
绕管式换热器的制造
2015-08-09 02:29:16王自涛
河南科技 2015年8期
王自涛
(开封空分集团有限公司,河南 开封 475004)
目前绕管式换热器是煤化工行业不可缺少的一台换热器设备,绕管换热器的特点是:换热管可采用多管程物流与筒体之间的物流进行换热,可同时实现几个管箱同时换热的功能,适用于大负荷物流传热和高压物流的换热。
1 绕管体的结构及特点
绕管体在结构分布上比较紧凑,其换热效率也非常高,还有一定的稳定自补能力。该产品是在芯子与筒体之间的间隙内将换热管成螺旋线形式交替缠绕而成,根据层数的多少,上下两层换热管的缠绕方向分为左旋和右旋,在绕制过程中应当先将异型垫条点焊在平垫条上,将其换热管绕制在异型垫条的槽里,以增强绕管体的传热系数[1]。绕管式换热器绕管体部分换热管一般采用管径为¢8~¢21 的换热管子进行绕制,其中¢15、¢19 这两种类型的换热管子用得较为普遍。
2 绕管式换热器的制造过程及实际生产中遇到的问题及建议
2.1 制作过程:
①将两端配有管板的预制心轴(中心管)在绕管机上旋转
②利用分隔垫条逐层缠绕管路(每层管路的缠绕方向有所不同)
③利用不锈钢薄板制作包扎筒(避免出现壳体侧旁流和套装时碰伤外层管路)
④换热管管端和管板实施强度胀接加焊接
⑤将管束体套入预制壳体
⑥安装壳体的锥体以及接管等
⑦壳程耐压试验和气密性试验
⑧壳程氨检漏
⑨组装管箱零部件
⑩管程试压
○1酸洗、钝化处理
2.2 实际生产过程中遇到的问题及建议:
2.2.1 我厂加工制造的绕管式换热器都是只有两端配有管板,而未来发展方向是具有侧管板的绕管式换热器。这就引出了一系列问题。首先是侧管板在绕管子时的固定问题,其次是侧管板管束的束管问题,紧接着就是套装时侧管板干涉问题。侧管板结构主要优点是可以有效地减小主管板的尺寸,节省材料并减轻设备自重。
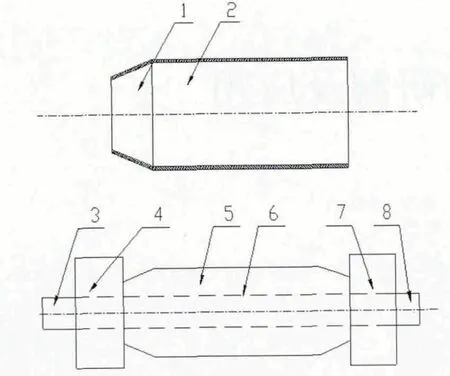
图1 管束形式
如图1 所示,图中下半部分是绕制完成管束示意图。序3 和序8 临时直接焊接在中心管上可代替两端主管板在绕管机上支撑、旋转。序4 和序7 是外壳一部分,有开孔装侧管板,与中心管由圆钢或槽钢焊接连接,保证同轴度;序4 为套装时穿过预制筒体一端,序7 直径尺寸与预制筒体一致。图中上半部分是预制筒体示意图。序1 为预制锥体,装配前为两个半锥形式,套装之后组合成完整的锥体。序2 为预制筒体,长度较长,没有开孔,便于制作。
利用图中所示结构,可以完美解决套装时干涉和绕制时侧管板的固定等问题。并且序4 和序7 两端可以设计成图中所示形式从而可以不用主管板,这也为以后绕管式换热器的壳程串联提供了方便;当然也可以设计有主管板,这时可以在序4 和序7 与各自管板之间添加一个短筒或封头,这样可以预留出侧管板束管的操作空间。
2.2.2 管束体绕制时由工人将换热管子放在绕管机小车上,每一根换热管跟随绕管机的旋转一根根地绕制在中心管上,现在的绕管换热器动辄几十米长,每台几千根换热管,绕制这个环节是最耗时耗力的。生产制造的绕管换热器,其换热管数量不等,最多的换热器管子数量达到4 000多根,绕管机小车是用来配合绕管机绕制换热管的一台辅助设备,其目的是将整盘的换热管放在绕管机小车圆盘上进行换热管的输送,但是由于原始的绕管机小车只能在原始方位角度,不能旋转,工人们都是将换热管子放在地上用手拉着管子很费力,而且换热管还存在刮伤磕碰的现象,影响了产品的质量。针对绕管机小车的弊端,我们将原始的绕管机小车进行改进,将绕管机小车底部加装可以360°旋转的,并且可以定位的法兰用螺栓定位,这样换热管就可以放在绕管机小车上面进行换热管的输送,也提高换热管绕制的外观质量,并且工人们也不用手拉着换热器管子了,同时也减少了工人们的劳动强度。
