基于Beckhoff的PC兼容控制系统设计与实现
2015-07-18 11:44:46谭立杰程秀全
电子工业专用设备 2015年2期
谭立杰,程秀全
(中国电子科技集团第四十五研究所 北京100176)
基于Beckhoff的PC兼容控制系统设计与实现
谭立杰,程秀全
(中国电子科技集团第四十五研究所 北京100176)
针对激光划切机快速高效的工艺特点,设计基于倍福Beckhoff的PC兼容控制系统。通过高速EtherCAT现场总线技术,确保工作台的高动态性能,满足激光与工作台协同控制技术要求,研究可编程逻辑控制器PLC底层程序与VC顶层程序实现,与激光划切机整机软件相兼容,保证设备的可靠性和稳定性,提高设备的生产效率。
激光划切机;倍福;EtherCAT现场总线;可编程逻辑控制器
与传统的砂轮划片机相比,激光划切速度快、切缝窄、热影响区小、切缝垂直度好、切边光滑,其加工质量是无可替代的。军工领域主要用于生瓷基板、LTCC熟瓷基板和第三代半导体材料(SiC、 GaN)的划切,民用领域主要用于软/硬性PCB基板、FPD、LCD基板、白蓝光LED、太阳能电池板和陶瓷等材料的结构化成型、钻孔、划片和切割等微加工应用。加工灵活性高,同时加工材料的种类和形状几乎不受限制,因此激光划切成为世界公认的不可缺少的基础加工工艺,可以获得极高的尺寸精确度和最小的材料热变形,具有一流的划切效果,能获得前所未有的高效率、低成本和高精度。
Beckhoff基于PC的控制技术,通过Twin-CAT CNC运动控制软件及相关运动控制硬件,高速EtherCAT现场总线技术,确保高动态性能,能够把激光发生器的潜在能量最大程度地转换成速度和效率,适合用作激光划切设备的控制器。作为TwinCAT软件家族最顶层的TwinCAT CNC,向下兼容了TwinCAT PLC和TwinCAT NC PTP软件,同时为激光划切周边设备一并提供PLC和通用运动控制功能,比如上下料物流设备、步进电机脉冲发生模块等。因为Beckhoff基于PC控制特点和开放式架构,所以简化了主控设备的硬件配置,只需少量硬件,节省了成本和空间。
1 PC兼容的开放式控制系统
传统的控制系统硬件一般由可视化PC,PLC,NC/CNC模块,微处理系统组成,软件往往能兼容多个操作系统和多种编程语言,在硬件之间、软件之间配有接口,使用集中式配电柜供电。而PC兼容的开放式控制系统以PC为核心,应用现场总线技术,兼容所有标准化接口,以WindowsNT为操作系统,使用NC PTP、NCI、CNC、TwinCAT等软件,应用Windows标准软件包及VC、VC++、VB、Delphi等常用编程语言,配有分布式配电柜供电,如图1所示。PC控制仅需要四大组建:工业PC、现场总线IO、标准操作系统、实时控制软件,如图1所示。
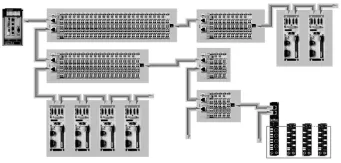
图1 PC兼容的开放式控制系统
