气体热载体热解废旧轮胎的提油新工艺
2015-09-03 11:01:39隋莹
橡塑技术与装备 2015年4期
隋莹
(昊华工程有限公司,北京 100143)
气体热载体热解废旧轮胎的提油新工艺
A new technology for oil extraction from waste tire pyrolysis with gas heat carrier
隋莹
(昊华工程有限公司,北京 100143)

热解技术是一种新兴的废旧轮胎资源化处理技术,轮胎热解的液体产品,包含烷烃、烯烃类的油品及苯、甲苯、二甲苯、苯乙烯及稠环芳烃等,而气体产物主要包括CH4、C2H4、H2、C2H6等可燃气体。本文从理论上分析了废旧轮胎热解成燃料气、各类液体产品、固体炭黑和残留钢丝所需能量,并提出了气体热载体法热解废旧轮胎的高效新工艺,该工艺采用内热法加热,热效率高,完全可实现热解系统能量的自给自足,并实现了废旧轮胎全资源化利用。
热解;废旧轮胎;热解气;油品
废旧轮胎被称为“黑色污染”,随着汽车工业的高速发展,废旧轮胎带来的环保压力也越来越大。其回收和处理技术是一项世界性研究课题,同时也是环境保护的难题[1]。现在我国针对废旧轮胎循环利用的途径主要有旧轮胎翻新、原形改制、生产再生胶和淀粉、热解和热能利用。热分解是一种将废旧轮胎彻底地分解为各种资源进行再利用的方式,可以为社会提供高附加值的燃料油、可燃气体、炭黑等,有着很好的前景,但热分解在我国的比例很小,研究热解处理废旧轮胎的新工艺有着很大的意义,针对此,本文提出了气体热载体热解废旧轮胎的提油新工艺。
1 气体热载体提油工艺
气体热载体热解废旧轮胎的提油新工艺的装置包括切块机、热解炉、旋风除焦冷却器、分馏塔、热风炉和金属蜂巢换热器(如图1),热解炉包括干燥段、热解段和灰段。原料废旧轮胎经过切块机切块后,进入热解炉内,经过干燥段进行干燥后,在热解段内,热解气将原料废旧轮胎加热,废旧轮胎热解产生油气;然后,热解出来的油气经过管道进入旋风除焦冷却器中,分离的油品进入分馏塔进行进一步处理,热解炉内被热解完全的轮胎形成炭黑和钢丝,在自身重力作用下进入热解炉下部的灰段,从底部排出;最后,分离出来的热解气一部分通入热风炉燃烧,另一部分进入高效金属蜂巢换热器;经热风炉燃烧的热烟气通入金属蜂巢换热器与热解气换热,被加热的热解气通入热解炉作为热载体热解废旧轮胎以此实现循环。
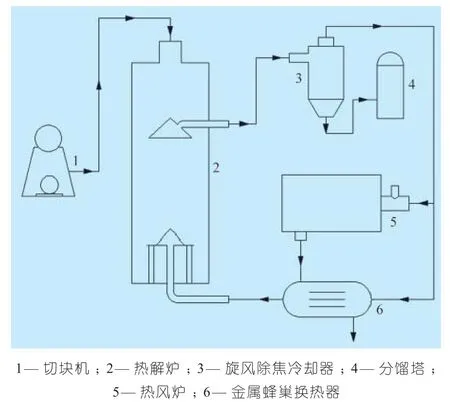
图1 轮胎热解提油新工艺示意图
轮胎热解提油新工艺主要进行两个过程:轮胎热解、热解产物分离得到油和热解气。热解工艺包括四个部分:热解炉系统、油气冷凝回收系统、气体处理系统、供热系统,如图2所示。
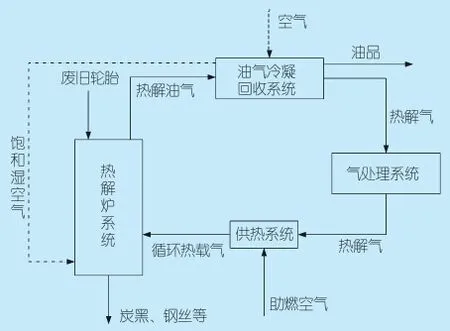
图2 废旧轮胎提油工艺流程图
(1)热解炉系统:进行废旧轮胎的热解,热解产物进入油气冷凝回收系统,炭块等排出炉外,炭块经冷却、破碎、筛分后可得到炭黑粉料和经过造粒处理的炭黑颗粒。
(2)油气冷凝回收系统:对热解产物进行冷却,并将油产品和热解气进行分离。常见的冷凝回收方式有循环水冷却(水洗)和循环油产品冷却(油洗)。
(3)气体处理系统:由于轮胎中含有氮、硫元素,其热解气中含有氮硫化合物,在热解气再利用前需要进行脱硫和脱氮处理。
(4)供热系统:供热系统主要是为轮胎热解炉提供热源。
轮胎进入热解系统经过破碎和筛分进入热解炉,在炉内经过预热段(被预热)、热解段(热解)及气化段(气化反应)后生成的炭黑排出炉外。热解生成的油气从热解炉后进入油气冷凝回收系统,首先经过初步水洗回收大部分重质油;再进一步回收轻油,得到的油产品送往后续处理;剩余热解气进入气体处理系统进行脱硫、除氮工序。经过处理的热解气进入供热系统,一部分作为热风炉燃料加热,另一部分作为循环热载体,经过热风炉加热后送入热解炉为轮胎热解提供热量。此外,热解炉气化段需要大量饱和湿空气,需要通过冷凝回收系统对空气进行加湿处理。
2 工艺参数
温度是影响废旧轮胎热解产物及产量的主要因素,目标产物、反应器等条件不同,所需的热解温度不同[2]。一般随着温度的升高,废旧轮胎热解油相产物的产量有先增大后减小的变化规律,550 ℃时有最大值;半焦的产率随着温度的提高而下降,在450~550 ℃时下降较为明显,之后变化不大;热解温度对产气率、析出特性和产气组份有着明显的影响[3]。随着热解温度升高气体收率上升,产气析出速度加快;由450 ℃时的约300 s减小到850 ℃时的不到75 s;累积产气量也有明显的上升[4]。综合考虑本文取热解油达到峰值时的温度550 ℃为热解温度。
