四工位卧式三角胶贴合生产线
2015-09-03 10:45陈峰
橡塑技术与装备 2015年15期
陈峰
(杭州朝阳橡胶有限公司,浙江 杭州 310018)
四工位卧式三角胶贴合生产线
陈峰
(杭州朝阳橡胶有限公司,浙江 杭州 310018)
为提高三角胶贴合产量,解决因人工贴合产生的质量问题,公司联合江阴勤力橡塑机械有限公司,研制了四工位卧式三角胶贴合生产线,该生产线有两个操作工位,每个操作工位有A和B两个贴合盘交替工作,贴合动作除上圈和卸圈操作需手动完成外,其余操作自动完成,在保证贴合精度的基础上提升了产能。
四工位;三角胶贴合;自动
胎圈在轮胎中的主要作用是使轮胎牢固地固定在轮辋上,保证汽车的正常行驶。胎圈一般由钢丝圈、钢丝包布和三角胶组成。三角胶与钢丝圈的贴合质量对轮胎的质量和使用寿命具有重要影响。
目前,我公司三角胶贴合主要是由操作员工通过三角胶复合机进行人工贴合。贴合质量因人而异,制品合格率无法保证,并且机台产能较低,无法满足生产需求。
因此,我公司联合江阴勤力橡塑机械有限公司,在借鉴国内外先进技术后[1~2],研制了四工位卧式三角胶贴合生产线,该生产线有两个操作工位,每个操作工位有A和B两个贴合盘交替工作,贴合动作除上圈和卸圈操作需手动完成外,其余操作自动完成,可生产多种规格钢丝圈三角胶的贴合,在保证贴合精度的基础上提升了产能 。
1 结构特点
四工位卧式三角胶贴合生产线由三复合挤出机机组、接取输送带、送三角胶装置和三角胶与钢丝圈贴合装置组成,如图1所示。
1.1 三复合挤出机机组
三复合挤出机机组如图2所示,由三复合挤出机、液压机头、液压系统、温控系统和供胶输送带组成,其中三复合挤出机包括1台90销钉式冷喂料挤出机和2台150销钉式冷喂料挤出机;三台挤出机温控单元均包括螺杆、塑化段和挤出段三个单元;复合机头温控单元包括上模、上中模、中模和下模四个单元;供胶输送带包括一条90挤出机输送带和2条150挤出机供胶输送带,该机组可挤出双条三角胶制品,各部分主要技术参数如表1~5所示。

表1 三复合挤出机

表2 液压机头

表3 液压系统

表4 温控单元

表5 供胶输送带
1.2 接取输送带
接取输送带如图3所示,它位于机头和输送带之间,可在气缸的带动下向下转动,从而腾出挤出机前面的空间,以方便口型板更换和挤出机清胶、维护、修理。接取输送带宽400 mm,由变频电机驱动,可变频调速,耐120 ℃以上温度。
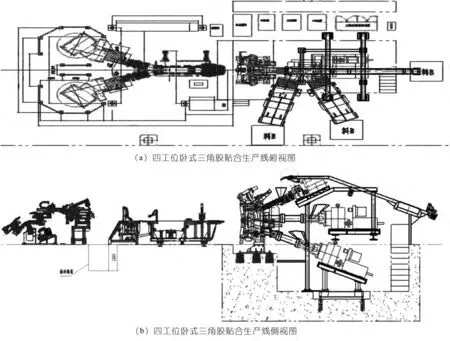
图1 四工位卧式三角胶贴合生产线组成结构

图2 三复合挤出机机组

图3 接取输送带
1.3 送三角胶装置
每个操作工位均有一个送三角胶装置,如图4所示,它由牵引、定位输送、压胶、裁刀及摆动机构组成,主要动作通过气动联动和丝杠传动系统控制。
三角胶的牵引、定位输送由伺服电机带动丝杠传动完成,将三角胶准确输送到三角胶与钢丝圈贴合的起始位置。输送部分由气缸带动可以整体摆动,实现在输送与裁切的切换。压胶和裁切由气缸控制,当三角胶被送到设定位置时被压住,裁刀用来切断三角胶废料头,并整理料头,使之成一定角度,以保证贴合质量,同时为下一次贴合做准备。
1.4 三角胶与钢丝圈贴合装置
每个操作工位由A和B两个贴合盘组成,其交替动作通过安装在底部的1台2.2 kW电机旋转完成,如图5所示。