TwinCAT NC PTP是Beckhoff公司的运动控制软件的名称,TwinCAT是“The Windows Control and Automation Technology”的缩写,即基于Windows操作系统的自动化控制技术,而NC PTP是“Numerical Control Point To Point”的缩写,NC (Numerical Control)意思是“运动控制”,NC PTP就是点对点的运动控制。NC周期是指NC Task SAF的周期,典型值为2 ms,最小可到50μs。当连接硬件运动轴时,以Beckhoff的伺服驱动器AX5000为例,位置环周期为125μs。在该任务中,TwinCAT NC完成位置、速度、加速度设定值生成和计算,并确定方向。
一个运动轴的控制,分为位置环,速度环和电流环。位置环,接受TwinCAT NC发出的“设定位置”,与实际位置比较,经过PID运算,输出“设定速度”给速度环。速度,接受位置环发出的“设定速度”,与实际速度比较,经过PID运算,输出“设定电流”给电流环。电流环,接受速度环发出的“设定电流”,与实际电流比较,经过PID运算,直接控制电机的电流,从而调节电机扭矩。如果位置环和TwinCAT NC采用外部编码器值作为实际位置,就称为全闭环控制。采用电机轴延伸端的编码器值作为反馈,即为半闭环控制。驱动器如果工作在位置模式,TwinCAT NC就只做位置曲线的规划,每个NC周期发目标位置到驱动器。NC周期必须是驱动器位置环周期的整数倍,驱动器接收到设定位置后,与当前位置比较,并依据NC周期与位置环周期的倍数进行线性或者非线性插值,将插值作为每个位置环周期的“设定位置”,图2为位置环、速度环、电流环的参数设置。
TwinCAT PLC的逻辑程序可以直接控制现场IO模块,但控制伺服驱动器时,需经过Twin-CAT NC中转。TwinCAT NC的作用在于执行PLC发出的运动控制指令,并翻译给不同类型的伺服轴。TwinCAT NC执行PLC的运动控制指令,就是做路径规划。PLC要求伺服轴以某个速度运动到某个绝对位置,NC接到这个指令后,计算出每个NC周期伺服轴应该到达的位置。Twin-CAT PLC、TwinCAT NC及电机外设的控制关系如图3所示。

图2 位置环、速度环、电流环
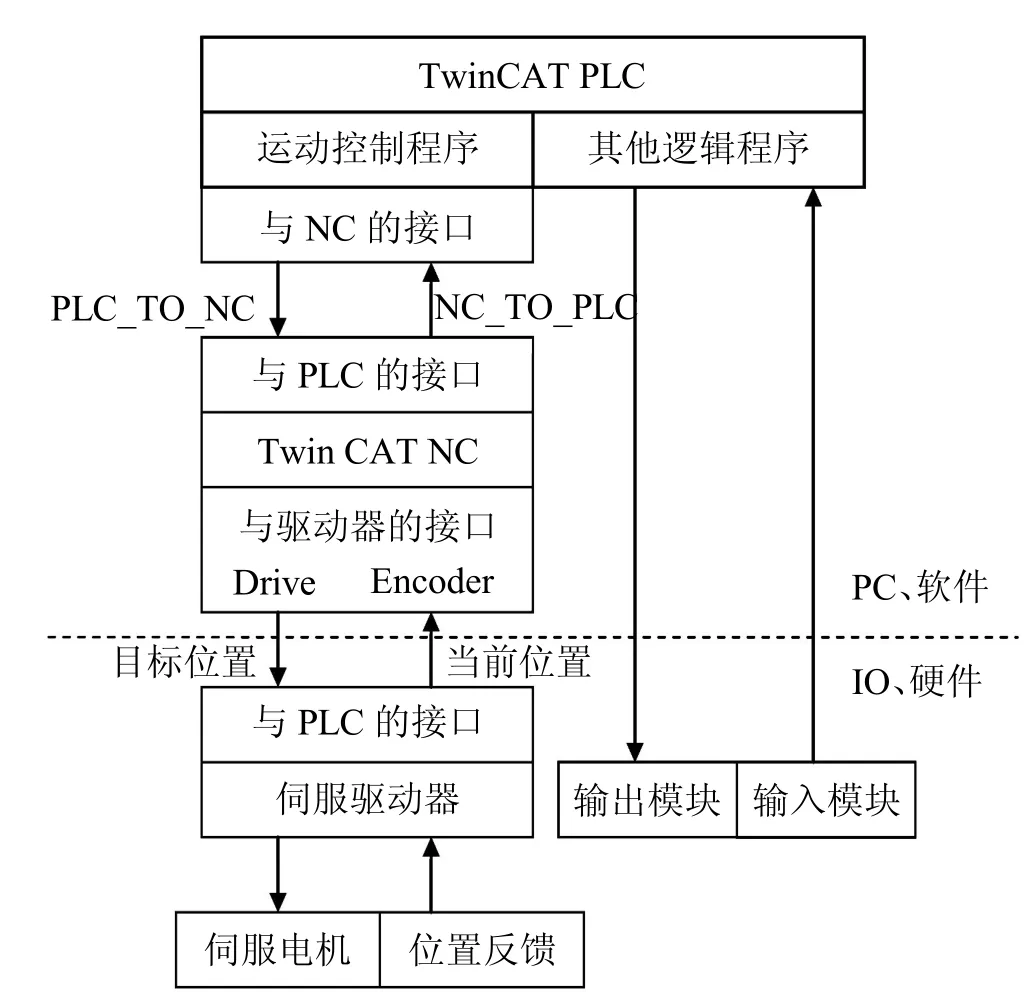
图3 TwinCAT PLC、TwinCAT NC及电机外设的控制关系
2 激光划切机PC控制系统设计
激光划切机的xyz工作台选用基于EtherCAT总线的伺服驱动器AX5000系列,xy选用直线电机,可以直接总线驱动,z向选用步进电机,需要脉冲发生模块和总线耦合器与EtherCAT总线连接。数字量输入输出模块与总线耦合模块组合从而对工作台限位传感器、塔灯、电磁阀、吸尘器、气压传感器等IO组件进行管理。
PC控制系统的硬件实现如图4所示。
3 软件实现
激光划切机设备控制系统采用TwinCAT NC PTP软件,PLC库为MC2,各运动语句的功能关系如图5所示。

图4 激光划切机PC控制系统硬件实现

图5 PLC各运动语句功能关系
3.1 编写PLC程序
