Q235钢表面氩弧熔覆B4 C-Ti复合涂层组织与性能的研究
2015-08-20 02:14:44陈永生王永东
冶金与材料 2015年3期
陈永生,王永东
(黑龙江科技大学 材料科学与工程学院,哈尔滨150022)
目前,关于表面改性技术已经有了很广泛的研究,尤其是表面熔覆技术已成为国内外研究的热点,国外学者[1-4]对氩弧熔覆技术的研究,多关注于在钛合金或不锈钢基体上制备提高耐磨耐蚀性的复合涂层,国内研究多在铸铁或低碳钢表面上制备增强复合涂层[5-8],氩弧熔覆技术具有所需设备价值低廉,工艺简单等优点,对零件和工具设备修复具有重要的实用价值,在制备耐磨材料领域得到了广泛应用[9,10]。本文采用氩弧熔覆技术,在Q235钢基体表面原位合成TiC-TiB/Fe基复合涂层,对复合涂层的显微组织和耐磨性能进行了探究。
1 试验方法
选用Q235钢作为基体材料,切割加工试样尺寸为40mm×10mm×10mm,用无水乙醇和丙酮清洗,表面除油除锈。熔覆材料为B4C粉、钛粉(平均粒度为约为25μm,纯度B4C粉99.5%、钛粉99.9%)和铁粉(平均粒度为约为30μm,纯度99.5%),将混好的待熔粉末用胶水调成糊状涂覆于Q235钢试件表面,预涂复合涂层厚度范围为1mm~1.5mm,自然干燥24h后,在电炉中200℃保温1h烘干,采用MW3000型数字式焊接机进行氩弧熔覆制备熔覆涂层。
本文借助MX2600型扫描电子显微镜分析涂层组织形态,利用MHV2000型显微硬度计分析试样熔覆区、结合区与基体之间的硬度变化规律,利用D/max2200型X射线衍射仪进行物相分析,在MMS-2B摩擦磨损试验机上用淬火态的GGr15钢环进行磨损试验,实验参数为:法向载荷200 N,转速为200r/min,磨损时间为30min,用精度为0.1mg的FC系列-204型电子分析天平称量试样的磨损失重,用Axio lab.A1蔡司显微镜观察磨损表面形貌。
2 结果与分析
2.1 氩弧熔覆复合涂层微观组织分析
图1为氩弧熔覆复合涂层与Q235钢基体显微组织的截面SEM扫描照片,从图中可以看出,熔覆层与基体之间界面冶金结合较好。图2为氩弧熔覆复合涂层试样的XRD衍射图谱,对衍射峰的标定分析结果表明,复合涂层中存在的物相主要由TiB、TiC和α-Fe等构成。
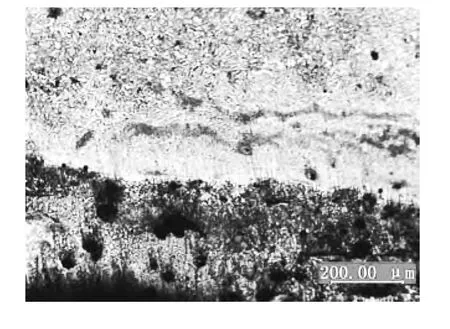
图1 复合涂层截面的组织形貌
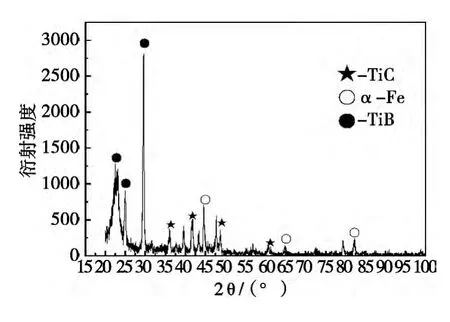
图2 复合涂层的XRD图谱
图3为氩弧熔覆合成颗粒的扫描电镜组织形貌及能谱分析,可以看出,组织形貌颗粒相富含C和Ti(见图3a),长条棒状物相主要成分为B和Ti(见图3b)。结合上述XRD分析结果表明,图中黑色基体为α-Fe,弥散分布的颗粒相为TiC,长条状棒状为TiB。

