金属橡胶构件电参数模型建立
2015-07-18 12:05杨凤彪孙世宇白鸿柏
河北工业大学学报 2015年6期
杨凤彪,孙世宇,白鸿柏
(军械工程学院车辆与电气工程系,河北石家庄 050003)
金属橡胶构件电参数模型建立
杨凤彪,孙世宇,白鸿柏
(军械工程学院车辆与电气工程系,河北石家庄 050003)
针对金属橡胶在成型方向可承受较大载荷,在非成型方向承载能力低的问题,研制了基于数字控制的高能电脉冲烧结控制设备,实现了金属橡胶烧结过程的自动控制及数据采集.利用烧结控制设备对某种规格金属橡胶进行了烧结试验,并对烧结试验电流波形进行分析,构建放电电流的数学表述,进而确立了金属橡胶的电参数模型.该电参数模型指出金属橡胶脉冲电流烧结过程中电感量决定了烧结过程中能量转换与电流波形,是不能忽略的重要参数.建立的金属橡胶电参数模型对不同规格金属橡胶的烧结过程都具有一定的指导意义.
金属橡胶;电脉冲;烧结;电参数模型
金属橡胶材料在工程应用中常面临非常恶劣的工作环境,同时受到几个方向上的载荷,这对其拉伸、剪切等机械性能指标提出了很高的要求.一般来讲,压力成型方向能够承受的载荷很大,而在压力成型方向的反方向(拉伸方向)上的承载能力却很低,其它方向上的承载能力介于二者之间[1].这一特点反应在力学性质上就是:金属橡胶材料的拉伸强度和剪切强度远小于其成型方向上的压缩强度.金属橡胶材料的各向异性使其在受到几个方向上的综合载荷时,在压力成型方向以外的方向上(尤其在压力成型方向的反方向上)很容易发生塑性变形,最终导致撕裂破坏,这便使其应用范围受到了很大的限制.采用高能电脉冲对金属橡胶进行放电烧结,使金属橡胶内部金属丝螺旋卷接触点处出现熔焊,而其它部位不发生形变,从而提高其各个方向上的力学性能,是目前业界越来越关注的重点.对金属橡胶电脉冲烧结的关键在于烧结设备的研制与金属橡胶模型的建立.烧结设备要能够在短时间内产生几千安培的脉冲电流,且烧结时间可控[2-5].当电流通过金属橡胶时,金属橡胶内部必然存在电磁现象,金属丝之间会有电动力产生[6],且对金属的凝固、电致朔性、非晶结构变化等都有影响[7].金属橡胶模型的建立是进行烧结的依据,目前科研人员进行了大量试验与测试,建立了基于动力学的各种分析方法与模型[8-12],但进行金属橡胶烧结时,主要是依据金属丝接触电阻发热熔焊,使接触点熔接,金属橡胶受热时会出现热膨胀现象[13],对其内部接触会有影响,因此对金属橡胶进行烧结时,必须进行电学分析,建立电参数模型.
1 脉冲电流烧结系统设计
1.1 硬件系统设计
金属橡胶通过电脉冲放电提高机械性能的实质是,在放电电流的作用下,金属橡胶材料内部的螺旋巻线匝间形成局部烧结点.这是因为金属橡胶材料在受到载荷作用时,由于螺旋卷线匝之间的摩擦、滑移、挤压和变形耗散大量的能量而起到大阻尼粘弹性材料的作用,所以在烧结完成后必须保证线匝之间的相对运动,否则金属橡胶材料将起不到大阻尼粘弹性材料的作用,就失去了金属橡胶应用的基础,从而烧结也就失去了任何意义.
电脉冲烧结控制系统原理如图1所示,包括测控模块、电容充电控制模块、电容放电控制模块、电容组、伺服电机加压模块等组成.
电容充电控制模块由充电控制电路、电压传感器组成.充电控制电路将输入逆变、滤波后输出可调直流电压,向电容组进行恒流充电.充电控制模块采用PWM控制技术,使充电电流维持在10 A,充电最高电压可达250V.充电过程中,由连接在电容2端的电压传感器将电压信号输送至测控模块.