利用Beckhoff TwinCAT自动化软件的PLC Control,编写逻辑控制程序,控制设备的初始化、运动、位置显示等。TwinCAT PLC支持IEC61131-3标准中的 5种编程语言:IL、LD、FBD、SFC和ST,参照Beckhoff公司的《TwinCAT PLC编程手册》或者 PLC OPEN组织的《IEC61131-3编程》中各种语言规范的说明,简单易学,易于程序的编写和调试。
另外PLC程序可以直接调用MC库函数,将各部分的功能写成独立的程序段,相同功能写成功能块,便于多次调用,同时也便于程序的移植。其变量可根据所对应的类型指定地址,也可由程序自动分配地址空间,如图6所示。

图6 程序功能块示例
3.2 在System Manager中导入PLC程序
如图7所示,左边的树形定位到PLC Configuration,单击Append PLC Project,打开选择文件对话框,选择编译生成的TPY文件,即可导入PLC文件。导入文件后就可以看到PLC程序中所有的Input和Output变量,然后定义PLC变量和硬件I/O点的映射关系,进行硬件的组态连接。
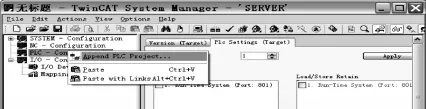
图7 TwinCAT System Manager软件
工控机利用TwinCAT软件实现系统的PLC控制,作为整个系统的控制核心。负责接收各个轴的状态信号及I/O信号,进行综合处理。
EtherCAT(Ethernet for Control and Automation Technology)总线是整个系统的桥梁,负责各种控制信号和反馈信号的传送。EtherCAT是与PC控制技术相匹配的通讯系统,Beckhoff开发的实时工业以太网解决方案,其特点是性能优越,操作简便。
3.3 上层程序VC++实现
软件编程的实现,在Windows平台下,使用VC++6.0作为开发工具。上位机程序应用于工控机上,通过硬实时的超高速以太网EtherCAT与TwinCAT的PLC程序进行通讯,利用变量与PLC程序中的参数相链接。完成菜单管理、文件管理、工艺编辑等功能。
Beckhoff公司提供了开发库,此库提供很多函数,用于VC++程序与ADS设备通讯,即与PLC程序通讯,来控制硬件系统完成各种功能。
写PLC变量函数:

从功能上划分,封装的函数可以分为运动控制类函数和I/O输入输出类函数。运动控制类函数首先要初始化运动系统,回零,然后程序运行,进行相对运动或绝对运动,完成各种工艺功能。而I/O输入输出类函数初始化IO端口后,一直工作在查询模式,监测I/O报警。程序运行流程图如图8所示。由于函数过多,具体实现程序在此不做详细介绍,只是选取几个重要的函数作一介绍。
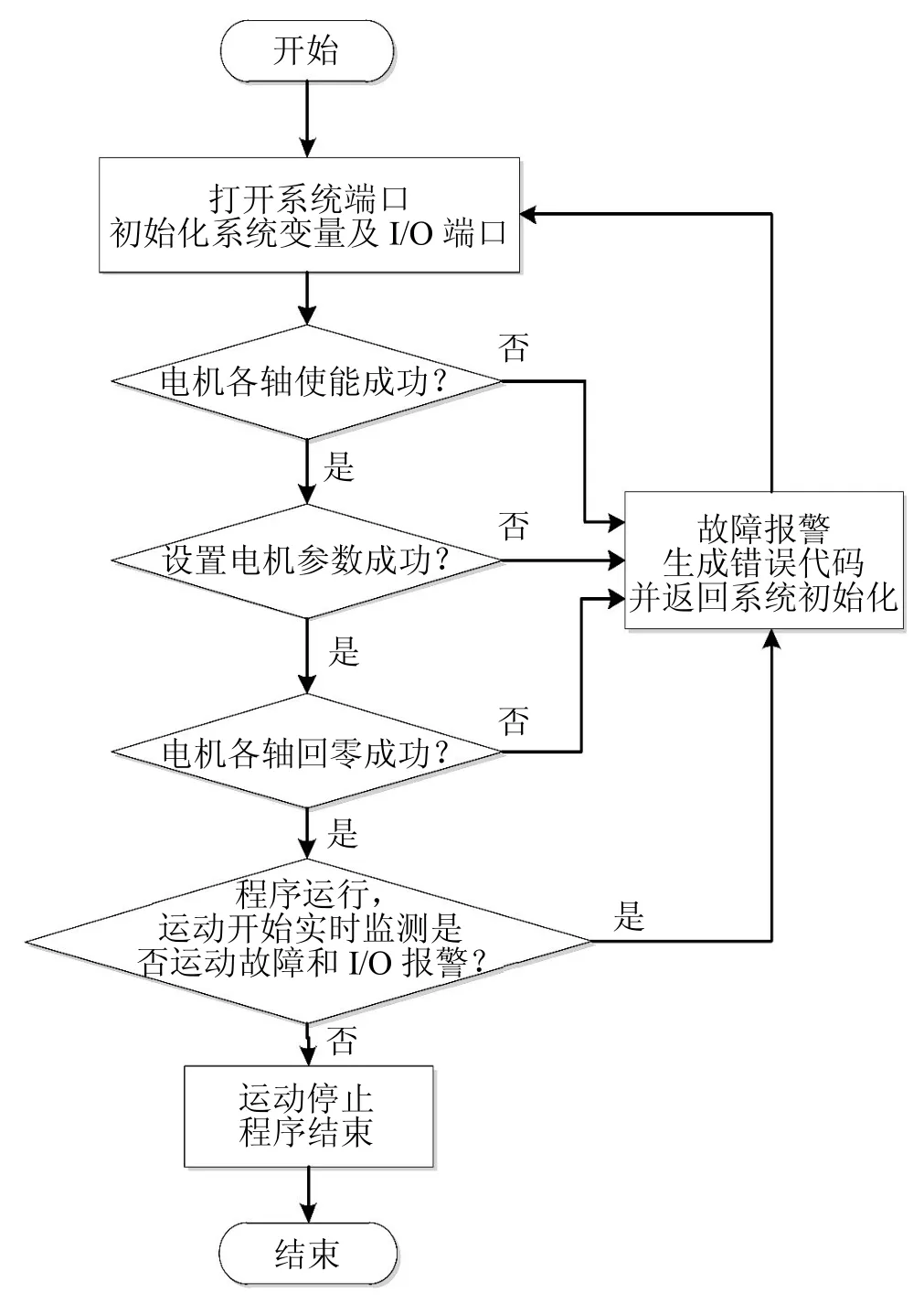
图8 程序运行流程图
运动系统初始化函数:

4 结束语
通过工艺实验考核,激光划切机的运动控制系统采用EtherCAT总线这种软PLC总线解决方案是可行而有效的,针对这种总线解决方案选择使用Beckhoff公司的运动控制卡和电机驱动器以及IO卡,然后利用其提供的底层类库封装适合自己的运动类库,不断优化软件设计思想、逻辑流程,以保证设备的可靠性和稳定性,提高设备的生产效率。
