Φ30m浓密机压力自动控制系统的优化改造
2015-09-20 09:24:32石自信原新圃段银联
铜业工程 2015年6期
石自信,原新圃,段银联,吴 哲
(山东黄金矿业(莱州)有限公司 三山岛金矿,山东 莱州 261400)
Φ30m浓密机压力自动控制系统的优化改造
石自信,原新圃,段银联,吴 哲
(山东黄金矿业(莱州)有限公司 三山岛金矿,山东 莱州 261400)
浓密机生产过程工艺机理复杂,由于初期设计的局限和给矿性质波动频繁,难以实现浓密机自动控制。浓密机压力自动控制系统的优化改造,提高了浓密机自动控制的可靠性,运行状态更加贴切实际,避免了易损件的使用,减少了工作量,降低了成本,使用中达到了预期的效果。文中对压力自动控制系统的改造进行了阐述。
浓密机;压力表;自动控制;优化;改造
1 引言
浓密机是浓缩矿浆的主要设备, 广泛应用于选矿、冶金、污水等行业[1]。相比其他浓缩设备, 浓密机具有占地面积小、能耗低、效率高等优点, 在我国选矿厂得到普遍使用[2]。传统工艺中,浓密机操作由操作工凭经验控制[3],但是由于个人水平差异,很容易造成设备损坏和影响后续流程,所以浓密机的自动控制已经成为一种趋势[4-5]。但是浓密机工艺机理复杂,给矿性质波动频繁等特点,控制效果不佳,严重制约着我国浓密机生产过程自动化水平的提高[6]。
三山岛金矿8000t/d选矿厂精矿脱水流程采用一台GZN-30高效浓密机进行前期的脱水作业。但是由于设备老化以及初期设计和如今实际生产的一些不符之处,导致该浓密机只能处在手动运行状态,而不能实现全自动运行。为了减少劳动强度,减少设备故障率,我们选矿厂组织人员对浓密机自动控制系统进行优化改造,以避免操作工操作不当对后续工艺流程产生不利的影响。
2 自动控制系统改造前的控制方案
改造前浓密机的整个控制系统由一台西门子S7-200 CPU224控制,当设备在自动状态启动后,浓密机开始提耙,待三个耙完全提到位,浓密机开始转动运行,延时5s,开始降耙,直至三个耙完全降到位,系统运行过程中通过电接点压力表来控制浓密机的提耙降耙。
系统中电接点压力表设置下限值为2.5MPa,上限值为4MPa,下限值2.5MPa的常闭点连接PLC 的L+、I1.1,控制浓密机降耙,即当系统压力小于2.5MPa时,I1.1接通,执行降耙操作,直至三个耙完全降到位;当系统压力大于2.5MPa而小于4MPa时,电接点压力表打开PLC的L+、I 1.1点,系统维持原来运行状态不变;当系统压力大于4MPa时,常开点闭合,I 1.2接通,执行提耙操作,直至系统压力小于4MPa。
3 改造前自动控制系统中存在的问题
由于设备自身存在的问题以及系统初期设计与现实存在一些不匹配问题的存在,导致系统现如今很难在全自动状态下运行,具体问题如下。
3.1 系统设计缺陷
(1)现实运行中,浓密机运行压力一般在0.3MPa左右,由于矿浆浓度变化和运转过程中其他因素的影响,可能会在1.6MPa左右短时间运行,很少达到下限值2.5MPa,更达不到上限值4MPa,这样就失去了设置上限值下限值的意义。