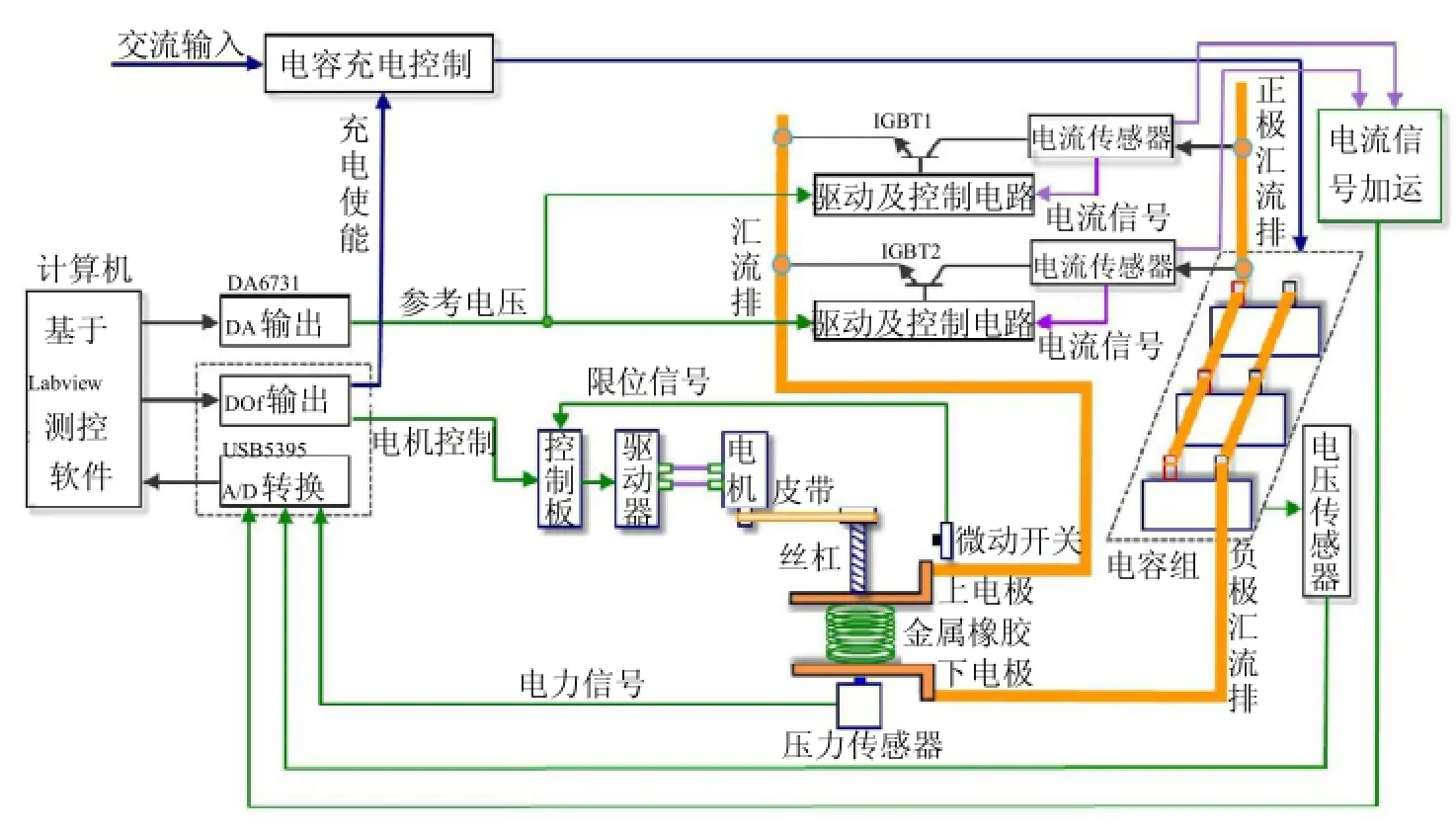
图1 电脉冲烧结控制系统原理框图Fig.1 Functionalblockdiagramofcontrolsystemforcurrentpulsesinter
电容组由10只1F/300V大容量电容器并联组成,图1中以3只并联示意,其正极用紫铜排连接后分别与放电控制模块的5个放电支路连接,各个放电支路的输出端经紫铜排汇流后与伺服电机加压模块中的上电极相连.电容器的负极用紫铜排连接后与伺服电机加压模块中的下电极相连,形成1个完整的放电回路.
