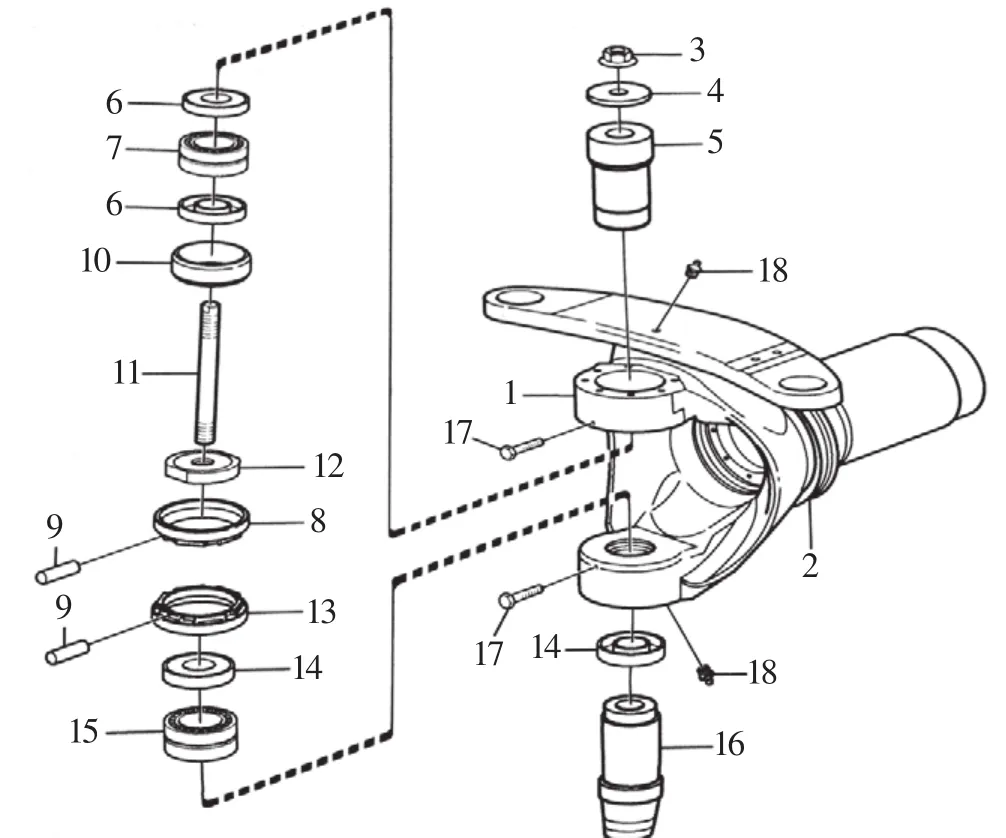
图1 铰接头与铰接销等的装配图
3 故障情况及分析
在9台沃尔沃铰卡生产使用过程中,A25E型中2#、5#铰卡铰接处与A型架连接的轴承损坏最为严重,甚至出现铰接销轴穿条固定螺杆因销孔磨损间隙过大,造成销轴在孔内窜动切断螺杆后铰接销下落、A型架掉落及前移等的现象,A25F型中6#、9#铰接销也多次断裂,其他5台沃尔沃铰卡铰接处都存在着不同程度的变形及磨损,而造成铰接销松动、轴承损坏及A型架前移等故障,沃尔沃铰卡的铰接头故障直接影响到井采生产出矿量。生产过程中,由于车辆都是重车作业,铰接销孔间隙较大,在工况较为复杂的井采巷道中作业时,铰接销孔变形、磨损更为严重,造成恶性循环。为了恢复正常生产,技术人员对沃尔沃铰卡铰接头处进行了拆分,铰接处实物拆分图如图2所示,技术人员对铰接头处后挂钩2个销孔及装载单元4个销孔进行清洗及测量,发现6个销孔都存在着不同程度的磨损,下侧销孔变形及磨损更为严重。

图2 铰接处实物拆分图
4 铰接销孔的修复
4.1 堆焊补孔
2013年在发现沃尔沃铰卡铰接故障时,正是井采生产大量出矿期,为了应对生产,技术人员首先考虑采用堆焊补孔的方式对铰接销孔进行修复。在磨损较严重的内表面堆焊,再对销孔进行定位、镗孔,以达到孔径要求。对于高强度钢板,首先焊接前先预热,防止产生新的裂纹,减少热应力[3]。其次,得控制好焊接时层间温度。施焊时,层间温度应保持在100℃以下,两坡口交替焊接,可以较好地控制层间温度,有利于晶粒细化[4]。通过调查,堆焊补孔工艺难掌握,结合矿山具体情况与生产维修条件,无法采用该套方案进行修复。
4.2 扩孔镶套
当孔类零件的孔磨损严重时,只要结构允许,可采用镗扩磨损孔[5],然后镶套并磨削孔内表面达到规定要求来进行修复。2013年初期,技术人员测量好相关数据,并根据材质选取与之接近的镶套材料,采用外力将套压入。通过生产使用后,发现压入的铰接销孔镶套在20到60个工作小时后,就出现了镶套松动及脱落的现象,只有2#沃尔沃铰卡使用的工作时在100h左右。
为了进一步改进修复工艺,2014年技术人员对A25F型铰卡铰接销孔的镶套工艺进行了改进,采用加热包容件的同时用液氮冷却套后将套镶入。在修复前,同样对小臂材料进行取样分析,根据材质分析结果选取与之相同或接近的镶套材料,兼顾其强度与焊接性能。并根据销孔的相对位置,找准下端铰接销孔的中心,控制误差,准确测量待修复铰接销孔的尺寸,并根据数据制作好镶套。测量好相关数据后,技术人员通过找准铰接销孔的中心,对镗孔机进行点焊固定在车架上,镗孔机现场固定图如图3所示。
固定好镗孔机后,技术人员边镗孔边对孔进行测量,使该孔达到镗孔所要求的尺寸及精度。根据镶套材料,拟定压套工艺,即加热包容件同时用液氮冷却套。为减少加热变形,必须严格控制加热温度及加热方式,为使其均匀升温,最好采用电加热器局部整体加热[6]。因维修条件不足,最后技术人员未能对包容器加热,只采用了液氮冷却套安装铰接销孔镶套。镶套的上表面设计了一定的台阶,下端的上铰接销孔台阶面在上,下铰接销孔台阶面在下。在安装好液氮冷却套后,镶套在常温下膨胀后与镗好的铰接销孔达到紧密结合在一起,并对镶套与铰接销孔进行点焊,然后进行一定的打磨。已镶嵌好的铰接销孔实物图如图4所示。

