
基于LTCC的激光加工精度提高研究
2015-07-18 11:44程秀全谭立杰张金环刘红英
电子工业专用设备 2015年3期
程秀全,谭立杰,张金环,刘红英
(中国电子科技集团第四十五研究所,北京101601)
基于LTCC的激光加工精度提高研究
程秀全,谭立杰,张金环,刘红英
(中国电子科技集团第四十五研究所,北京101601)
介绍了一种加工LTCC的激光划切机,由于客户对打孔精度要求的提升而作出改进。应用QC活动知识对影响加工精度的原因进行分析,并为提高激光划切加工精度提出一些方法与措施。
激光加工;划切设备;加工精度
激光精密划切技术和设备的研究与应用逐渐成为精密加工领域的一个新的研究方向,尤其对于一些高硬度、高脆性材料,激光加工比其它传统加工方法效果更好[1]。
微电子技术和封装工艺的发展使超大规模集成电路的密度越来越高,而高密度低温共烧陶瓷(Low-temperature cofired ceramics,LTCC)基板的制作依赖于基板内部导体的精细互连技术。为了满足LTCC多层基板高密度互连的工艺要求,必须使基板微通孔的直径及导线线宽缩小到100μm以下[2]。
对于任意形状图形切割和微孔 (<100μm)加工,传统加工方式很难完成。但是激光具有高精度、高速度、高效率、无接触损伤等特点,而且激光能量可以控制,加工线条非常精细,可以加工任意形状,因此激光加工技术能够很好地解决这些问题。因此选用激光划切机作为LTCC生瓷片的一种加工方式。
本文主要阐述了一种全自动的激光划切机对LTCC生瓷片的加工方式中打孔精度产生偏差的原因和详细分析,并对加工精度的提高方法进行了研究。
1 研究背景
1.1 激光划切机的加工方式
本文涉及的是中国电子科技集团公司第四十五研究所研制的一种新型全自动激光划切机,设备采用自动上下料方式,激光加工采用二维扫描振镜与二维工作台相结合的方式,该方式使激光加工更快速、更精准。
该设备是一种针对框式堆叠放置物料进行加工的新型全自动激光加工设备,很大程度上降低了人工劳动强度,提高了生产效率,同时,加工方式多样,产品适应性广,用户只需输入图形数据文件,设备便可自动完成加工[3]。
其工作流程如图1所示。
1.2 激光划切机打孔加工精度的评判标准
