
降低卷烟滤嘴生产中夹沫率工艺控制
2015-07-13 15:29李艳
中国新技术新产品 2015年11期
关键词:鼓轮
李艳
摘 要:通过增加切纸刀口护罩吹风孔密度,在鼓轮槽表面打孔,对插板进行改造,并在鼓轮右上方设计加装吸沫罩等一系列改造措施,加强分切轮处烟沫吸收力度,从根本上降低卷烟滤嘴夹沫缺陷的产生几率。
关键词:滤嘴夹沫;分切轮;鼓轮;吸沫罩
中图分类号:TS761.2 文献标识码:A
1 概述
滤嘴夹沫是指滤棒水松纸及滤棒之间有可见烟沫,为C类质量缺陷,是生产过程中比较常见的一类质量问题。此类质量问题虽然对卷烟内在吸味没有影响,但会对消费者视觉上造成不良影响,尤其是对于水松纸为浅色系珠光材质的高档卷烟,夹沫现象尤为明显,这势必会对品牌推行和市场占有率造成一定的负面影响。在随机调查的200名消费者中,只有25人完全不介意,仅占12.5%;151人介意滤嘴夹沫造成的视觉不良影响,减少今后的购买数量或明确表示不再购买,这就预示着现有顾客中75.5%会逐渐流失,进而转向同价位其它品牌,并且5年烟龄以下的烟民介意的人数有增加的趋势。
2 滤嘴夹沫形成的原因
卷制成型的烟支在高速圆周运转过程中,在惯性的作用下会有少量的烟沫甩出,飞溅的烟沫容易吸附到水松纸涂胶的一面,水松纸涂胶面吸附的烟沫随水松纸的包裹动作夹在水松纸与滤嘴之间,从而形成滤嘴夹沫外观质量缺陷。
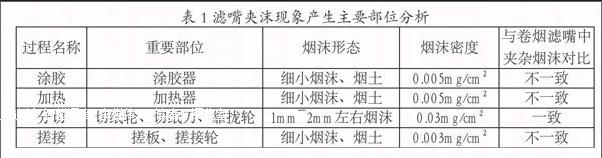
水松纸与滤嘴间夹杂的全部为长度1-2mm烟沫,这些烟沫具体是由什么部位产生的呢,下面对造成滤嘴夹沫卷烟的主要问题症结进行分析。从水松纸传送的过程中可以看出,水松纸由涂胶开始到分切结束,共经历涂胶、加热、分切、搓接四个重要过程,下表是对这四个过程中所处环境烟沫形态的简要分析:
从表1中可以看出,分切部位烟沫多是造成卷烟滤嘴夹沫的主要问题症结。从人、机、料、法、环等方面分析,排除烟丝来料不符合工艺要求、生产现场温湿度超标等客观因素及一次分切轮导轨间隙调整不合适、劈刀位置跑偏等诸多会引起烟丝挂出的原因,最终确定主要原因为分切部位烟沫处理不彻底。在对卷接机组内部现场查看可知,原机所带切纸刀口护罩只有10个孔径为2mm吹风孔,可将掉落在切纸刀口护罩方向的烟沫定向吹出,但烟支在高速运转过程中,烟沫随惯性甩出的方向带有极大的随机性,切纸刀口护罩以外的烟沫无法清除干净,烟沫掉落到水松纸涂胶的一面,从而形成滤嘴夹沫烟支。
3 加强烟沫处理强度,降低卷烟滤嘴夹沫率
(1)增加切纸刀口护罩吹风孔密度。
切纸刀口护罩每相邻两个吸风孔中间,增加一个孔径为2mm的圆孔,加大吹风孔密度,从原机10个吸风孔,增加至19个,以便更多的烟沫被同时吹出。
(2)在鼓轮槽表面打孔。
①在鼓轮槽表面烟支与咀棒连接处两个相邻的吸风孔间加工1个与鼓轮槽原吸风孔等宽(4mm),深5mm的腰圆槽,使搓接端烟沫落入槽中,以防烟沫随鼓轮转动四处飞散。
②在腰圆槽正中加工1个与鼓轮槽原吸风孔等径(4mm)的通孔,将搓接端落在腰圆槽内的烟沫利用鼓轮内部吸风吸走。
(3)对插板进行改造,并在鼓轮上方加装吸沫罩。
①在插板表面加开吸风槽,将插板轴内部打孔,充当吸风管道,连接插板
由于水松纸宽度为68mm,为了确保更好的吸沫效果,将吸风槽长度定为68mm。 插板轴直径为12mm,插板宽度为36mm,为了确保最大的吸风效果,同时降低加工难度,将吸风槽内直槽孔直径定为8mm,长度定为32mm。
②在靠拢鼓轮右上方设计加装吸沫罩
为了达到更好的烟沫吸收效果,吸沫罩选择与靠拢鼓轮同圆心;考虑到内部零部件的安装距离,吸沫罩角度选择范围在60度~90度间,半径可选分为为120mm~130mm间,运用MINITAB软件拟合吸沫罩角度与半径的线性方程为:半径=150.0-0.3400角度,此时P值小于0.05,线性显著;为了便于拆卸和安装,吸沫罩角度选择60度与90度中值75度,此时半径为124.5mm,弧长为163mm;水松纸宽度为68mm,为了防止烟支在高速运转中烟沫四处飞散,不能达到预期的改造效果,特将吸沫罩宽度设定为100mm;为了防止安装不牢固,吸沫罩在设备运转中发生抖动,角度发生偏移,不能达到预期的吸沫效果或对相邻部件造成影响,特将固定宽度设为50mm,将吸沫罩牢牢固定在调节烟支长度的浮圈固定轴上。
③设计吸风管路
插板轴与吸沫罩吸风管路组成三通,连接至风室。
4 改造后效果
经过对改造后机车生产的卷烟滤嘴夹沫缺陷多次抽样,数据统计分析,平均夹沫率降低至1.06%,基本解决了滤嘴夹沫的现象。小小的改造,带来了巨大的收益,虽然没有显性的经济效益,但在质量控制和品牌维护方面都有积极的推进意义;质量控制方面,降低了卷烟外观质量缺陷,提高了优等品率。品牌维护方面,实现了支支一流的品牌管理理念,为高档卷烟上市推行打下了良好的质量保障,为抢占市场提供了先决条件。
结语
经过在生产实践中的不断探索和设备的改进,加强了分切轮处烟沫的吸收力度,从根本上减少了滤嘴夹沫烟支产生的几率,滤嘴夹沫缺陷卷烟得到可有效的控制。
参考文献
[1]YJ17-YJ27卷接机组.全国烟草行业通编教材[M].北京:中国科学技术出版社,2001(08).
[2]PROTOS70操作手册[Z].HAUNI公司,1993.8.
猜你喜欢
机床与液压(2023年23期)2023-12-20
设备管理与维修(2022年13期)2022-08-12
设备管理与维修(2021年21期)2021-12-29
设备管理与维修(2021年1期)2021-03-05
精密制造与自动化(2020年4期)2020-12-16
工程技术与管理(2020年11期)2020-11-11
商品与质量(2019年42期)2020-01-17
E动时尚·科学工程技术(2019年6期)2019-09-10
机械工程与自动化(2018年6期)2018-12-21
工业技术创新(2016年6期)2017-01-20