电容放电控制模块有5条并联支路组成,图1中以2条支路示意.每条支路包括电流传感器、IGBT、驱动及控制电路等,电流传感器用于检测电容放电电流,IGBT控制放电支路的通断,驱动及控制电路控制放电电流的大小,每条支路放电电流可达600A.该放电模块受测控模块输出的同一个参考电压信号控制,当参考电压为地电平时,每1路放电支路中的IGBT都不导通,电容组不能放电;当参考电压不为0时,该信号与电流传感器输出信号进行比较,使IGBT工作在PWM模式,各个支路以参考电压设定的电流值进行放电.由于参考电压为同1个信号,因此各个支路的放电电流是相等的.为了对放电的总电流进行采集,对各个电流电感器的输出信号进行加运算后送至测控模块.
测控模块由基于Labview的测控软件、D/A板卡(NI公司DA6731)和数据采集模块(阿尔泰公司USB5935)组成.DA6731向电容放电控制模块输出1路电压信号,其作用有2个方面:1)作为电容放电电流的参考电压,参考电压的高低决定放电电流的大小;2)作为电容放电的使能信号,当参考电压为地电平时,电容放电控制模块中的IGBT不导通,电容放电回路断开.USB5395的DO(数字输出)模块向电容充电控制模块输出1路控制信号,其电平的高低决定电容组是否被充电;向伺服电机加压模块输出2路控制信号,控制电机正转、反转.USB5395的A/D转换模块对压力传感器、电容电压传感器、放电电流传感器的输出信号采集,根据采样值进行相应控制.
伺服电机加压模块由控制电路板、伺服驱动器、交流伺服电动机、传动皮带、丝杠、上下电极、压力传感器、微动开关等组成.控制板根据测控模块的给定信号,向伺服驱动器输出控制信号,控制电动机的正反转,电机的转轴通过皮带、丝杠带动上电极上下移动,下电极位置固定.当上电极向上运动触动微动开关时,微动开关的常开触头闭合,当控制板检测到该闭合信号后使电动机停止运行,达到上限位;当上电极向下运行,与下电极共同挤压金属橡胶时,压力传感器输出压力值,并经测控模块进行采集,达到设定的压力值时,电动机停止运行.
1.2 软件系统设计
电脉冲烧结控制系统软件基于Labview2012编制,实现参数设置、数据采集计算、放电电压和电流波形的显示,操作流程如图2所示.
首先在测控模块中对放电电流、压力载荷、电容组充电电压、放电时间等参数进行设定,完成后判断上电极是否处于上限位,如果未达到上限位,则控制伺服电机运转,使上电极向上运行至上限位,使上下电极之间的空间距离达到需要的高度,方便金属橡胶工件的放置.安放好金属橡胶工件后,在测控模块的控制下,伺服电机带动上电极向下运行,由于下电极的位置固定,上电极与金属橡胶工件充分接触后,使金属橡胶在上下电极的挤压下产生压力载荷,期间测控模块对压力传感器的输出信号进行实时采集,当压力值达到设定的载荷值时,上电极停止运行.充电控制模块对电容组进行充电,当达到设定的充电电压值时,停止充电,充电期间金属橡胶工件内部金属螺旋卷之间达到动力学稳定.在测控模块的控制下,通过开通各放电支路的IGBT,对金属橡胶原件进行电脉冲烧结,脉冲幅度由放电电流设定值控制,脉冲宽度由放电时间决定,电容放电至设定时间后,关断各支路IGBT,完成1个工作循环.