激光划切机打孔加工精度主要从“孔直径、孔圆度、孔位置(x、y轴)”3个方面的精度进行判定,如图2所示。根据实验统计数据,设备孔直径、孔圆度整体能力良好。
随着科技的发展,客户对激光划切机打孔加工精度的要求也是越来越高。以前设备精度是否达标的评判标准是误差是否超上下限,设备精度为±0.015㎜。客户为了提高成品率,开始对生产线做过程能力控制,要求设备工艺过程能力都要达到4σ以上。
过程能力是指生产过程在一定时间内处于统计控制状态下制造产品的质量特性值的经济波动幅度。它又叫做加工精度。当生产过程处于控制状态时,在μ±3σ范围内产品占了整个产品的99.73%,即几乎包括了所有的产品,因此用6σ来描述是比较全面的。一般取B=6σ,这里B为过程能力,即加工精度。过程能力是描述加工过程客观存在着分散的一个参数。此外还要引进另一个参数来反映过程能力满足产品质量标准(规范、公差等)的程度。这个参数就叫做过程能力指数,一般记为Cp[4]。
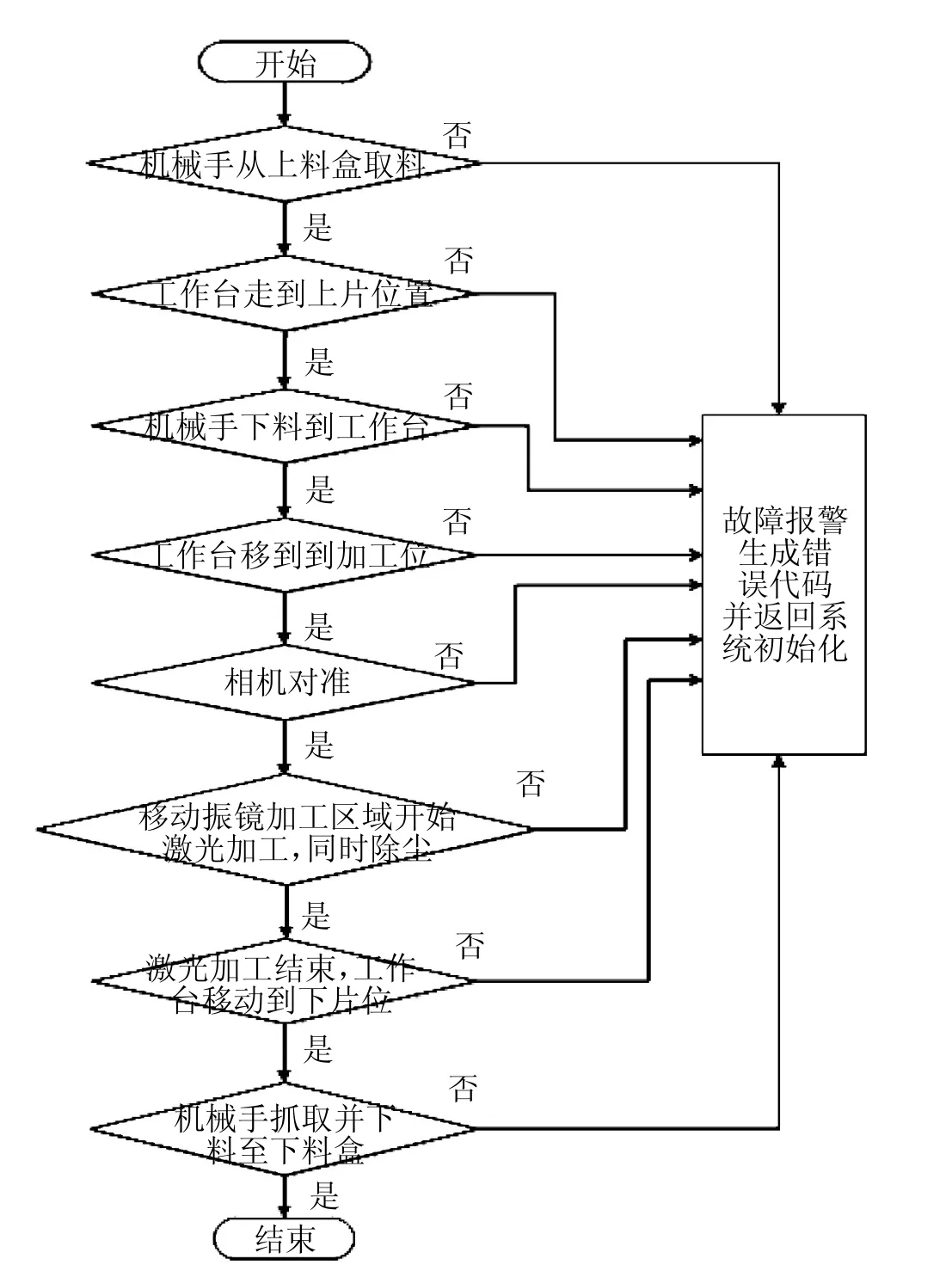
图1 激光划切机的工作流程

图2 孔加工精度评判标准示意图
4σ,即Cp>1.33的工艺过程能力,为较为严格的要求,尤其相比传统的考虑是否超上下限的评判标准要苛刻许多,需要从设备的初期设计到最终调试始终与工艺紧密结合才能够实现。
根据客户之前返回的实验数据,孔位置加工精度误差虽然基本控制在了±15μm以内,但是没有达到客户要求的±0.015㎜,Cp>1.33的控制要求。
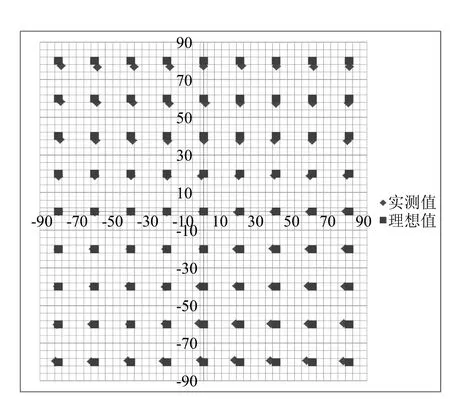
图3 孔位置误差分析方法示意图
1.3 新的孔位置精度偏差分析方法
由于LTCC生瓷片尺寸较大,近200 mm× 200 mm,但是加工孔的误差在几微米到几十微米,一般情况下很难做到对整个幅面的的误差情况做全面直观的观察。
本文引入了一种分析方法,可以做到对整个幅面内的孔位置精度偏差都有很直观的体现,方便我们分析原因,以及观察改进方法实施后的效果。
首先使用标准测试片进行激光加工,标准测试片的图形为9×9的孔阵列,间距为20 mm,一次测试1片,所有点进行测试,得到所有孔的位置坐标。然后将孔位置的理想值画成小方块,而将测试点的误差值放大200倍,做成小菱形,画到同一张图上,如图3所示。