(2)系统中未考虑特殊情况被迫停车的状况,比如压力如果大于上限值4MPa甚至更高的情况下运行,则会使设备损坏,无法正常使用。
(3)初期设计中,电接点压力表电源是由PLC提供24V直流电源,由于容量小、电压低的原因,再加上电接点压力表内部防震液的存在,电接点压力表触点经常不能够实现接通状态,从而达不到通过实际压力控制浓密机自动提耙降耙的操作。
3.2 设备老化导致维修量增加
我们采用的电接点压力表内部充满防震液,由于上述供电电源压降的存在,在更换新压力表之后,电源电压能够实现常开点的闭合,但可靠性不高,电源电压不能够击穿防震液层实现常闭点的接通,从而导致频繁更换压力表,既增加了维修的工作量,还增加了成本,这也是不能采用全自动运行的直接原因。
4 自动控制系统改造后的控制方案
针对浓密机初期设计的不足并结合实际情况,我们对浓密机自动控制系统进行了优化改造,具体改造如下所述。
4.1 硬件方面的改造
改造后浓密机自动控制系统仍由西门子S7-200 CPU 224控制,当浓密机在自动状态启动后运行顺序与改造前一致,但是将系统中的电接点压力表更换为BD-805K双继电器输出数字压力控制器,工作电压由一台交流36V变压器提供,保障现场使用安全,供电原理图如图1所示。
从2015年到2018年,短短3年时间,银隆估值涨了近10倍。如今,董明珠等外部股东与大股东魏银仓的矛盾彻底公开,银隆陷入风暴漩涡之中。

图1 供电原理图
如图1中,T为变压器(AC380V/AC36V),SP1、SP2为两块数字压力表(BD-805K)。
数字压力表BD-805K为内置双继电器输出型,而且可以单独使用其上限或是下限,我们选择下限断开,上限闭合。数字压力表SP1控制浓密机的提耙降耙,SP2控制浓密机的故障停车,控制原理图如图2。
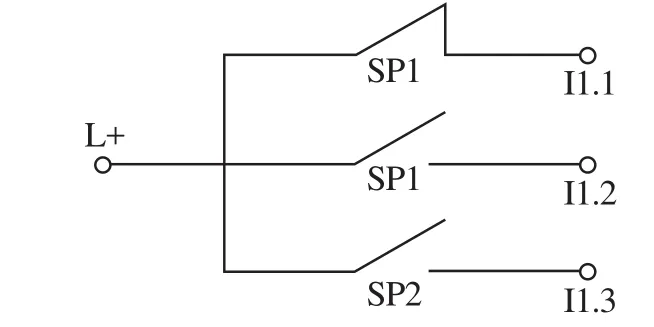
图2 控制原理图
SP1设置下限值1.5MPa,上限值2.5 MPa,当系统压力小于1.5MPa时,根据图2可知I1.1接通,执行降耙操作,直至三个耙完全降到位或系统压力大于1.5MPa;当系统压力大于1.5MPa,小于2.5MPa时,SP1的下限压力点动作,常闭点断开,浓密机维持原来运行状态不变;当压力大于2.5 MPa时,压力表SP1达到上限值,如图2,常开点闭合, I1.2接通,运行提耙操作,直至系统压力小于2.5MPa。
SP2只使用上限值设4MPa,即当系统压力大于等于4MPa时,上限值压力点动作,常开点闭合,I1.3接通,PLC延时3s,若3s后系统压力仍大于4MPa,则浓密机故障停车,排除故障后,方可再次启动。
根据上述内容,可以绘出浓密机整体自动控制逻辑框图如图3所示。
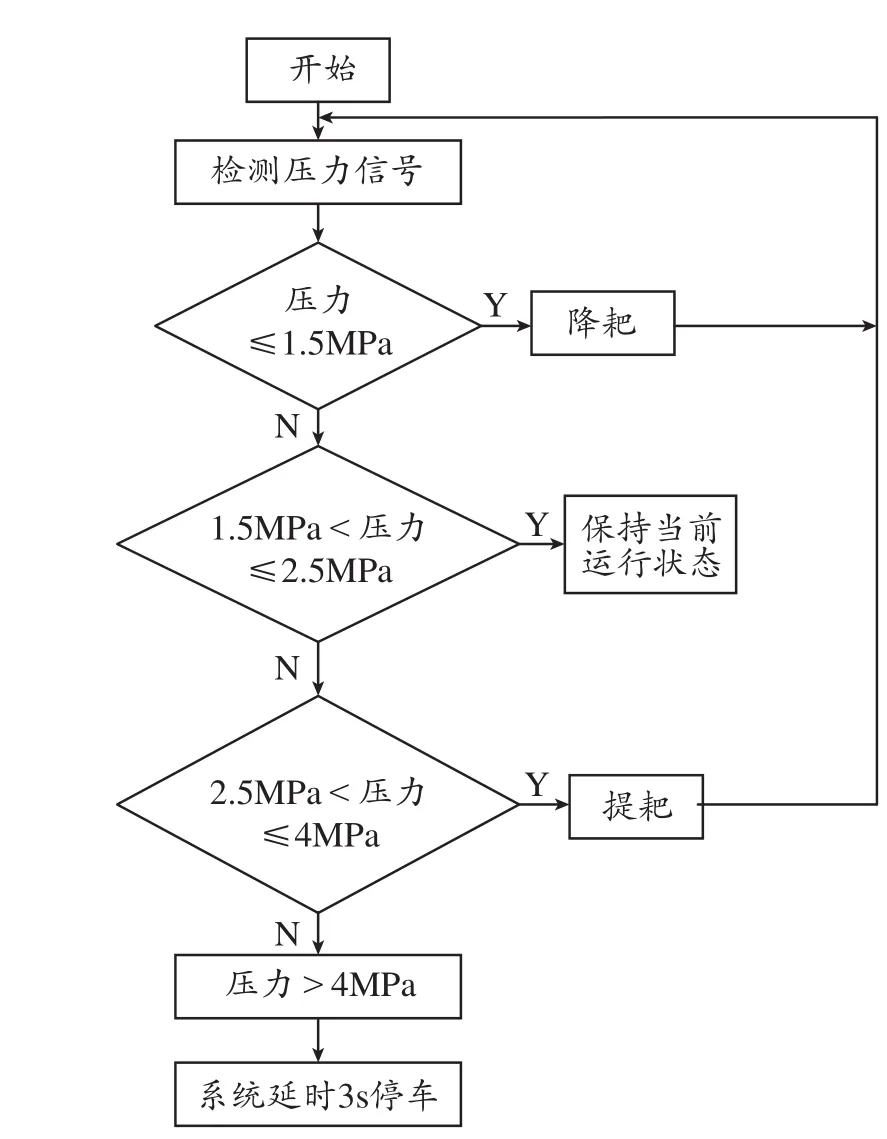
图3 浓密机整体自动控制逻辑框图
4.2 程序上的改动
由于改造后的系统增加了故障停车的功能,所以相应的PLC程序就有所改动,但是I1.1和I1.2的输入只是开关量的输入并不影响原程序的运行,只是改变故障停车输入点I1.3即可。由于系统压力具有不稳定性,所以接入定时器延时3s停车,故障延时梯形图如图4所示。
