
装甲车辆曲臂断裂分析
2015-07-12 17:17:33闫晓红邬哓颖王思涛闫德媛祝国荣
新技术新工艺 2015年4期
闫晓红,邬哓颖,葛 军,王思涛,闫德媛,祝国荣
(北京北方车辆集团有限公司,北京 100072)
装甲车辆曲臂断裂分析
闫晓红,邬哓颖,葛 军,王思涛,闫德媛,祝国荣
(北京北方车辆集团有限公司,北京 100072)
分析了装甲车辆曲臂在试车试验时断裂的原因,探讨了该零部件在热处理过程中的硬度变化规律,获得了该零部件在淬火时淬火油温变化与金相组织及硬度的关系。试验结果表明,淬火油温>90 ℃时会导致热处理组织异常,使硬度低于设计要求。
曲臂;断裂分析;淬火油温;金相组织
曲臂为某新型装甲车辆行动系统部件,其主要承担托起装甲车辆的作用。在外地试车试验时,在行进到约4 500 km时曲臂发生断裂,疲劳寿命比设计指标10 000 km降低了5 000余km。曲臂在试车过程中发生断裂,严重影响了装甲车辆正常行驶的可靠性,设计的战技指标不能得以实现。本文为此进行了断裂原因分析。
曲臂的外侧连接诱导轮,内侧安装在车体支架上,一方面起到支承诱导轮使履带正常运转的作用;另一方面能够对履带偏转角度进行调整,调节履带松紧度,在整个传动行走过程中起到了重要作用。由于要与多个零件装配,产品结构较为复杂,呈现多圆柱台阶式结构,圆柱台阶直径相差较大,最大直径为103 mm,最小直径为45.8 mm。曲臂简图如图1所示。
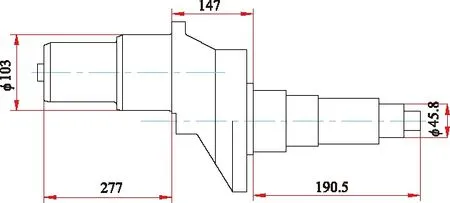
图1 曲臂简图
1 断裂原因分析
1.1 化学成分
曲臂材料为40Cr。经分析,该断裂的曲臂化学成分见表1。
表1曲臂化学成分(质量分数) (%)

指标CSiMnPSCr标准规定0.37~0.440.17~0.370.50~0.80≤0.035≤0.0350.80~1.10检测结果0.400.290.730.0110.0070.90
从表1可以看出,该断裂曲臂的化学成分在合格范围内。
1.2 硬度分析
通过检测,曲臂硬度为257 HBW(技术要求:硬度为255~302 HBW)。可以看出,虽然硬度符合图样要求,但处于图样要求的下限。
1.3 金相分析
该曲臂热处理后的金相组织如图2所示。
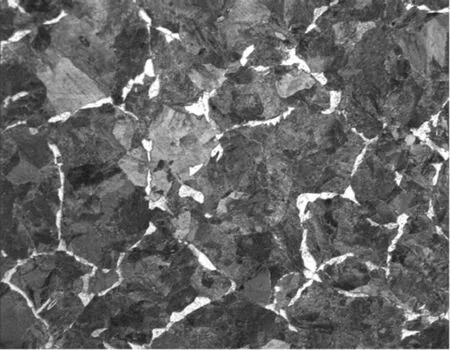
图2 曲臂金相组织(放大倍数200×)
正常情况下,经调质处理后得到金相组织为回火索氏体,具有良好的综合力学性能。从图2可以看出,曲臂的组织为珠光体+网状铁素体,网状铁素体使曲臂的力学性能尤其是冲击强度下降,此为造成曲臂早期断裂的主要原因。
2 工艺分析
调质处理采用工艺如图3所示。
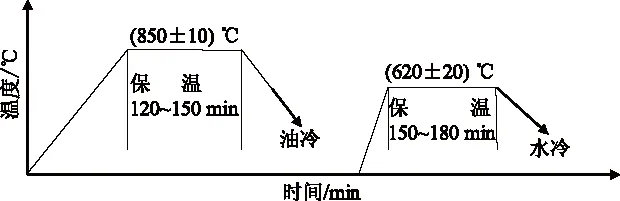
图3 热处理工艺曲线示意图
经调查,现场操作情况及记录均符合热处理工艺要求,没有发现异常。
根据调质组织出现严重的网状铁素体问题,现场调查结果表明,造成该问题主要有如下3种情况:1)没有进行调质处理;2)热处理工艺执行不严格(如转移时间过长和保温时间过短等);3)淬火油温过高而导致淬火困难,不容易发生马氏体转变。
经调查,热处理工艺参数正常,设备仪表也没有发现异常。进行了热处理过程复现分析,并重点检测加热、保温及冷却等工艺参数。结果显示,冷却油温达到110 ℃,超出了工艺要求(40~80 ℃油温淬火)。
3 油温对曲臂淬火的影响分析
为了确定油温对淬火组织的影响,依据曲臂现行的热处理工艺,研究了不同淬火油温对曲臂热处理的影响。将淬火油温由工艺规定的40~80 ℃,调整为110和140 ℃,其他参数与工艺规定相同。试样外部和心部硬度及金相组织见表2。