如果孔位置精度非常好,则方块和菱形可以全部重合;否则某个方向的位置精度有偏差,菱形的尖角则会伸到方块的外面。这样可以直观的看到每个点的误差大小以及整个片子误差的误差趋势。
2 加工精度降低的原因分析
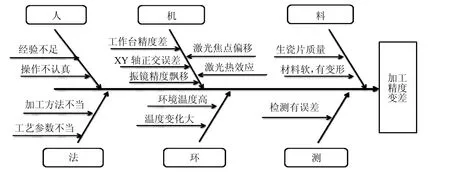
图4 加工精度降低的原因
影响激光加工精度的原因一般产生于人、机、料、法、环、测等工艺环节。其加工精度降低产生的原因分析如图4所示。影响激光划切机打孔精度的主要原因分析:(1)材料软,易变形。LTCC生瓷片是相对较软的材料,因此加工时需要放到平整的真空吸附台上,利用真空吸附使LTCC生瓷片吸平,进行激光加工。而客户从加工工艺和性价比考虑,一般会选用蜂窝板作为真空吸附台。但是蜂窝板是耗材,使用过程中会有损耗,会降低蜂窝板的平面度,同时真空台吸附力不均匀也会引起生瓷片不规则变形,这样激光的焦点高低不平,影响打孔加工精度。
(2)工作台精度不理想。工作台在长时间满负荷工作的情况下,机械铸件会产生微小的形变,累计会影响工作台精度。如果工作台精度不理想,运动不到位,激光加工位置不对,影响打孔加工精度。
(3)振镜精度飘移。振镜是激光划切机的重要部分,它能使激光按任意方向偏转,完成圆孔的加工。振镜在使用过程中会发热,但是振镜的位置精度会因为热效应发生飘移。长时间不进行振镜校正,振镜精度变差,每个振镜块内的精度都会变差,达不到误差标准,影响最终的打孔加工精度。
3 改进方法和措施
3.1 工作台优化设计,改进工作台精度
为减小划切槽间距位置漂移,应保证工作台移动具有位移检测与补偿功能,实现工作台步进位移的自动检测与自动补偿控制。工作台步进位移的自动检测与补偿可通过光栅尺精度控制实现[5]。
同时对工作台精度进行重复精度检测,利用激光干涉仪单步测量的方式进行单轴精度测试,利用光刻玻璃板对工作台进行全幅面的二维精度检测。利用软件方法对工作台的固定精度误差进行补偿,减小因为工作台精度对打孔加工精度的影响,从而提高打孔加工精度。
3.2 提高振镜校正频率
提高振镜校正频率,可以有效减小热效应引起的振镜精度飘移对激光加工的影响,使振镜精度飘移在可接受的范围之内,保持振镜精度的稳定性,减小对打孔加工精度误差的影响。
3.3 补偿因材料变形引起的固定误差