图3 复合涂层的SEM及EDS分析
该反应系在氩弧熔覆温度作用下,发生5Ti+B4C=4TiB+TiC化学反应,在200K~1 300K的温度范围内,该反应式的吉布斯自由能小于0,从热力学角度分析该反应自发产生,反应产物也最稳定。氩弧熔覆熔池中分布的C、B、Fe和Ti等各元素具有浓度分布的不均匀性,钛是强碳化物形成元素,又由于碳的扩散系数大于硼的扩散系数,熔池凝固过程中优先生成碳化物TiC,TiC的晶格结构呈八面体状,所以TiC较易呈颗粒状形貌长大,随着反应的继续进行,其后生成的TiB以TiC为形核质点长大,随着TiB的长大,界面处的B原子浓度发生变化,B原子过饱和度较大的地方生长较快,从而较易生长成长条棒状的TiB(图3b)。
2.2 氩弧熔覆复合涂层性能分析
图4为氩弧熔覆复合涂层显微硬度分析曲线。由图中可知,涂层表面硬度很高,最高达700HV0.2,TiC/TiB增强相具有很高的硬度,沿基体方向,硬度呈梯度逐渐降低,最低可达207HV0.2,图5为Q235钢基体与熔覆复合涂层的相对耐磨性,基体磨损失重为0.059g,复合涂层失重为0.010g,在相同载荷条件下,氩弧熔覆复合涂层的耐磨性明显优于基体Q235钢,约为基体的6倍,复合涂层高磨损抗力的原因在于TiC和TiB硬质相的存在。
图6是氩弧熔覆复合涂层和基体材料磨损表面形貌蔡司金相照片。从图可知,相同条件下,基体的磨损表面与复合涂层的相比:磨痕粗且深,发生的塑性变形严重,磨面上产生的沟状条纹较大,有大片磨屑脱落得痕迹。分析原因主要是由于硬度较高的TiC和TiB粒子在基体中是均匀弥散分布的,减少了大片磨屑脱落的可能性。
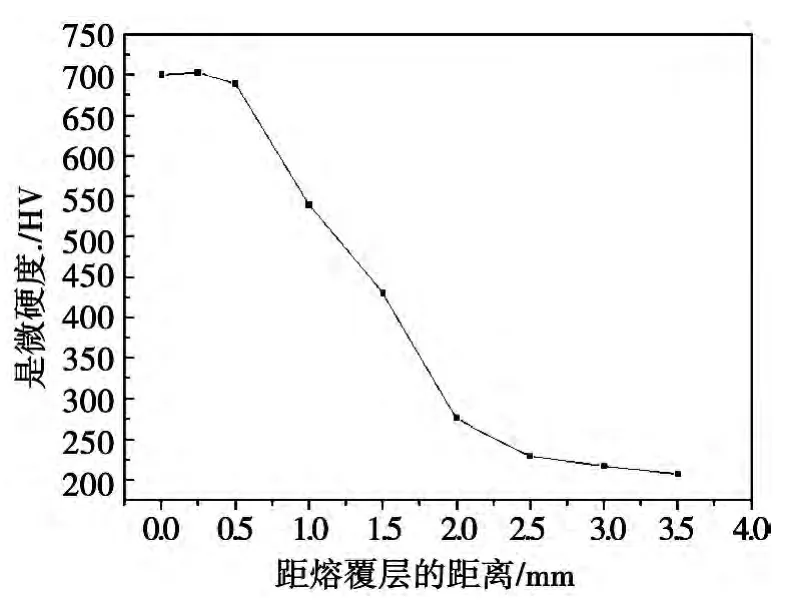
图4 复合涂层的显微硬度分布曲线
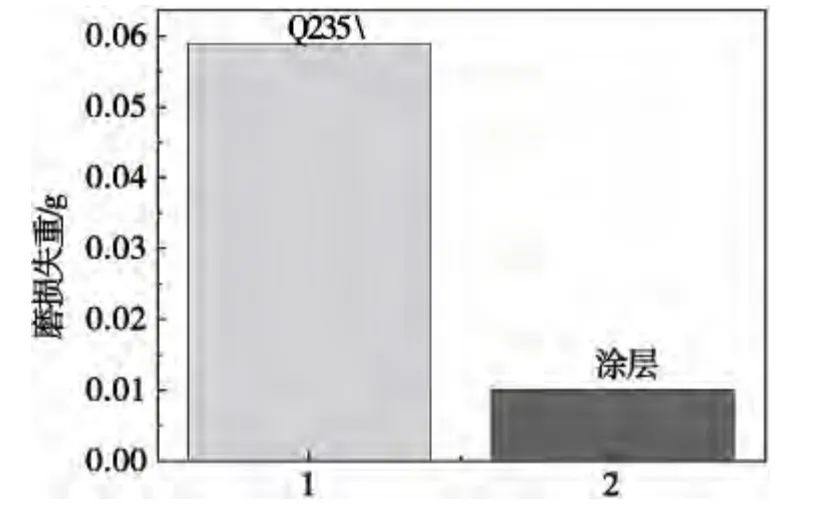
图5 复合涂层和Q235钢的相对耐磨性
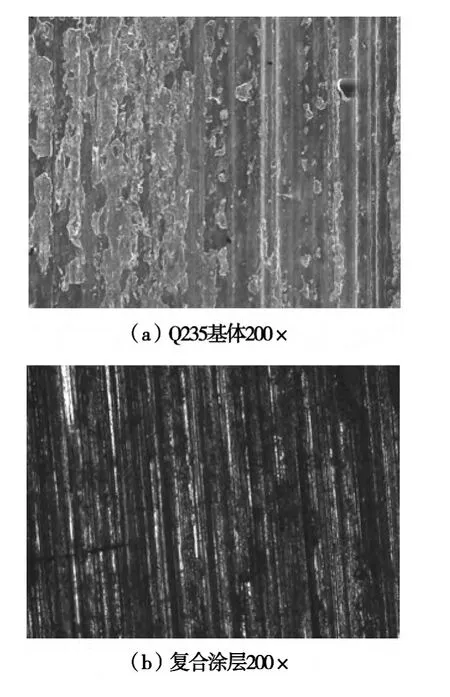
图6 Q235和复合涂层磨损表面形貌
3 结论
(1)以B4C粉、Ti粉和Fe粉末为原料,采用氩弧熔覆技术在Q235钢基体表面制备出增强熔覆层,涂层相组成为:α-Fe、TiC和TiB,增强相TiC呈颗粒状,TiB呈长条棒状。
(2)对涂层进行硬度测试,平均硬度为700HV0.2,在干滑动磨损条件下,涂层的耐磨性比基体提高了约6倍。
[1]Cz Ruckert,B.Huneau,S.Marya.Optimzing the design of silica coating for productivity gains during the TIG welding of304L stainless steel[J].Materials&Design.2007,232(2):987-997.