[1] 李银华,张万伟.基于倍福软PLC的多工位自动氩弧焊机[J].电焊机,2013,43(9):91-94.
[2] 郑士富,彭 铭.VC++与TwinCAT的混合编程研究[J].仪器仪表用户,2008,15(3):109-110.
[3] Beckhoff公司.TwinCAT PLC编程手册[Z].
PC Compatible Control System Design and Implementation Based on Beckhoff
TAN Lijie,CHENG Xiuquan
(The 45th Research Institute of CETC,Beijing 100176,China)
According to the technical characteristics of laser cutting system for fast and efficient,we have design PC Compatible Control System based on Beckhoff.Through the EtherCAT field bus technology,it has insured the workbench of high dynamic performance,and meet the laser and workbench cooperative control technology requirements,study of PLC bottom program and VC top program,it is compatible with the laser cutting system software,ensure equipment reliability and stability,improve the equipment production efficiency.
Laser cutting system;Beckhoff;EtherCAT field bus;Programmable logic controller
TN305.1
B
1004-4507(2015)02-0015-06
2015-01-20
猜你喜欢
电力系统自动化(2021年9期)2021-05-07 03:49:14
石材(2020年7期)2020-08-24 08:28:04
电脑爱好者(2020年6期)2020-05-26 09:27:33
测控技术(2018年6期)2018-11-25 09:50:12
测控技术(2018年8期)2018-11-25 07:42:08
光学精密工程(2016年5期)2016-11-07 09:06:04
电网与清洁能源(2015年5期)2015-12-29 11:52:44
四川电力技术(2015年5期)2015-12-19 11:04:52
上海电机学院学报(2015年3期)2015-02-28 14:29:52
电子设计工程(2015年8期)2015-02-27 12:05:26