热紧固螺栓预设拉伸值与实际拉伸值关系及经验值研究
2015-07-28 06:11邓艳军
水电站机电技术 2015年8期
邓艳军
(湖南五凌电力工程有限公司,湖南 长沙 410004)
热紧固螺栓预设拉伸值与实际拉伸值关系及经验值研究
邓艳军
(湖南五凌电力工程有限公司,湖南 长沙 410004)
摘要:螺栓加热紧固法是普遍应用于大直径螺栓紧固的方法之一。在实际操作螺栓加热紧固的过程中,存在很难通过控制预设拉伸值来得到所需实际拉伸值的问题,通常需对螺栓进行反复加热,以调整其实际拉伸值至设计拉伸值。螺栓的反复加热造成了工期的延误及人力物力的损失。针对这一问题,以五凌电力近尾洲水电厂(灯泡贯流式机组)桨叶连接螺栓加热紧固为例,对热紧固螺栓的预设拉伸值与实际拉伸之间的关系、热紧固螺栓一次加热到位经验值的计算方法进行研究,为同类型热紧固螺栓提供高效率紧固的方法,以推进工期、减少人力物力的损失。
关键词:螺栓加热紧固法;预设拉伸值;实际拉伸值;热紧固螺栓;一次加热到位经验值
0 引言
螺栓加热紧固法是普遍应用于大直径螺栓紧固的方法之一,其工作原理是对螺栓进行加热处理,待螺栓加热伸长后拧紧螺母,其冷却过程将会发生因温度降低引起的螺栓冷收缩现象,由于螺栓与螺母之间相互挤压,故其螺栓冷却后不再回复至原长度,螺栓处于被拉伸状态,产生预紧力,螺栓被紧固,当该预紧力与设计预紧力差值在允许范围内,该螺栓紧固合格。在加热紧固过程中,螺栓实际拉伸值是检验螺栓是否紧固合格的直观依据,在实际操作螺栓加热紧固的过程中,通常需对螺栓进行反复加热,以调整其实际拉伸值至设计拉伸值,其过程所需工期长(近尾洲水电厂桨叶连接螺栓从加热紧固至完全冷却需近6 h),对人力物力损耗较大。文章针对这一问题,以五凌电力近尾洲水电厂(灯泡贯流式机组)桨叶连接螺栓加热紧固为例,对热紧固螺栓的设计拉伸值计算、拉伸值与玄长关系计算、加热紧固过程分析、热紧固螺栓的预设拉伸值与实际拉伸之间的关系、热紧固螺栓一次加热到位经验值的计算方法进行全面详细的研究推导,为同类型热紧固螺栓提供高效率紧固的方法,以推进工期、减少人力物力的损失。
1 近尾洲水电厂桨叶连接螺栓简介及加热紧固设计伸长值计算
1.1近尾洲水电厂桨叶连接螺栓简介
近尾洲水电厂水轮发电机组为灯泡贯流式机组,水轮机型号:VAMCE KR4/63,水轮机为卡普兰结构,直径为6.3m,每个转轮上呈90°方向安装有4片桨叶,每片桨叶使用6颗桨叶连接螺栓将桨叶紧固连接在转轮上,一个转轮上共有24个桨叶连接螺栓。桨叶连接螺栓型号为M90×3,螺纹长度为85mm,单个螺栓重量为23.8 kg,材质为50CrMo4V,加热温度为296℃,预紧力为1 952 kN。桨叶连接螺栓使用电加热法进行紧固及拆除,中间设计有一通孔,用于加热时放置电加热棒,其具体螺栓尺寸见图1。
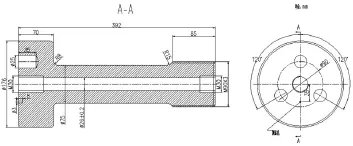
图1 桨叶连接螺栓图
1.2螺栓加热紧固设计伸长值计算
1.2.1螺栓设计伸长值计算公式
近尾洲水电厂桨叶连接螺栓采用电加热法使螺栓热拉伸,并通过伸长量控制预紧力。由于加热伸长螺栓的伸长量只和螺栓的应力有关,故预紧力0与设计伸长量△的计算公式为:

1.2.2螺纹的应力截面积计算公式




1.2.3近尾洲水电厂桨叶连接螺栓M90×3应力截面积计算

1.2.4近尾洲水电厂桨叶连接螺栓设计伸长值计算
考虑相关误差,可确定近尾洲水电厂桨叶连接螺栓设计拉伸值为:△=0.66±0.05mm
2 近尾洲水电厂桨叶连接螺栓拉伸值与外圆弦长值关系
为达到预期的加热目的(螺栓实际拉伸值为设计拉伸值),加热前采用直观易控制的转角法确定螺栓拉伸值所需的外圆弦长。外圆弦长值与螺栓拉伸值△的关系公式推算如下:
螺栓转角计算公式:

将角度转换为对应圆周上的弦长,公式为:

将公式(6)代入公式(7)得出公式:

弦长与伸长值关系如下表1所示。
表1 伸长值△与弦长值对应关系表(单位mm)
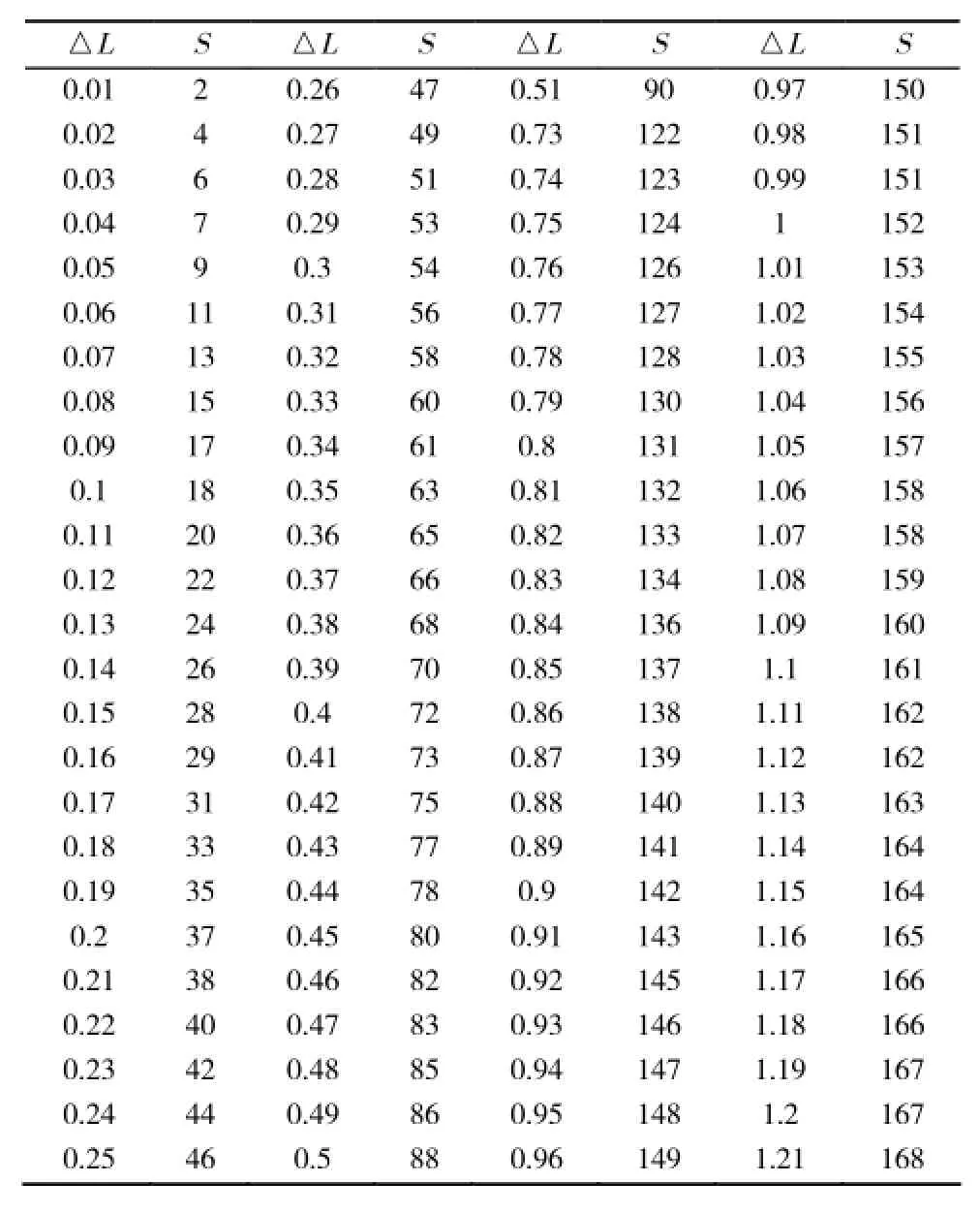
表1 伸长值△与弦长值对应关系表(单位mm)
△L S △L S △L S △L S 0.01 2 0.26 47 0.51 90 0.97 150 0.02 4 0.27 49 0.73 122 0.98 151 0.03 6 0.28 51 0.74 123 0.99 151 0.04 7 0.29 53 0.75 124 1 152 0.05 9 0.3 54 0.76 126 1.01 153 0.06 11 0.31 56 0.77 127 1.02 154 0.07 13 0.32 58 0.78 128 1.03 155 0.08 15 0.33 60 0.79 130 1.04 156 0.09 17 0.34 61 0.8 131 1.05 157 0.1 18 0.35 63 0.81 132 1.06 158 0.11 20 0.36 65 0.82 133 1.07 158 0.12 22 0.37 66 0.83 134 1.08 159 0.13 24 0.38 68 0.84 136 1.09 160 0.14 26 0.39 70 0.85 137 1.1 161 0.15 28 0.4 72 0.86 138 1.11 162 0.16 29 0.41 73 0.87 139 1.12 162 0.17 31 0.42 75 0.88 140 1.13 163 0.18 33 0.43 77 0.89 141 1.14 164 0.19 35 0.44 78 0.9 142 1.15 164 0.2 37 0.45 80 0.91 143 1.16 165 0.21 38 0.46 82 0.92 145 1.17 166 0.22 40 0.47 83 0.93 146 1.18 166 0.23 42 0.48 85 0.94 147 1.19 167 0.24 44 0.49 86 0.95 148 1.2 167 0.25 46 0.5 88 0.96 149 1.21 168
3 近尾洲水电厂桨叶连接螺栓加热膨胀、紧固、冷却过程分析
3.1近尾洲水电厂桨叶连接螺栓加热前与加热膨胀
完成后螺栓伸长量分析
桨叶连接螺栓加热前与桨叶紧密结合,加热过程中因温度变化引起螺栓拉伸,其过程示意图见下图2。
3.2螺栓加热紧固与冷却至常温后螺栓伸长量变化
分析
桨叶连接螺栓加热后对其进行紧固,紧固后螺栓温度逐步由高温(296℃左右)降为常温(20℃左右),期间因温度变化引起螺栓长度的减少,其过程示意图如图3。

