
模型制作与钳工技术(下)
2015-08-08 06:03
中学科技 2015年6期


1. 铰
用钻头钻出的孔比较毛糙,尺寸也不十分准确,如果这个孔内要放铜轴承或有其他比较高的要求,就要用铰刀来加工。
在模型制作中,一般用的是机用铰刀和手用铰刀两种。机用铰刀可以夹在机床上对零件铰孔,手用铰刀则是用手拿着铰刀铰孔。一般标准铰刀的直径都为整数,如3毫米、4毫米、5毫米等。还有一种是可调直径的铰刀,其直径可根据需要随意调节,在模型制作中用得较少。模型制作中一般用直铰刀,另一种铰锥孔的锥形铰刀不常用。
手工铰孔的方法是:先在需铰孔的零件上用“套钻”的方法钻好孔(孔的直径要比铰刀直径小0.1毫米),再把零件夹在台钳上。将选定的铰刀的方形尾端夹在铰刀的专用工具——铰刀(丝攻)扳手上(图1),用手拿住扳手,把铰刀的前端垂直放进孔内(铰刀前端直径比后面要小且有些锥度),边顺时针旋转边逐步往下压,直至孔铰通为止。为了使铰出的孔光洁度更高,在铰孔时可加些机油润滑。在铰比较深的孔时,铰刀铰削下来的金属屑可能会把已铰削过的光洁表面拉毛,因此需要中途将铰刀向上用力旋出,去掉切屑后继续再铰。
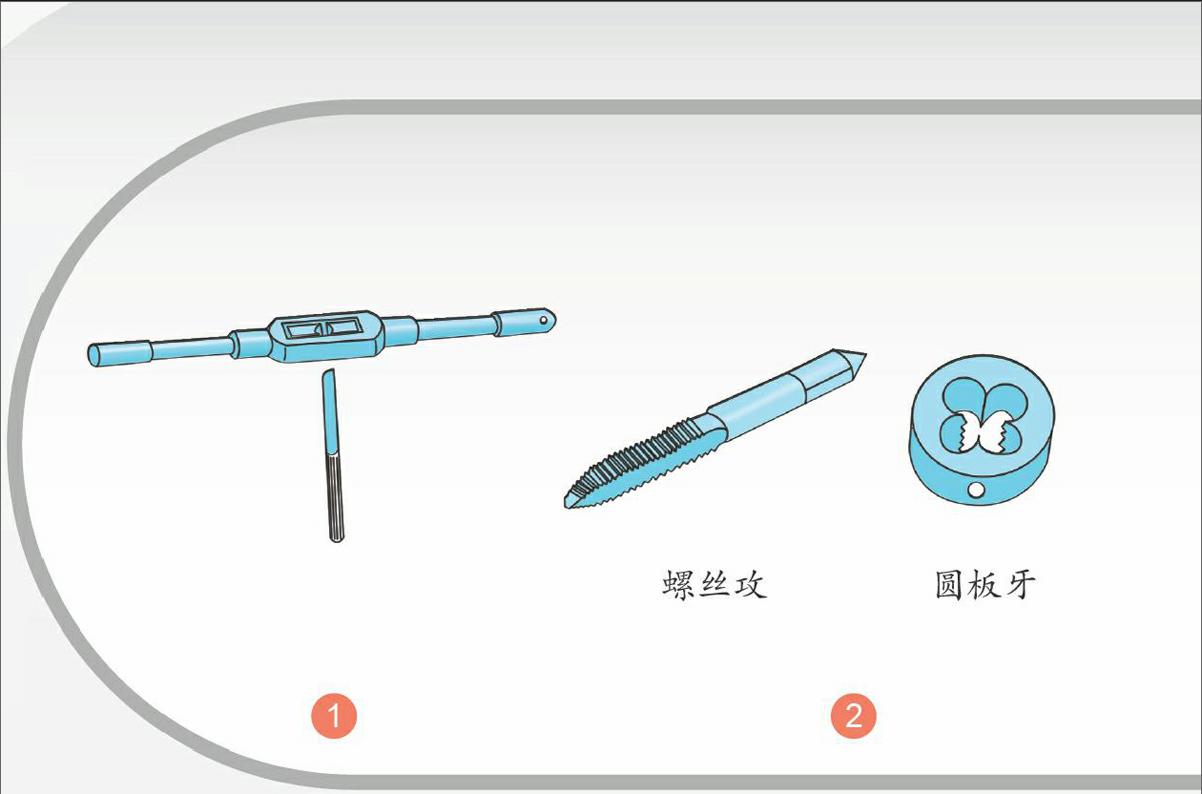
2. 攻丝和套扣
用螺纹丝锥(俗称螺丝攻,见图2)攻制内螺纹称为攻丝;用圆板牙(图2)扳削外螺纹称为套扣。
攻 丝
由于螺栓的制式不同,如公制(毫米)、英制(英寸)等,螺丝攻和圆板牙也有公制和英制之分。在模型制作中,一般公制螺丝用得比较多,某些进口器材须用英制螺丝。螺丝分粗牙螺丝和细牙螺丝,粗牙螺丝用得比较多。按螺纹旋转的方向,螺丝还有顺牙螺丝和倒牙螺丝之分,按顺时针方向旋进的是顺牙螺丝,按逆时针方向旋进的是倒牙螺丝,一般情况下用的都是顺牙螺丝。公、英制螺丝,顺牙、倒牙螺丝都有螺丝攻和板牙。
螺丝攻有“头攻”“贰攻”之分,“头攻”的端部开始几个切削刃比较平坦,利于攻丝开始时切入。“贰攻”的端部几牙则比较尖锐,使螺纹能攻得更深。
在攻丝前,先要用钻头钻一个和所攻螺丝相对应的孔。在模型制作中常用的粗牙螺丝攻丝时应钻的孔的直径见下表。
丝锥 孔径(毫米) 丝锥 孔径(毫米)
M2 1.6 M5 4.2
M2.5 2 M6 5
M3 2.4 M8 6.8
M4 3.3 M10 8.4
