五氟乙烷与一氯五氟乙烷萃取分离方法的研究
2015-08-21 09:06闫怡段琦
化工生产与技术 2015年4期
闫 怡 段 琦
(山东华安新材料有限公司,山东 淄博255300)
五氟乙烷(HFC-125)是一种不含氯、可替代普通氟利昂的绿色制冷剂。广泛用于发泡剂、喷射剂等。HFC-125由四氯乙烯通过氟化方法制备,其副产物包括二氯四氟乙烷、二氯三氟乙烷、六氟乙烷和一氯五氟乙烷(CFC-115)等,其中CFC-115沸点为-38.7℃,与目的产品HFC-125沸点(-48.5℃)接近,2种化合物相对挥发度接近1,当HFC-125的摩尔分数≥95%时,其相对挥发度达到1.04。采用常规蒸馏方法处理这种混合物得到高含量的HFC-125,无疑需要增加蒸馏装置塔板数,不仅操作费用高而且分离操作仍十分困难。为实现在较低操作费用前提下简便分离出高纯度的HFC-125,采用实验室模拟方法,探索选取适宜萃取剂对其进行蒸馏处理,并将实验结果应用于工业生产。
1 实验部分
1.1 设备及原料
设备:精馏塔,塔径φ32 mm,有效塔高2 m;保温材料为聚氨酯泡沫;设7个取样口,取样口、进料口阀门(DN6),以恒温水浴器对塔釜进行加热。双柱塞微量泵,2ZB-1。气相色谱仪,GC930,恒温150℃,气化室温度150℃,检测温度250℃;高效石英毛细管色谱柱,φ0.32mm×50 m,配用高纯氮(质量分数>99.999%);气体净化器,MD-I;全自动气源,SPB-3。
原料:HFC-125,CFC-115,工业级;甲醇,丙酮,正己烷,乙酸丁酯,分析级。
1.2 实验原理
采用化学萃取方法[1]。萃取剂的选择主要考虑萃取剂的选择性及选择性系数、萃取剂回收的难易与经济性、化学稳定性和热稳定性、对设备的腐蚀性等因素,参考相关文献,初步确定对萃取剂选取范围为甲醇、丙酮、正己烷、乙酸丁酯以及乙酸丁酯和丙酮的混合物[2-5]。
初步确定萃取条件为压力0.5~1.2 MPa,塔顶温度:10~30℃,塔釜温度30~80℃;萃取剂加入体积流量300mL/h。
相对挥发度α=(yA/xA)/(yB/xB),其中,xA和xB分别是液相中组分A和组分B的摩尔分数,yA和yB分别是气相中组分A和组分B的摩尔分数。
1.3 萃取操作方法
1)确认无泄漏并排除空气后(用真空泵抽至真空度>80 kPa),向塔内充装CFC-115 50 g;
2)向塔内充装加热至40℃的HFC-125 500 g;
3)将恒温水浴器定在60℃,以对塔釜进行加热。当塔釜温度达到50℃时,取样、检测、分析并记录;塔釜温度到达60℃时,将萃取剂通过柱塞泵打入精馏塔,体积流量控制在300 mL/h,取样检测分析,记录温度、压力、萃取剂量等参数;
4)萃取剂累积到约600mL后,对塔釜液进行取样。在干燥箱中加热气化后,取气体样检测分析。当釜液中HFC-125的含量达到预期数,或塔顶部含量变化不大时,实验结束;