利用1.3新引进的分析方法进行观察发现,因LTCC生瓷片的不规则变形引起的打孔数据的加工精度误差相对固定,可以利用软件方法固定误差进行补偿,减小因为LTCC生瓷片变形对打孔加工精度的影响,从而提高打孔加工精度。
4 实验结果
措施实施后,抽取50片正式LTCC生瓷片进行激光加工,并对实验结果数据进行统计,需要统计所选测试孔的x向和y向的位置精度误差,部分数据统计如表1所示。利用实验所得大量数据,利用过程能力分析软件,可以根据统计数据绘制统计点的分布图,孔位置坐标误差分布及直方图,计算出设备的Cp等过程能力指数。如图5和图6所示。
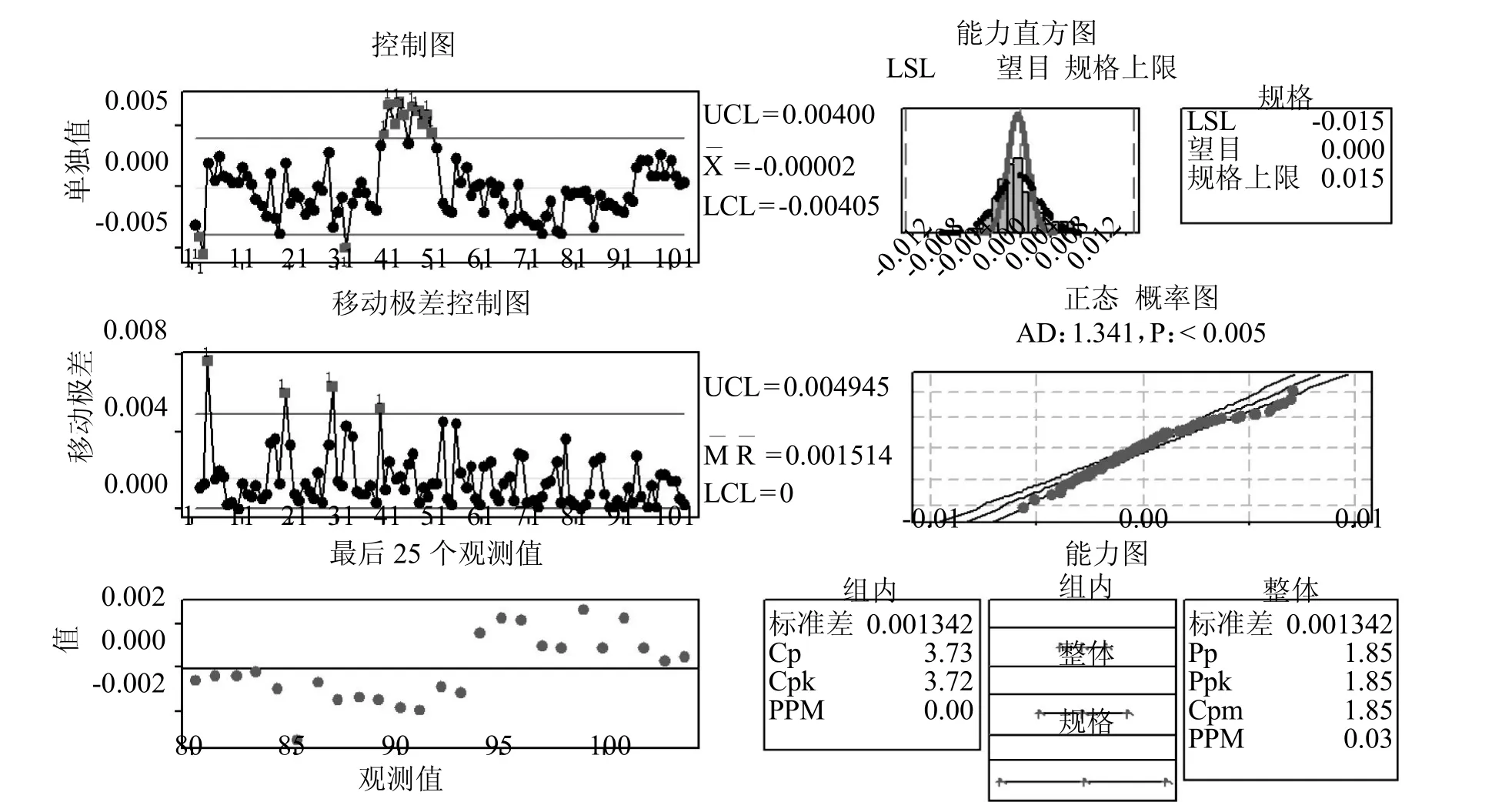
图4 孔坐标x向偏差大小比较过程能力分析图

图6 实验前后孔位置精度误差大小直方图对比
表1 测试孔的xy精度误差实验结果统计(节选)
从实验前后的孔位置精度误差直方图对比可以观察到,采取改进措施之后,误差分布理想,激光划切设备的打孔精度得到了显著的提高。同时设备的Cp提升至1.42,即达到了4σ,达到预期设定目标,加工精度与德国进口设备LPKF公司的相应激光加工机型相当。
5 结论
通过对影响激光划切加工精度的原因进行分析,提出了一些改进激光划切打孔加工精度的措施及提高激光划切打孔加工精度的方法,提高了设备稳定性。本方法和措施对改进激光划切设备性能和改善激光划切工艺现状具有重要意义。已成功地应用于我所的激光划切机设备产业化研究,也可推广到其它相适应的设备性能改进和工艺研究。
[1] 韩微微,张孝其.半导体封装领域的晶圆激光划片概述[J].电子工业专用设备,2010,39(12):39-43.
[2] 徐志春,成立,李俊等.低温共烧陶瓷多层基板精细互连技术[J].半导体技术,2007,32(7):629-633.
[3] 赵志伟,刘婷婷,刘红英等.一种新型全自动激光划切机[J].电子工业专用设备,2012,41(10):52-55.
[4] 邢文英.QC小组基础教材[M].北京:中国社会出版社,2008.
[5] 刘红英,杨松涛.提高紫外激光划切质量的方法与措施[J].电子工业专用设备,2013,42(10):1-5.
Research on Improving Precision of Laser Processing Based on LTCC
CHENG Xiuquan,TAN Lijie,ZHANG Jinhuan,LIU Hongying
(The 45thResearch Institute of CETC,Beijing 10160l,China)
The article introduces a sort of laser dicing machine used to dicing LTCC.This machine needs to improve on because of the advance of client's require to dicing precision.In this paper,the knowledge of quality control is used to analyze the causes of dicing precision resulted by 1aser processing,and also provide several methods and measures on improving dicing precision for laser processing.
Laser dicing;Dicing equipment;Dicing Precision
TN305.1
B
1004-4507(2015)03-0035-05
程秀全(1987-),男,山东省潍坊市人,毕业于西安电子科技大学计算机技术专业,硕士研究生,现就职于中国电子科技集团公司第四十五研究所,从事激光加工技术与设备的研究工作。
2015-01-20
猜你喜欢
宝藏(2021年12期)2022-01-15
水力发电(2021年1期)2021-04-14
石材(2020年7期)2020-08-24
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
冶金动力(2018年11期)2018-10-23
客家文博(2018年3期)2018-08-21
制造技术与机床(2017年8期)2017-11-27
诗林(2016年5期)2016-10-25
小说月刊(2016年9期)2016-09-14