废旧轮胎热解可形成气体、液体和固体产物,气体产物主要包括CO2、CO、H2、CH4、C2H4、C2H6、C3H8、C4H6等,液体产物为热解油,主要成分为烷烃、烯烃、苯、甲苯、二甲苯、苯乙烯及稠环芳烃,将其作为燃料油使用具有粘度低、轻质馏分油含量高的优点[5~7]。
实验条件的不同、轮胎样品的差异及计算方法的误差等都可能导致研究者得出的轮胎热解气的GCV(gross calorific value)不尽相同,有的差异很大。本文对550 ℃时的热解气热值进行计算,气体产量占轮胎质量百分比17.6%,仅计算热解气的主要成分H2、CH4、C2H4、C2H6,计算结果如表 1所示[8]。

表1 燃料气成分计算
轮胎热解油热值高(>40 MJ/kg),完全可以将其整体作为燃料燃烧。Roy[9]将真空热解油与CIMAK-B10重柴油进行比较,指出热解油可以作为常规液体燃料,也可与重柴油混合使用以提高其雾化效果。Cunliffe[10]、Rodriguez等[11]在对废旧轮胎热解油热值进行分析后也都指出热解油可作为燃料使用。同时,热解油较低的灰分、黏度和残炭值也是其作为炉用燃料油的有利因素[11]。所以将热解油代替部分石油原油作为燃料燃烧,可以在一定程度上缓解石油资源的匮乏。对于热解油轻(质)馏分,Benallal等[12]将其与石油石脑油进行比较。发现热解油轻(质)馏分比例大于石油石脑油,但热解油轻(质)馏分以烯烃和芳烃为主,而石油石脑油则以饱和烷烃为主。因此,热解油轻(质)馏分可以充分利用其高石脑油比例以及高芳烃含量,提取化工原料[13]。
3 能量衡算
轮胎的整个热解过程反应过程所需能量为[14]:

式中:
ΣoutniHi——轮胎热解产物的输出焓;
ΣinniHi——轮胎热解的输入焓。
计算输出焓时,主要考虑胶质部分热解生成燃料气和燃料油的部分;计算输入焓时,应包括橡胶热解发生质变所需能量以及在升温过程中炭黑和钢丝吸收的能量。由于轮胎成分随品牌和产地有所差异,综合考虑理论计算和实验,每公斤废旧轮胎热解所需能量约为1 953 kJ。
1 kg废旧轮胎热解理论可得15%~20%燃料气,38%~42%油品、34%~36%炭黑和8%~10%钢丝。按处理1 t废旧轮胎计算,相当于可以得到5 946.4 MJ发热量的燃料气,16 000 MJ能量的油品、0.35 t炭黑和0.9 t的钢丝。
由于每吨轮胎热解所得热解气发热量为5 496.4 MJ,若直接燃烧热解气热解轮胎,考虑到热量不可能完全利用,工业生产按照60%~65%,则热解过程实际所需要的能量为3 005~3 255 MJ/t,而所得热解气的发热量远大于轮胎热解所需要的能量,故本文提出了气体热载体热解废旧轮胎的提油新工艺,即气体与轮胎直接加热的方式加热轮胎,轮胎受热分解产生油气,然后冷凝收集得到高质量原油及气体瓦斯。
4 结论
(1)本文提出了一种气体热载体加热的直接换热的废旧轮胎热解提油新工艺。气体与轮胎直接加热的方式加热轮胎,轮胎受热分解产生热解气,然后冷凝收集得到高质量的油品及热解气,该工艺充分利用了热解气的潜热,实现了能量的自给自足。
(2)将废旧轮胎在550 ℃下进行热解,工业生产按照热利用率为60%~65%,废旧轮胎热实际所需要的能量约为3 005~3 255MJ/t,经热解可得15%~20%燃料气,38%~42%燃料油、34%~36%炭黑和8%~10%钢丝。每吨轮胎热解所得热解气热值为5 496.4 MJ,远大于轮胎热解所需的能量,轮胎热解过程所需能量完全可以自给自足,并能储存余下热解气。
(3)轮胎热解的液体产品,包含烷烃、烯烃类的油品及苯、甲苯、二甲苯、苯乙烯及稠环芳烃等,将油品作为燃料油使用具有黏度低、轻质馏分油含量高的优点。废旧轮胎热解产生的气体产物主要包括CH4、C2H4、H2、C2H6等可燃气体,仅计算热解气主要成分热值即达5 496.4 MJ/t。
(4)2010年我国废旧轮胎达到2亿多条,按照每年处理2亿条,即514.3万t废旧轮胎,热解产生的产物包括 1.38×1010~1.51×1010MJ能量的热解气及205.72万t(热值>40 MJ/kg)的油品,实现了全资源化利用。
[1] 周萍,李光明,贺文智. 废旧轮胎的热解技术研究进展[J].科技资讯,2008 (27).