5)塔釜液(主要是萃取剂)用氮气压出,收集提纯备用;空塔用氮气吹扫,以备下次实验。
2 结果与讨论
2.1 目标产品含量分布
选用不同萃取剂,在精馏塔自上而下同样7个采样部位对目标产品HFC-125含量进行分析,数据如图1(x(CFC-115)=1-x(HFC-125))。
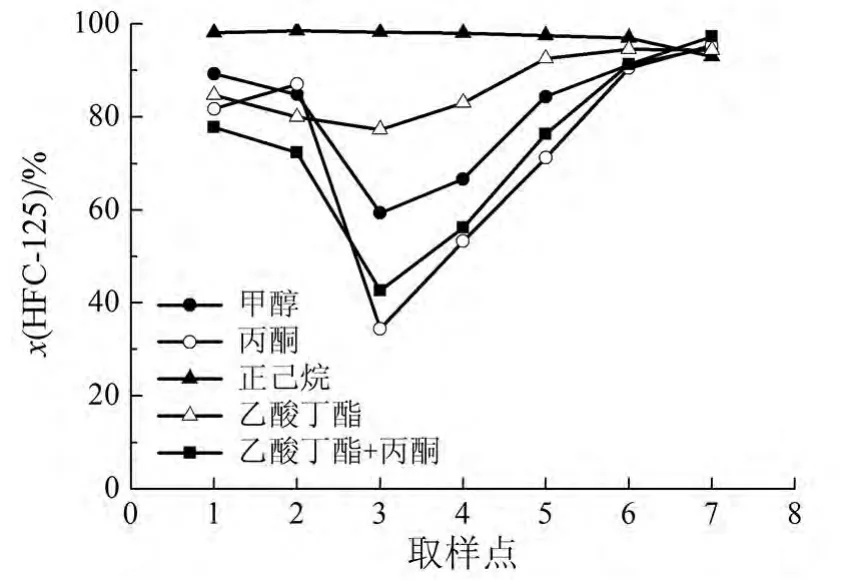
图1 不同萃取剂精馏塔内目标产品的含量分布Fig 1 The content distribution of target products in distillation tower using differentextraction agents
由图1可以看出,甲醇、丙酮、乙酸丁酯作为萃取剂时,HFC-125对CFC-115相对挥发度<1;而正己烷作为萃取剂则使HFC-125对CFC-115相对挥发度>1。
2.2 萃取剂效果定量比较
选用不同萃取剂时,萃取剂效果定量比较见表1(HFC-125和CFC-115投加量分别为500 g和50 g)。
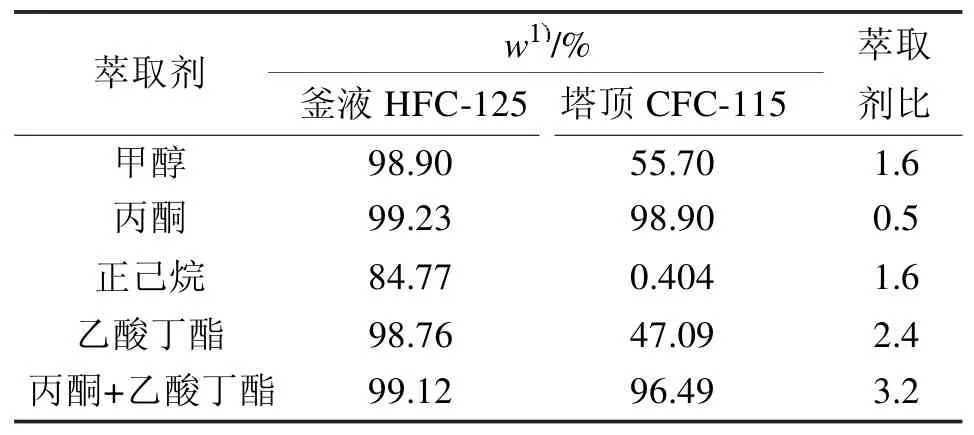
表1 萃取剂效果定量比较Tab 1 Quantitative comparison of differentextraction agents
由表1可以看出,在原料液组成相同、操作条件相同的情况下,甲醇与丙酮作为该体系萃取剂可以使目标产物HFC-125在塔釜含量达到最高。
2.3 甲醇加入量的确定
甲醇、丙酮、正己烷和乙酸丁酯目前市场价格分别为<3 000、9 300、18 000~22 000、8 000~10 000元/t,因此在用量相同的情况下,使用甲醇单位费用最低。因此使用甲醇作萃取剂,对HFC-125与CFC-115的混合物进行萃取蒸馏,就HFC-125与CFC-115混合物组成及萃取剂比对相对挥发度的影响进行进一步考察,结果见表2。
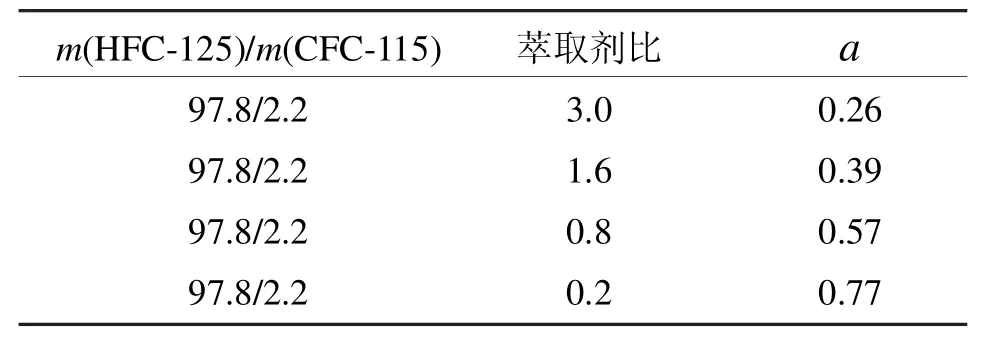
表2 不同萃取剂比对相对挥发度的影响Tab 2 Effect of differentmolar ratio of extraction agents on relative volatility
由表2可以确认,在HFC-125与CFC-115混合物中加入甲醇,相对挥发度在所有情况下都远小于1,即甲醇作为挥发成分可有效分离CFC-115。同时,当萃取剂比为3.0时,相对挥发度最小,为0.26,即可确定甲醇的加入量。
3 工业应用
以甲醇为萃取剂进行HFC-125与CFC-115的混合物分离实现了工业应用,工艺流程见图2。