注:M是公制螺丝代号,M后面的数字是螺丝的直径,M2就是直径2毫米的螺丝。
为了减少攻丝时的阻力,攻8毫米以上螺丝时,可以将孔的直径放大0.1毫米。
攻丝时,将钻好孔的零件夹在台钳上,孔应该与台钳口垂直。把丝锥方尾端夹在丝锥扳手中(图3),将丝锥前端垂直放进孔内,按顺时针方向边旋转边向下用力。攻开头的几牙螺纹时较为困难,可能要攻好几次才能使螺丝攻切入,当初始的几牙螺纹攻出后,再往下攻就比较容易些了。只要转动丝锥扳手,丝锥就能顺着螺纹向下切削。要注意的是,攻丝时,始终要保持丝锥和孔的垂直,特别是开始的几牙,如果开始几牙歪了,以后就攻不直了。
由于攻丝削下的屑较多,旋下几牙后,要将丝锥倒退出来,清除掉切屑后再继续攻丝,特别是攻小直径螺纹和螺纹较深时更应如此。攻丝时加些机油润滑,切削时会省不少力。
需要提醒的是,模型中的螺纹孔一般都是小直径的,如M2、M2.5、M3等,攻丝时如用力不当,极易使丝锥折断,折断的丝锥要拿出来是很困难的,因此,攻丝时要特别小心,攻进和退出用力都要柔和,攻不下去时不要硬往下旋,将丝锥倒退出来清屑的次数要多一些。如果丝锥刃口钝了,会因切削力太大而容易折断,要适时调换新的丝锥。
套 扣
手工套扣时,圆板牙要放在专门的板牙扳手里(图4)。套扣的螺丝毛坯直径可比螺丝的实际直径略小一些,如螺丝直径为4毫米,毛坯直径可以是3.9毫米。螺丝毛坯的顶端应锉出一些锥形,以便板牙齿刃切入。套扣时,将螺丝毛坯垂直夹在台钳上,圆板牙要垂直于螺丝毛坯旋转切入,否则螺纹会越扳越歪。和攻丝一样,起初几牙螺纹的切削较为困难,当切削旋入几牙后,就能顺着螺纹往下切削了。套扣时也要加些机油润滑,以减少切削时的阻力。
3. 磨
用砂轮机砂轮磨削也是钳工的一项基本技术。砂轮机的转速很高,使用不当容易发生危险。为避免伤害事故,操作者应双脚前后站稳,身体要侧向面对砂轮,不允许戴纱手套操作。为了保护眼睛,使用砂轮时要戴上眼镜。磨削时,零件应放在砂轮的水平方向最大直径处(图5),若高于此水平面磨削,零件容易弹向人体;若低于水平面磨削,零件会被砂轮带向砂轮机底部,造成手的伤害和零件的损坏。模型零件有许多是很小的,不能用大砂轮机加工,这就要用到一种叫高速电动磨头的工具,这种磨头可安装各种形状的小砂轮(图6),把磨头拿在手上,可磨削许多用其他工具不容易加工的地方。