表2 试样外部和心部硬度及金相组织对比
正常的调质组织形态(回火索氏体)如图4所示,未淬透的金相组织形态(珠光体+索氏体+铁素体)如图5所示。

图4 回火索氏体 图5 珠光体+索氏体 +铁素体
从表2可以看出,淬火时油温超出工艺规定的40~80 ℃,经调质热处理之后,硬度值在设计图样要求下限或超出下限,金相组织以珠光体+索氏体+局部网状铁素体为主要特征且淬火时,油温越高,硬度值越低,且金相组织中网状铁素体的特征越明显。
淬火油温与试样调质热处理后心部硬度关系曲线如图6所示。
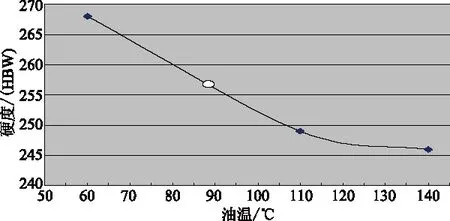
图6 淬火油温与硬度关系曲线
结合生产实际推断,断裂曲臂组织和硬度不合格与淬火时油温超出工艺规定的上限温度80 ℃有关。根据图6推断,曲臂的热处理实际油温应该约为90 ℃,此为曲臂热处理淬火硬度偏低的主要原因。
4 结语
1)40Cr锻制曲臂断裂的主要原因是热处理时组织没有完全转变为回火索氏体,使得其硬度和强度低于设计要求所致。
2)曲臂淬火油温>90 ℃时会导致热处理组织异常,使硬度低于设计要求。淬火时油温越高,硬度值越低,金相组织中网状铁素体的特征逐渐明显。
责任编辑郑练
AnalysisoftheRuptureofCrankShaftforArmoredVehicles
YAN Xiaohong, WU Xiaoying, GE Jun, WANG Sitao, YAN Deyuan, ZHU Guorong
(Beijing North Vehicle Group Corporation, Beijing 100072, China)
The cause for the rupture of the crank shaft on armored vehicles during trial run was analyzed. The rules of the hardness change in heat treatment for the part were discussed, and the relationship between oil temperature for quenching and metallurgical structure and hardness was obtained. The experimentation showed that it will lead to metallurgical structure abnormity and can′t meet the need of designation when the oil temperature for quenching is 90 ℃ or higher.
crank shaft, analysis on the rupture, oil temperature for quenching, metallurgical structure
TG 156.3
:A
闫晓红(1976-),女,工程师,主要从事材料及热处理等方面的研究。
2014-07-04
猜你喜欢
南通大学学报(自然科学版)(2022年2期)2022-07-26 06:21:34
热处理技术与装备(2021年6期)2022-01-06 02:53:00
高技术通讯(2021年8期)2021-10-13 07:14:12
中国修船(2021年3期)2021-08-04 08:11:00
中国金属通报(2020年22期)2020-03-09 03:24:44
世界有色金属(2019年4期)2019-05-11 03:00:16
山东工业技术(2017年9期)2017-05-16 21:17:50
金属加工(热加工)(2015年23期)2015-04-23 05:14:58
冶金设备(2015年1期)2015-01-13 09:53:14
河南冶金(2014年6期)2014-12-22 06:20:50