将HFC-125与CFC-115的混合物用泵送进萃取塔,与塔顶循环回来的萃取剂甲醇混合,HFC-125被甲醇萃取进入塔釜液中,塔顶得到较高含量的CFC-115,塔釜液中的HFC-125与甲醇的混合物送入精馏塔进行精馏,塔顶得到目标产品HFC-125,其纯度可达99.9%,塔釜萃取剂甲醇再循环进入萃取塔继续循环使用。萃取塔操作参数见表3。
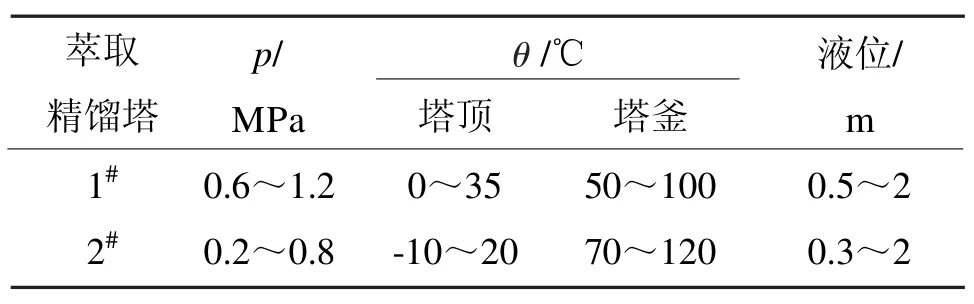
表3 萃取塔操作参数Tab 3 Operating parameters of extraction tower
4 结论
1)甲醇、丙酮、乙酸丁酯作为萃取剂,HFC-125对CFC-115相对挥发度均小于1;
2)在原料液组成相同、操作条件相同的情况下,甲醇与丙酮作为HFC-125、CFC-115体系萃取剂可以使目标产物HFC-125在塔釜含量达到最高;
3)甲醇与丙酮相比,在相同原料液情况下,甲醇单位费用最低;

图2 萃取工艺流程Fig 2 Extraction technology process
4)在HFC-125与CFC-115混合物中加入甲醇,相对挥发度在所有情况下都远小于1,即在对HFC-125与CFC-115混合物通过萃取精馏进行分离,使用甲醇作萃取剂是最适宜的;
5)以甲醇为萃取剂进行HFC-125与CFC-115的混合物分离实现了工业应用。效果良好,产品HFC-125质量分数>99.9%,超过HG/T 4633—2014优级品标准[6]。
[1]姚玉英.化工原理[M].天津:天津科学技术出版社,2005:325-366.
[2]宋世谟,庄公惠,王正烈,等.物理化学[M].3版.北京:高等教育出版社,1993:324-388.
[3]雷志刚,王洪有,许峥,等.萃取精馏的研究进展[J].化工进展,2001,20(9):6-9.
[4]河野圣,柴沼俊.五氟乙烷制造方法:中国,1065228C[P].2001-05-02.
[5]刘建新,肖翔.萃取精馏技术与工业应用进展[J].现代化工,2004,24(6):14-17.
[6]HG/T 4633—2014工业用五氟乙烷(HFC-125)[S].
猜你喜欢
江苏安全生产(2022年5期)2022-06-16
煤气与热力(2021年3期)2021-06-09
石油化工建设(2018年2期)2018-07-11
铜仁学院学报(2018年6期)2018-07-05
制冷技术(2016年4期)2016-08-21
当代化工研究(2016年5期)2016-03-20
当代化工研究(2016年5期)2016-03-20
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
中国药理学通报(2014年2期)2014-05-09
新疆农垦科技(2014年3期)2014-02-28