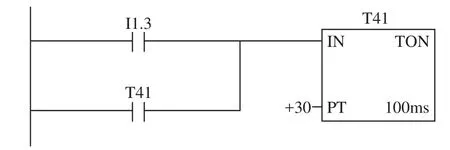
图4 故障延时梯形图
图4中,I1.3是PLC输入点,T41是定时器。根据图3故障延时梯形图,只要将定时器T41的常闭点串入运行程序网络,就能够实现压力在4MPa以上超过3s,系统就会自动停车,如图5系统运行梯形图。
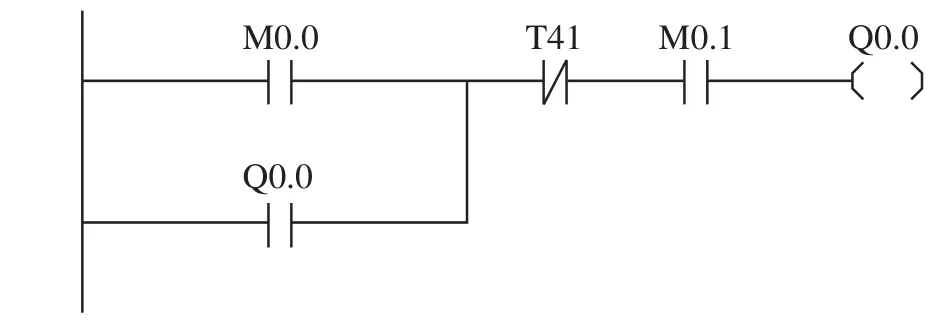
图5 系统运行梯形图
图5中,M0.1是提耙过载和行走过载输出,Q0.0是浓密机行走输出。
通过硬件和程序方面的改动,实现了浓密机全自动运行。
5 自动控制系统改造后的优势
5.1 结合实际,避免设备因压力过大而损坏
系统改造后,系统工作压力与实际相符,能够达到设计要求,完成相应的提耙降耙操作,而且增加了压力过大自动停车的输入,避免了特殊情况下因压力过大而造成的设备损坏。
5.2 电源优势
数字压力控制器工作电源采用交流36V供电,保障了设备及操作人员人身安全。
5.3 设备优势
改造后的系统使用数字压力表代替原来的机械电接点压力表,触点输出由机械触点接触改为继电器触点接触,低电压导通效果优势十分明显,具体如下。
(1)寿命高。我们使用的数字压力表是微电脑数字化仪表,采用双稳态控制电路,压力控制可靠性极高,继电器触点输出使用寿命可达十几万次,动作迅速、可靠。
(2)接线简单,成本低。不需要中间继电器就能完成输出控制,接线十分简单。而且采用双稳态控制电路,不容易损坏中间继电器和被控设备,降低了成本。
(3)耐震性能好。数字压力表能够长时间在震动的环境下照常工作,而且显示直观不会造成误差;但传统的电接点压力表在震动的环境下很容易就会因震动而接触不良,需要经常更换,增加工作量增加成本。数字压力表更加符合我们的使用环境。
6 结语
我们对浓密机自动控制系统的优化改造,取得了良好的效果,用数字压力表代替电接点压力表,淘汰掉易损设备,减少了维修工作量降低了成本;使用交流36V安全工作电压,使设备、人身更安全;压力值的调整,与实际运行压力更加接近,有利于设备的自动运行。经过优化改造使得自动控制系统更加完善,并在使用中取得了良好的效果。
[1]姚倩, 王红艳.浓密机生产过程计算机控制系统[J].矿业工程,2009, 4:27-29.
[2]耿增显, 柴天佑, 岳恒.浓密机生产过程综合自动化系统[J].控制工程, 2008, 4:353-356.
[3]姜谙男, 孙豁然, 郑建明, 等.基于STD工控机的浓密自动控制系统[J].冶金矿山设计与建设, 2002, 1:31-34.
[4]杨慧.高压缩性浓密机系统的自动控制[J].矿冶工程, 2004, 8:44-46.
[5]缪天宇, 王旭, 王庆凯, 等.浓密机生产过程自动化控制在废水处理工艺中的研究与应用[J].数字技术与应用, 2012, 9:18-20.
[6]罗桂民, 黄振艺.Φ53m高效浓密机在平果铝土矿的应用[J].金属矿山,2005,8:452—454.