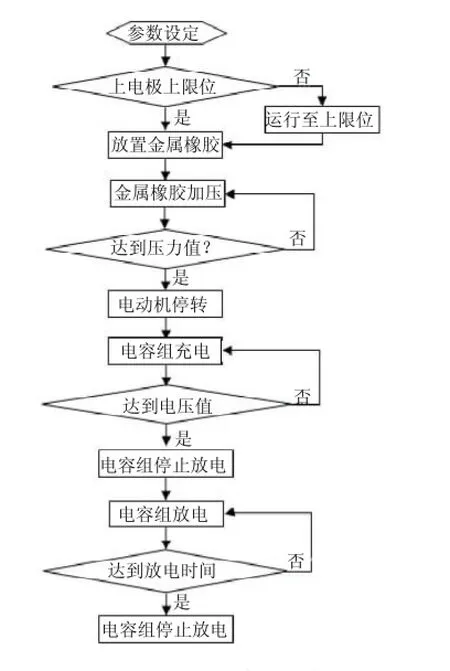
图2 电脉冲烧结控制系统操作流程Fig.2 Operationprocessofcontrolsystemfor currentpulsesinter
2 金属橡胶电参数模型建立
金属橡胶材料内部是细金属丝线螺旋匝相互交错勾连形成空间网状结构,从电学角度考虑,其宏观模型应为电阻、电感和电容的组合.由于金属橡胶内部螺旋线匝之间相互勾连形成通路,因此其电容效应可以忽略不计.关于金属橡胶在不同压力载荷下所具有的电阻特性在文献[1]中进行了详细论述,但金属橡胶是用金属丝螺旋卷制备而成的,其内部必然存在金属丝螺旋卷形成的电感,电感的存在必然影响脉冲电流的波形,此外,在关断放电通路时也会产生较大的反电势,因此在烧结过程中只考虑金属橡胶的电阻特性是不完善的.
由于无法建立金属橡胶内部结构的数学模型,故无法通过理论计算的方法对其电阻和电感进行研究,此外,金属橡胶元件金属丝互相导通连接,无法确定其直接的测试点,只能试图通过实验对其电阻、电感的特性进行研究.
根据图1可知,对金属橡胶进行放电烧结的电路拓扑结构应为RLC串联二阶电路,其中R、L和C为放电回路的总电阻、电感和电容值,其中由于储能电容的值较大(10F),因此线路中的杂散电容可以忽略.在储能电容充电到85V、电流传感器传输比300mV/20A、放电时间为600ms、对金属橡胶施加50N的压力、不限制电流大小时放电电流波形如图3所示,图3中放电电流曲线分为2个阶段,第1段为烧结段,电容储能主要在本阶段释放;第2段为关闭放电回路中的IGBT很短时间后,再重新导通的波形.之所以采用电流分段烧结的方式,是为了防止在第1阶段中形成的烧结点进一步熔焊成大的熔块,需要对烧结点进行短时间的冷却.假设金属橡胶元件在一定的压力条件下,其电阻R、电感量L为恒定值,根据电路分析基础理论[14]可知,储能电容电压表达式为
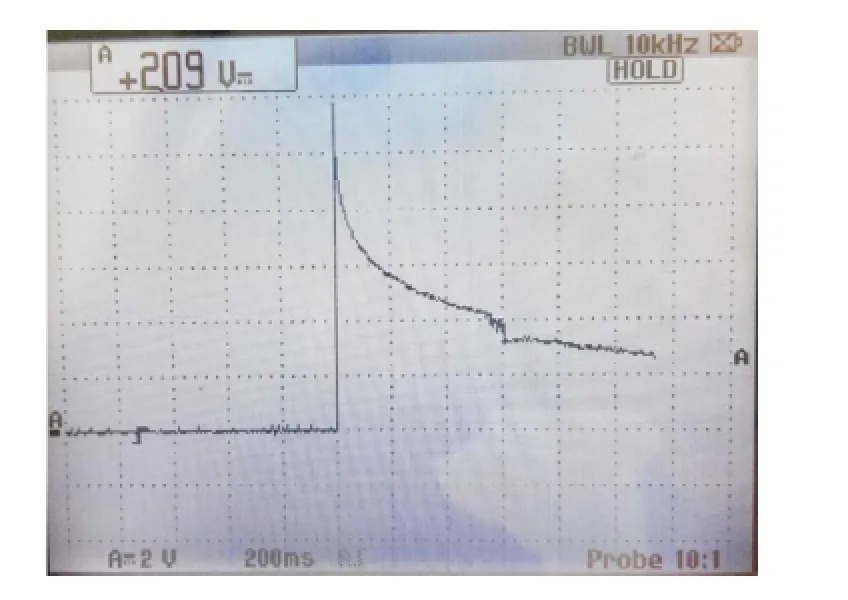
图3 金属橡胶烧结电流波形Fig.3 ThecurrentwaveformofMRsintered

根据微分方程理论可知,式(1)的解答形式视特征根的性质而定,式(1)的特征方程为

根据图3放电电流波形可知,电容放电电流即烧结电流为非振荡波形,为过阻尼情况,此时必然有R2>4L/C,即式(3)的值S1,2为不相等的负实数,方程(1)的解可表示为