图2 螺栓加热前与加热膨胀完成后伸长量变化示意图
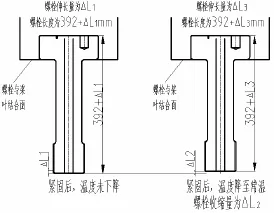
图3 螺栓加热紧固与冷却至常温后螺栓伸长量变化示意图

3.3近尾洲水电厂桨叶连接螺栓应力与应变分析
桨叶连接螺栓由温度变化(296℃左右变化为20℃左右)引起长度收缩,由于桨叶连接螺栓外螺纹与桨叶接力器拐臂内螺纹相互接触,故在桨叶连接螺栓内部将产生方向与收缩方向相同的拉应力1,桨叶连接螺栓外螺纹受到桨叶接力器拐臂内螺纹压应力2,如图4所示。
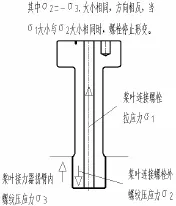
图4 桨叶连接螺栓冷却过程受力分析
4 热紧固螺栓预设伸长值与实际伸长值关系研究及一次加热到位经验值计算
4.1热紧固螺栓预设伸长值与实际伸长值关系公式研究


通过公式(10),可以得知当物体内两方向相反应力产生的应变相等时,其内应力为0,即不再发生形变,此时为最终冷却拉伸状态。因此ε1与△3大小相同,即:


将公式(12)(13)代入公式(11)得出

将公式(14)代入公式(9)得出加热螺栓预设伸长值与实际伸长值关系公式如下:

4.2热紧固螺栓预设伸长值与实际伸长值关系公式拓展
近尾洲水电厂桨叶转轮装配图桨叶部分如图5所示。在实际加热紧固过程中桨叶与桨叶枢轴结合面会存在间隙值X1,桨叶枢轴与桨叶接力器拐臂结合面存在间隙值X2;当X1、X2值少于0.03mm时,可忽略不计,应视为0。此时,热紧固螺栓预设伸长值与实际伸长值关系公式应为;

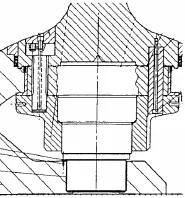
图5 近尾洲水电厂转轮装配图桨叶部分
5 结论
5.1热紧固螺栓预设伸长值与实际伸长值
热紧固螺栓预设伸长值与实际伸长值关系公式:

5.2近尾洲水电厂桨叶连接螺栓一次加热到位经验值
由于一次加热到位要求实际伸长量等于设计伸长量(0.66±0.05mm),选择△3=0.66mm,则一次加热到位经验值为△1=3△3=0.99mm,对应伸长值△2与弦长值对应关系表,得出预设弦长值为151mm。
5.3热紧固螺栓一次加热到位注意事项
(1)螺栓加热应对称加热;为防止加热过程螺栓咬死现象,应合理设计螺栓受热区域,加热工具应避免直接对螺纹进行加热,并在加热前在螺纹上涂抹螺纹防咬死剂;加热过程中螺栓加热温度不应高于螺栓发生热处理反应的最低温度,加热时间不宜过长或过短。
(3)该公式可作为螺栓加热后拉伸值调整的理论依据,一般情况下,由于螺栓已有拉伸值,螺栓与螺母间存在相应的预紧力,此时桨叶与桨叶枢轴结合面间隙值X1、桨叶枢轴与桨叶接力器拐臂结合面间隙值X2均小于0.03mm,视为0mm。
参考文献:
[1]袁喜庆.材料力学[M].武汉:武汉工业大学出版社,1999.
[2]成大光.机械设计手册[M].5版.北京:机械工业出版社,2010.
中图分类号:TK730.6
文献标识码:A
文章编号:1672-5387(2015)08-0077-04
DOI:10.13599/j.cnki.11-5130.2015.08.023
收稿日期:2015-05-04
作者简介:邓艳军(1986-),男,助理工程师,从事水电厂机械设备检修工作。