图4 送三角胶装置
每个贴合盘由1台伺服电机驱动,贴合盘可胀也可缩,当放入钢丝圈后,贴合盘将钢丝圈胀住,此时送三角胶装置将三角胶送到贴合轮与贴合盘之间,气动夹持三角胶头部,贴合轮开始旋转,并由气缸带动压下,当转到一定位置时,贴合盘停止转动,切刀将三角胶切断,气动夹持打开退出,然后贴合盘继续转动直到三角胶首尾相接,贴合盘由气缸抬起,同时贴合盘收缩,并以气动方式将贴合了三角胶的钢丝圈顶出贴合盘,操作人员取圈。三角胶贴合盘由三个大小相同、结构相似的部件组成,安装在贴合装置上。贴合盘尺寸与轮胎规格相关。一套贴合盘可供一种或多种规格的钢丝圈使用。

图5 三角胶与钢丝圈贴合装置
2 电气控制系统
三复合挤出机采用直流电机驱动,机头装有温度/压力复合传感器和动作位置检测传感器。挤出机供胶带由交流变频电机驱动,采用角位移传感器实现速度的自动调节。机头附近设有触摸屏,可实现对机头温度、压力、电机电流的显示,开合模状态监视,以及螺杆转速、生产线速度的设定。
贴合盘旋转、送料采用伺服电机驱动,实现快速、精确定位。贴合动作由PLC 完成过程控制,每个操作工位均设有触摸屏,可实现生产配方储存、调用以及贴合动作的监视。
生产线控制有手动、自动切换功能,全线设置安全拉线急停开关、安全门开关、安全检测器件,保证了生产的安全性。
3 工艺参数
四工位卧式三角胶贴合生产线工艺参数如下:
三角胶接头搭接 ±2 mm,不允许开口
钢丝圈根部卷边宽度 5~30mm
贴合后三角胶宽度比三角标准宽度减小 ≤10%
机头至输送带处三角胶长度拉伸 ≤4%
胎圈重量公差 ±3%
三角胶贴合断面扫描标准 宽度±4 mm,厚度 -0.5 mm±1 mm
4 效益分析
原先通过人工贴合产量约为450个/班,合格率仅为75%。引进该生产线后,产量可提升至1 700个/班,合格率提升至90%。该生产线操作人员配备三人,因此,在人员相同的情况下,每班产量可提高518个,产能提高了51%,可多创造效益2.59万/班。
5 结论
自引入四工位三角贴合生产线,使用情况良好,制品质量和产能均得到了提升,为公司创造了较高的效益。
[1] 尚文煜. 17~42英寸钢丝圈三角胶热贴生产线的结构及特点[J]. 橡胶科技市场, 2012, 6: 31~33.
[2] 唐国政. 介绍HW-WSJT-01型卧式三角胶贴合生产线[J].橡塑技术与装备, 2011, 37(9): 26~35.
Four station horizontal apex application line
Four station horizontal apex line
Chen Feng
(Hangzhou Chaoyang Rubber Co., Ltd., Hangzhou 310018, Zhejiang, China)
To improve the output of the apex, solve quality problems arising due to manual fit, the company developed a four station horizontal apex application line together with Jiangyin Qinli Rubber and Plastic Machinery Co., Ltd. The production line has two operating stations, each operating station has two alternating building plate A and B. In addition to loading and unloading operations need to manually complete, the rest is done automatically, improving productivity while ensuring the accuracy.
four station; apex; automatic
TQ330.4
1009-797X(2015)15-0027-03
B
10.13520/j.cnki.rpte.2015.15.007

陈峰(1978-),男,工程师,从事轮胎设备机械技术及管理工作。
2014-07-03
猜你喜欢
国际纺织导报(2022年4期)2022-11-04
橡胶工业(2022年7期)2022-07-19
防爆电机(2022年2期)2022-04-26
有色设备(2021年4期)2021-03-16
北京汽车(2019年1期)2019-03-13
电子制作(2017年20期)2017-04-26
纺织器材(2016年5期)2016-11-22
纺织器材(2016年1期)2016-09-14
中国塑料(2016年7期)2016-04-16
中国塑料(2015年2期)2015-10-14