根据电容电压、电流的伏安特性可知,电容电流即金属橡胶的烧结电流为

将式(4)带入式(5),并考虑初值条件可得到电流表达式

根据图3所示波形取4个特殊点,取波形中0ms、120ms、240ms和360ms对应的电流值,分别为786.67A、410.67 A、346.67A和309.33A,根据式(6)建立微分方程组
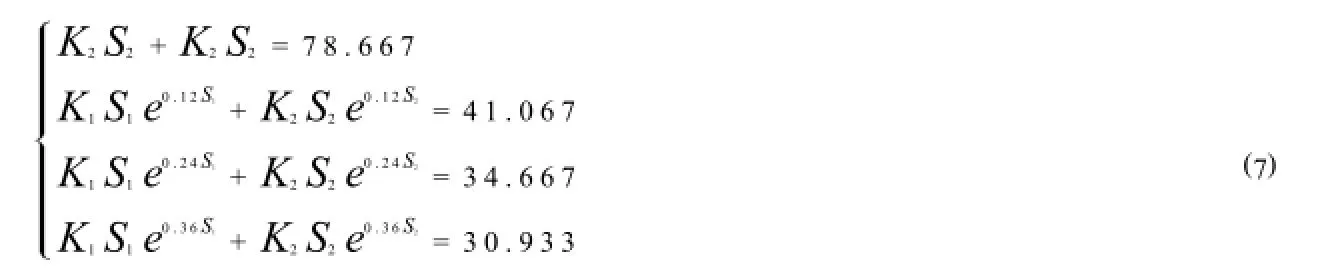

分析这2组解及式(6)的结构可知,这2组解其实为式(6)及方程组(8)的相同解.经过计算得
S1=0.9069943577,S2=21.76307277,K2=47.2523,K2=1.6454.将上述结果带入公式(6),得烧结电流表达式:ic=428.576e0.9069943577t+358.094e21.76307277t
将S1,S2的值带入式(3)得


在冲击大电流设备中,当存能电容器确定以后,电感量大小是决定最大冲击电流及冲击电流最大上升时间的关键.在Matlab/Simulink中建立RLC放电电路仿真模型,储能电容值设定为10F(初始电压设为85V),电阻值设定为115m,而电感量分别设定为2.5 mH、5 mH和10 mH时对应的放电电流曲线如图4中1、2、3(自上而下)所示.如图4可见,电感量越大,最大电流上升时间越长,最大电流越小,若对放电脉冲宽度控制不合理,烧结能量把控不精准,会造成欠流或过流烧结,金属丝出现不熔或熔断现象.因此,对金属橡胶进行脉冲电流烧结时,如果仅考虑电阻的热效应而忽略电感的储能和延时作用,将很难获得满意烧结效果.
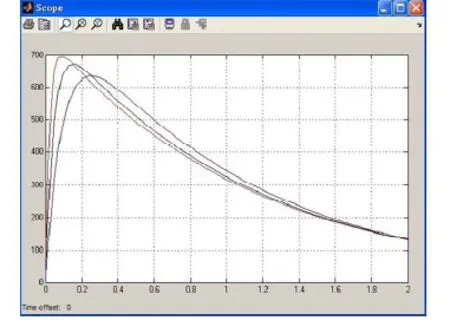
图4 电感量不同时放电电流曲线Fig.4 Thecurrentwaveformindifferentinductancevalue
3 结束语
金属橡胶以其优异的机械性能在各个领域应用越来越广泛,同时对金属橡胶的应用环境也提出了更加苛刻的要求,为了满足不同的应用条件,需要对金属橡胶的编织方法和制备工艺进行改进,高能大电流脉冲烧结无疑是一种合理、有效的技术途径.虽然金属橡胶的形状、编织、叠压方式不同,但其制备原理是一致的,都是采用一定丝径的金属丝螺旋卷进行缠绕压制成型的,从金属橡胶构件整体来看,其电阻、电感串联的特性是一致的.文中以某种型号金属橡胶在一定压力、电压下进行脉冲电流烧结,所得出的结论对金属橡胶进行电脉冲烧结是具有一定指导意义的.