[2] Zabaniotou A A, Stavropoulos G. Pyrolysis of used automobile tires and residual char utilization[J]. Journal of Analytical and Applied Pyrolysis, 2003, 70(2): 711~722.
[3] Senneca O, Salatino P, Chirone R. A fast heating-rate thermogravimetric study of the pyrolysis of scrap tyres[J]. Fuel, 1999, 78(13): 1 575~1 581.
[4] 张志霄,池涌,阎大海,等. 废轮胎回转窑中试热解产物特性[J]. 浙江大学学报(工学版),2005,39(5): 715~722.
[5] 黄菊文,李光明,贺文智,等. 废旧轮胎热解资源化技术研究进展[J]. 化工进展,2010 (11): 2 159~2 164.
[6] 刘阳生,白庆中,李迎霞,等. 废轮胎的热解及其产物分析[J]. 环境科学,2000,21(6): 85~88.
[7] 藏留洋,于宏兵,金国平,等. 废轮胎热裂解行业清洁生产审核方法研究[J]. 环境科学与技术,2009,32(4): 195~198.13~17.
[8] 徐文胜,蒋旭光,严大海,等. 废轮胎中试回转窑热解气特性及能耗分析[J]. 能源工程,2005 (2): 30~34.
[9] Roy C, Chaala A, Darmstadt H. The vacuum pyrolysis of used tires: End-uses for oil and carbon black products[J]. Journal of Analytical and Applied Pyrolysis, 1999, 51(1): 201~221.
[10] Cunliffe A M, Williams P T. Composition of oils derived from the batch pyrolysis of tyres[J]. Journal of Analytical and Applied Pyrolysis, 1998, 44(2): 131~152.
[11] de Marco Rodriguez I, Laresgoiti M F, Cabrero M A, et al. Pyrolysis of scrap tyres[J]. Fuel processing technology, 2001, 72(1): 9~22.
[12] Benallal B, Roy C, Pakdel H, et al. Characterization of pyrolytic light naphtha from vacuum pyrolysis of used tyres comparison with petroleum naphtha[J]. Fuel, 1995, 74(11): 1 589~1 594.
[13] 陆王琳,金余其,池涌, 等. 废轮胎热解制油技术及油品应用前景[J]. 化工进展,2007,26(1).
[14] 薛大明,全燮. 废旧轮胎热解过程的能耗分析[J]. 大连理工大学学报,1999,39(4): 519~522.
(XS-05)
TQ330.43
:1009-797X(2015)04-0045-04
BDOI:10.13520/j.cnki.rpte.2015.04.007
隋莹(1980-),女,工程师,毕业于北京科技大学热能与动力专业,主要从事轮胎工厂设计工作。
2014-08-04
猜你喜欢
工业加热(2024年3期)2024-04-14 03:27:14
化工管理(2021年7期)2021-05-13 00:46:28
中国特种设备安全(2021年12期)2021-04-26 14:37:00
世界农药(2019年3期)2019-09-10 07:04:12
中国特种设备安全(2019年2期)2019-04-22 03:14:18
现代园艺(2018年2期)2018-03-15 08:00:55
橡胶科技(2018年4期)2018-02-17 06:08:42
东北电力大学学报(2015年1期)2015-11-13 05:21:05
橡胶科技(2015年3期)2015-02-26 14:45:02
橡胶科技(2015年5期)2015-02-24 04:57:57