图3 镗孔机现场固定图

图4 已镶套好的铰接销孔实物图
5 铰接头的安装
沃尔沃铰卡铰接销孔修复完成后,对铰接头的安装也是相当重要的一个环节。检查铰接接头轴承,必要时更换轴承和轴承座圈,铰接接头轴承和轴承座圈不得单独更换。后铰接接头轴承进行安装时,需对其进行加热。在更换前车架接头轴承上的O形环,应用油脂润滑O形环。铰接头应按要求涂上相关型号的润滑脂,并将铰接头O型圈安装到位。铰接头的中间轴与前后轴承及油封安装,锁紧轴承油封盖,对铰接头的上、下铰接销孔进行轴承及油封安装,后锁紧螺母,便可进行铰接头的安装。对铰接销中的螺杆安装时,应先涂上螺纹胶后进行安装。安装铰接头时,在铰接头挂接处周围安装泡沫塑料,并用胶带固定好,泡沫塑料的接缝应在铰接头的四点钟位置,以便泡沫塑料起额外充填的作用,有助于滑脂在挂接装置中的分布,此外,确保铰接接头保持水平,以便将挂接装置对准在铰接接头管中。安装时,可通过调节车斗下千斤顶及牵引单元的高度来调节接头中的应力。
当铰接头与轴承、铰接销及转向助力杆等安装好后,对铰接头进行间隙测量,分别对未动时、前进档及后退档分别进行测量,安装到位后铰接头的间隙值应在在规定的范围内。
6 结语
通过技术人员的不断摸索及工艺的改进,沃尔沃铰卡铰接头自2014年重新修复后至今,尚未出现以往的故障,效果较为显著。为了进一步加强对沃尔沃铰卡设备的维护和保养,井采生产方面加强了对中段运输路面的维护及制定了一些制度以便控制车辆的速度,设备方面技术人员通过学习和讨论后,对铰卡铰接处进行定期地润滑作业,并更换普通的润滑脂,采用白色规格为PG-54的润滑脂,使铰接头孔润滑良好。
[1]Volvo construction equipment Service manual A25E[Z].7 Frame, springs,damping axle suspension, wheel.Bearing, horizontal:page10-27.
[2]Volvo construction equipment A25F Parts catalog Volvo A25F[Z].Frame joint, vertical bearing:group100.page671-672.
[3]张永广.浅析焊接过程中焊接缺陷的影响及控制[J].科技信息.2011(16):317.
[4]曹玉华.焊接常见缺陷的预防措施[J].宁夏机械, 2008(4):47-48.
[5]宾小丽, 霍明新, 黎武新, 等.柴油机气缸盖的镶套挽救工艺[C].//重庆市机械工程学会铸造分会.重庆铸造行业协会2010重庆市铸造年会论文集.重庆:重庆市机械工程学会铸造分会, 2010:49-52.
[6]孙登月.镶嵌支承辊有限元分析及疲劳寿命研究[J].燕山大学学报,2012(1):12-17.
Volvo Articulated Joint Repair and Installation Technology
WU Bei-lei, JIANG Fu
(Yongping Copper Mine, Jiangxi Copper Corporation, Yanshan 334506, Jiangxi, China)
during underground mining operations, operating conditions were more complex, Volvo articulated trucks' articulated joint was frequent colliding, especially during the heavy loading, the hinged pin holes were very easy to deformed and wearied, causing the phenomenon of high frequency joint fault, the articulated bearing damage and pin broken etc.In order to solve this problem, the technical personnel made corresponding repair process and method, and changed the damaged articulated joint which high efficiently solve the fault of Volvo articulated joint, equipment normal operation was realized.
Volvo joint truck;articulated joint;pin hole;deformation;wear;repair;installation
TD5281
B
1009-3842(2015)06-0082-03
2015-03-17
吴蓓蕾(1986-),男,江西抚州人,本科,主要从事设备维护修理等技术工作。E-mail: 244890169@qq.com
猜你喜欢
机床与液压(2023年1期)2023-02-03 04:57:52
城市轨道交通研究(2022年2期)2022-11-18 09:45:42
建筑机械化(2021年9期)2021-09-30 08:52:08
汽车观察(2021年4期)2021-05-10 05:09:40
汽车观察(2021年11期)2021-04-24 21:34:38
设备管理与维修(2021年18期)2021-01-29 02:09:20
产品可靠性报告(2017年6期)2017-09-05 10:04:28
产品可靠性报告(2017年7期)2017-09-05 09:48:57
中国科技纵横(2017年7期)2017-05-16 14:55:22
光学精密工程(2016年6期)2016-11-07 09:07:41