[1]侯军芳,刘振广,白鸿柏,等.基于电脉冲放电烧结工艺的金属橡胶材料电阻特性试验研究[J].机械科学与技术,2006,25(6):753-756.
[2]清华大学电力系高电压技术专业.冲击大电流技术[M].北京:科学出版社,1978.
[3]朱建,纪太成.高频脉冲电源设计[J].泰州职业技术学院学报,2006,6(4):36-38.
[4]李贞晓,栗保明,杨春霞.电容型高功率脉冲电源控制电路设计[J].工程与试验,2008,48(4):68-70.
[5]王皓,吴卫民.恒流源DC-DC脉冲电源设计[J].电源学报,2011,3(3):49-52.
[6]郭硕鸿.电动力学[M].北京:高等教育出版社,2006.
[7]沈以赴,郭晓楠,张坤,等.脉冲电流对金属材料的作用及其研究进展[J].材料科学与工程,1998,16(3):4-7.
[8]董秀萍,黄明吉,李星逸,等.金属橡胶可变形材料三维参数化实体建模研究[J].材料科学与工艺,2010,18(6):785-790.
[9]张玲凌,杨智春,孙浩.一类金属橡胶阻尼器的建模与参数识别[J].机械科学与技术,2007,26(5):558-562.
[10]李冬伟,白鸿柏,杨建春,等.金属橡胶动力学建模与参数识别[J].振动与冲击,2005,24(6):57-60.
[11]郭宝亭,朱梓根,崔荣繁,等.金属橡胶材料的理论模型研究[J].航空动力学报,2004,19(3):314-319.
[12]李冬伟,毛志俊,谭人仁.一种金属橡胶元件建模方法研究[J].军械工程学院学报,2005,17(2):64-66.
[13]闫辉,姜洪源,赵宏宇,等.金属橡胶材料温度特性分析[J].稀有金属材料与工程,2011,40(12):2092-2095.
[14]李瀚荪.电路分析基础[M].北京:高等教育出版书,2002.
[责任编辑 代俊秋]
TheelectricparametermodelofMR
YANGFengbiao,SUNShiyu,BAIHongbai
(DepartmentofVehicle&ElectricEngineering,OrdnanceEngineeringCollege,HebeiShijiazhuang050003,China)
In viewoftheproblemthatmetalrubbercan bearlargerload intheforming direction,yetbearlessload intheotherdirection,thehigh-energy currentpulsesintering controlequipmentwasdeveloped,thusrealizingsinteringprocessofautomaticcontrolanddataacquisition.Sinteringexperimentwasdoneonsomespecificationsofmetalrubberto makeuseofsinteringcontrolequipment.Andbydoingthecurrentwaveformanalysisforsinteringexperimentandbuildingthemathematicalexpressionofthedischargecurrent,the electricparametermodelofmetalrubberwasestablished.Theelectricparametermodelpointsoutthatthemetalrubberinductanceisanimportantparameterthatcannotbeignored, becauseitdeterminestheenergyconversionandthecurrentwaveforminsinteringprocess.Theelectricparametermodelforsinteringprocessofdifferentspecificationsmetalrubber hascertainguidingsignificance.
metalrubber;currentpulse;sintering;electricparametermodel
TM13
A
1007-2373(2015)06-0012-05
10.14081/j.cnki.hgdxb.2015.06.003
2015-04-29
武器装备十二五预研项目(51312060404)
杨凤彪(1977-),男(汉族),讲师,博士生.
数字出版日期:2015-11-24数字出版网址:http://www.cnki.net/kcms/detail/13.1208.T.20151124.0903.004.html
猜你喜欢
金属加工(热加工)(2022年7期)2022-07-12
电力大数据(2021年4期)2021-07-29
通信电源技术(2018年5期)2018-08-23
通信电源技术(2018年5期)2018-08-23
电测与仪表(2016年12期)2016-04-11
河北地质(2016年4期)2016-03-20
橡胶工业(2016年12期)2016-02-23
橡胶工业(2015年7期)2015-08-29
橡胶工业(2015年11期)2015-08-01
橡胶工业(2015年4期)2015-07-29