Automatic Pressure Control System Optimization and Transformation of Φ30m Thickeners
SHI Zi-xin, YUAN Xin-pu, DUAN Yin-lian, WU Zhe
(San Shan Dao Gold Mine, Shandong Gold Group CO., LTD.Laizhou 261400, Shandong, China)
Due to the complicated operation process, the initial design limitations and frequent fluctuations concentrate feeding of the thickener; it was difficult to achieve automatic control of the thickener.Through optimizing and transformation of the thickener automatic pressure control system, the automatic control reliability has been improved, decreased the consumables parts, working forcing and cost, the thickener running state was more appropriate.This paper focuses on the transformation of pressure automatic control.
thickener;manometer;the automatic control;optimization;transformation
TD45
B
1009-3842(2015)06-0069-04
2015-07-04
石自信(1987-),男,山东无棣县人,主要从事自动控制和仪器仪表维护工作。E-mail:380625514@qq.com
猜你喜欢
铁路通信信号工程技术(2022年12期)2022-12-26 12:29:54
装备制造技术(2021年4期)2021-08-05 07:39:12
装备制造技术(2020年9期)2021-01-26 00:15:14
铁道通信信号(2020年8期)2020-02-06 09:13:30
建材发展导向(2019年11期)2019-08-24 06:36:10
中国特种设备安全(2019年4期)2019-05-20 09:56:18
铁道通信信号(2018年7期)2018-08-29 01:17:08
电子测试(2018年6期)2018-05-09 07:31:47
时代农机(2016年6期)2016-12-01 04:07:17
铁道通信信号(2016年12期)2016-06-01 12:11:58