2.2.3 为保证绕管换热器中绕管体的产品质量,绕管体特制定了如何加制管箍方案:
2.2.3.1 所有绕管体必须在有效长度范围内进头方向和出头方向保证有管箍,与管板相对进出头必须有管箍,每层中第一根换热管必须加满管箍(保证下一层垫条焊接与生根)。
2.2.3.2 根据中心筒实际长度及换热管每层圈数确定:①中心筒长度在5~10m之间的,可在除两端外中间位置加一圈管箍;在10~15m之间的可在除两端外均分三等分,加两圈管箍;以此类推,在15~20m 之间的可四等分,加三圈管箍。②换热管每层圈数在5~10圈之间时,可在中间位置加一圈管箍;在10~20 圈之间时,可三等分,加两圈管箍;在20圈以上时,四等分,加三圈管箍。
2.2.4 每一台绕管换热器绕制完毕后都要与壳体进行套装,其绕管体重量自5T 至200T 不等,传统套装方法先将芯子一端套入筒体后放稳换用专用吊带一端用行车吊起,另一端用30T 钢丝绳缓缓拉动至工艺图纸要求位置。该套装方法存在安全系数差,吊带造价高,钢丝绳与筒体磨损后一次性报废等弊端,鉴于上述弊端,设计了一套新型的套装工装,现套装方法为,在筒体上端加装套装定滑轮,将芯子一端放入筒体后,两行车同时用钢30T钢丝绳起吊,一端将钢丝绳放入定滑轮轮槽中再缓缓拉动至工艺要求位置。该套装方法优点是安全系数高,节约吊带及钢丝绳费用(钢丝绳可以反复使用),同时也解决了有些筒体壁厚薄被钢丝绳拉变形等问题,有效地解决了实际生产中遇到的难题,保证了生产的顺利进行。此工装成本低,简单实用。适用于所有绕管换热器,冷却器绕管体套装的使用。按照每年生产30 台冷却器计算,30T钢丝绳单价按照4 000元/根计算,仅钢丝绳一项费用便可节约10多万余元。
目前,我国已经基本掌握了绕管式换热器的设计、工艺制定及制造过程,实现了国产化。但是国外生产制造的绕管式换热器的技术还是比较先进的[2]。相信在不久的将来,我国生产制造的绕管式换热器技术一定能够超越国外的技术,并能够进一步推动绕管式换热器技术的发展。
[1]阚红元.绕管式换热器的设计[J].大氮肥,2008(3):11-12.
[2]王岩.化工科技成果介绍[J].化工管理,2013(9):77-79.
猜你喜欢
钢管(2023年2期)2023-08-06 05:33:48
材料与冶金学报(2022年2期)2022-08-10 09:15:50
橡塑技术与装备(2021年7期)2021-04-22 15:55:06
制造技术与机床(2019年10期)2019-10-26 02:47:34
制造技术与机床(2018年8期)2018-10-09 08:27:34
科技资讯(2016年9期)2016-05-14 00:55:35
设备管理与维修(2016年7期)2016-04-23 06:51:47
焊接(2016年6期)2016-02-27 13:04:57
中国塑料(2015年7期)2015-10-14 01:02:39
中国质量与标准导报(2014年7期)2014-02-28 22:24:33