[2]S.Buytoz,M.Ulutan,M.Yldirim.Dry slidingwear behavior of TIG welding clad WC composite coatings[J].Applied Surface Science.2005,252(5):1313-1323.
[3]S.Mridha,H.Song,L.S.Poly,P.Cheang.Intermetallic coatings produced by TIG surfacemelting[J].Journal of Materials Processing Technology.2001,113(1-3):516-520.
[4]F.T.Cheng,K.H.Lo,H.C.Man.NiTi cladding on stainless steel by TIG surfacing process cavitation erosion behavior[J].Surface and Coatings Technology.2003,172(2-3):308-315.
[5]王泽旺.氩弧熔覆TiC颗粒增强复合涂层制备与性能研究[D].青岛:青岛科技大学,2014:1-17.
[6]王永东,刘兴,朱艳等.Q235钢表面氩弧熔覆Mo-Si复合涂层组织和性能分析[J].焊接学报,2009,Vol.30(No.5):42-44.
[7]郭国林,张娜,王俊杰等.Q235钢氩弧熔覆铁基合金涂层的耐磨性研究[J].铸造技术,2012,Vol.33(No.6):674-676.
[8]徐峰,李文虎,艾桃桃等.Q235钢氩弧熔覆TiC复合涂层的组织与性能[J].表面技术,2012,Vol.41(No.5):53-55.
[9]马壮,李剑,张璐等.氩弧熔覆技术特点及研究现状[J].材料热处理技术,2012,Vol.41(No.10):162-165.
[10]焦少彬.模具钢表面熔覆SiC涂层制备工艺及耐磨性研究[D].湘潭市:湘潭大学,2012:1-8.
猜你喜欢
石材(2022年3期)2022-06-01 06:23:54
原道(2022年2期)2022-02-17 00:59:12
陶瓷学报(2021年4期)2021-10-14 08:57:44
理化检验-化学分册(2020年5期)2020-06-15 11:36:04
电镀与环保(2018年4期)2018-08-20 03:08:02
材料科学与工程学报(2016年4期)2017-01-15 13:35:34
上海金属(2016年1期)2016-11-23 05:17:29
橡胶工业(2015年8期)2015-07-29 09:22:32
橡塑技术与装备(2015年7期)2015-07-03 12:17:56
中国光学(2015年1期)2015-06-06 18:30:20