4. 凿
若要在薄铁皮上开一个小方孔,可在铁皮上画好线后,将铁皮平放在平整的铁板上用凿子凿出。有时要在薄铁皮或薄塑料板上开一个大圆孔或其他不规则的孔,我们可以先用钻头沿画线的内缘钻一排孔,再用凿子把孔与孔之间的连接部分凿开,最后用锉刀修整。这种用于模型制作的凿子很小,可用小的白钢车刀在砂轮上磨制而成,还可用断钢锯条磨制成更小的凿子。
5. 刮
模型中有些无法用锉刀等工具加工的地方,如安装轴承的轴承档内孔表面,内燃机机匣扫气道的内表面,连杆的内孔等,可以用三角刮刀刮削修整;用车床加工零件时,也可以用三角刮刀刮削旋转的零件内孔。
找一把用钝了的三角什锦锉,将其前端30~40毫米的尖头部分在砂轮上磨去锉齿,成为锋利的三棱刃刮刀。使用刮刀时要特别注意安全,刮削时,要使刮刀的三角刃口垂直于需刮削的零件表面,切不可像刀一样去削,否则不但削不下切屑,还容易造成伤害事故。三角刮刀还应该放置在妥当的地方,以免不小心划伤手或碰坏刃口。
6. 零件的夹持
台虎钳(桌虎钳)是用来夹持被加工零件的主要工具。模型零件一般比较精细,用台钳夹持零件时稍不注意,很容易将零件夹坏,因此,台钳夹持零件的方法是很讲究的。
夹持实心的、不易被夹扁的零件,可以找两块厚1毫米左右的铜皮,在台钳口上敲成直角,夹持零件时放在台钳口上以保护零件不被夹出印子(图7)。如果零件的两夹持面是已经加工好了的,为避免夹持时擦伤表面,可找两块木片垫在零件两边再夹。对于球形、圆柱形零件或形状不规则的零件,可将木块锯出缺口垫在零件两边再夹(图8)。薄片或空心这类无法用台钳夹持的零件,只能用其他办法夹持后加工,如用压板的方法(图9)。
猜你喜欢
装备制造技术(2020年11期)2021-01-26
装备制造技术(2020年11期)2021-01-26
制造技术与机床(2019年8期)2019-09-03
纤维复合材料(2018年1期)2018-12-07
汽车与驾驶维修(维修版)(2017年8期)2017-09-26
制造技术与机床(2015年10期)2015-04-09
金属加工(冷加工)(2015年16期)2015-02-20
机械工程师(2015年10期)2015-02-02
金属加工(冷加工)(2014年22期)2014-12-02
中国科技纵横(2014年15期)2014-09-02
