基于数控系统的刀具工作角度实时控制系统设计*
2015-07-12 17:16洪美琴
新技术新工艺 2015年3期
洪美琴
(湖南汽车工程职业学院 机电工程系,湖南 株洲 412001)
基于数控系统的刀具工作角度实时控制系统设计*
洪美琴
(湖南汽车工程职业学院 机电工程系,湖南 株洲 412001)
切削加工凸轮时,刀具的工作角度会随着切削位置的不同而发生变化,这会影响到产品的加工质量及刀具的使用寿命。详细阐述了利用数控系统控制转动刀架转动角度的设计思路及方法,达到了实时控制刀具工作角度,使其恒定不变的目的。
切削凸轮;数控系统;转动刀架;转角控制
1 问题的提出
切削凸轮时,刀具沿径向快速往复移动,但受凸轮的非圆度影响,在切削过程中,其切削半径随着轮廓的改变而改变,从而导致切削刀具的工作前、后角产生变化,这会影响产品的加工质量,降低刀具的使用寿命。不论凸轮切削加工使用的是仿形机床还是数控机床,刀具除往复移动外,还应能绕回转中心摆动,从而补偿刀具工作前、后角的变化,使其工作角度恒定不变;因此,切削凸轮时,凸轮随主轴转动,刀具在往复移动的同时还要根据切削位置的不同而摆动一定的角度,如图1所示。从图1可以看出摆动补偿角度值与凸轮当前压力角相等。

图1 凸轮切削示意图
刀具摆动是通过转动刀架机构来实现的,其摆动大小由控制系统控制。在数控机床上,可利用数控系统的宏程序得到转动刀架的转动角度值,灵活地实现不同凸轮轮廓相对应的刀具摆动角度计算。刀架转动机构采用伺服电动机驱动,其传动方式采用斜齿轮与蜗轮蜗杆传动。
2 转动刀架转角实时控制系统的组成
根据盘形凸轮机构的运动规律,凸轮轮廓由3个曲线区域组成,即推程区域、回程区域和停歇区域。对应停歇区域,凸轮的向径是不变的;而在推程区域,凸轮的向径由小变大;在回程区域,凸轮的向径由大变小。切削时刀具的工作前、后角变化如图2所示,当刀具向着旋转中心移动时,即向径由大变小时,刀具的工作前角和后角相对静止几何角度顺时针旋转了1个角度,当刀具向远离旋转中心方向移动时,即凸轮向径由小变大时,刀具的工作前、后角相对静止几何角度逆时针旋转1个角度;因此,在主轴每转1圈时,转动刀架随着凸轮轮廓的向径变化对应有3个时段,即正转时段、反转时段和停转时段,且转动刀架的驱动电动机转角与主轴转角要同步。

图2 切削凸轮刀具工作角度变化示意图
转动刀架的转动角度值,即刀具工作角度变化值与凸轮的轮廓曲线和主轴转角存在函数关系,该值可通过数控系统的宏程序计算得到,并作为角度指令值输出。切削时,刀具绕凸轮轴的轴线方向摆动,因此数控程序中角度指令值地址字定义为C。此角度指令值与来自位置检测装置的实际位置信号经过位置比较后得到位置偏差信号,而位置偏差信号转换为速度控制指令至伺服驱动装置,控制伺服电动机转动[1]。刀具工作角度控制系统组成如图3所示。
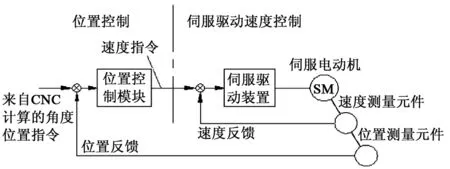
图3 刀具工作角度控制系统组成
从图3可以看出,在数控机床上,如果利用数控系统本身所具有的位置控制模块功能增加1个伺服轴控制单元,相当于在原有基本轴的基础上增加1个旋转轴,就可以方便地实现转动刀架的摆动角度控制。
3 基于数控系统实现转动刀架转角控制的方法
3.1 实现转角控制的数控系统旋转轴功能及相关器件选用
选用具有支持旋转轴功能的数控系统(以FANUC 0i mate-TD系统为例),开通旋转轴功能,经串行伺服总线FSSB,用1根光缆与旋转轴伺服放大器相连。确认基本轴X、Z伺服放大器系列与型号,旋转轴伺服放大器也选用同一系列(如βi系列)。
伺服电动机选择βis系列伺服电动机,使用绝对式光电编码器,编码器既可用作速度反馈,也可用作位置反馈。另外,还配置了1个接近开关、1根数据光缆、1根伺服电动机动力线、1根伺服电动机编码器线和刹车电阻组件1套。
3.2 实现转角控制的伺服电路连接
实现刀具工作角度实时控制,主轴每回转1周就对应于凸轮轮廓1个曲线区域,转动刀架应具有正转、反转及停转功能,此外还需设置回零参考点。伺服电路接线图如图4所示。

图4 伺服电路接线图
3.3 实现转角控制的旋转轴功能参数设置
连接好硬件,开起电源,使PARAMETER WRIT=1,按相应步骤设定参数值[2]。
1)启动旋转轴功能。设定参数:#9900=4;#1010=4(CNC受控轴数);#8130=4(总控制轴数);9943#3=1(控制轴扩张),设置好后重新起动电源。
2)其他参数(如回参考点和伺服轴名称等参数)的设定见表1。控制系统不需要手轮功能,其他参数与别的伺服轴相同。
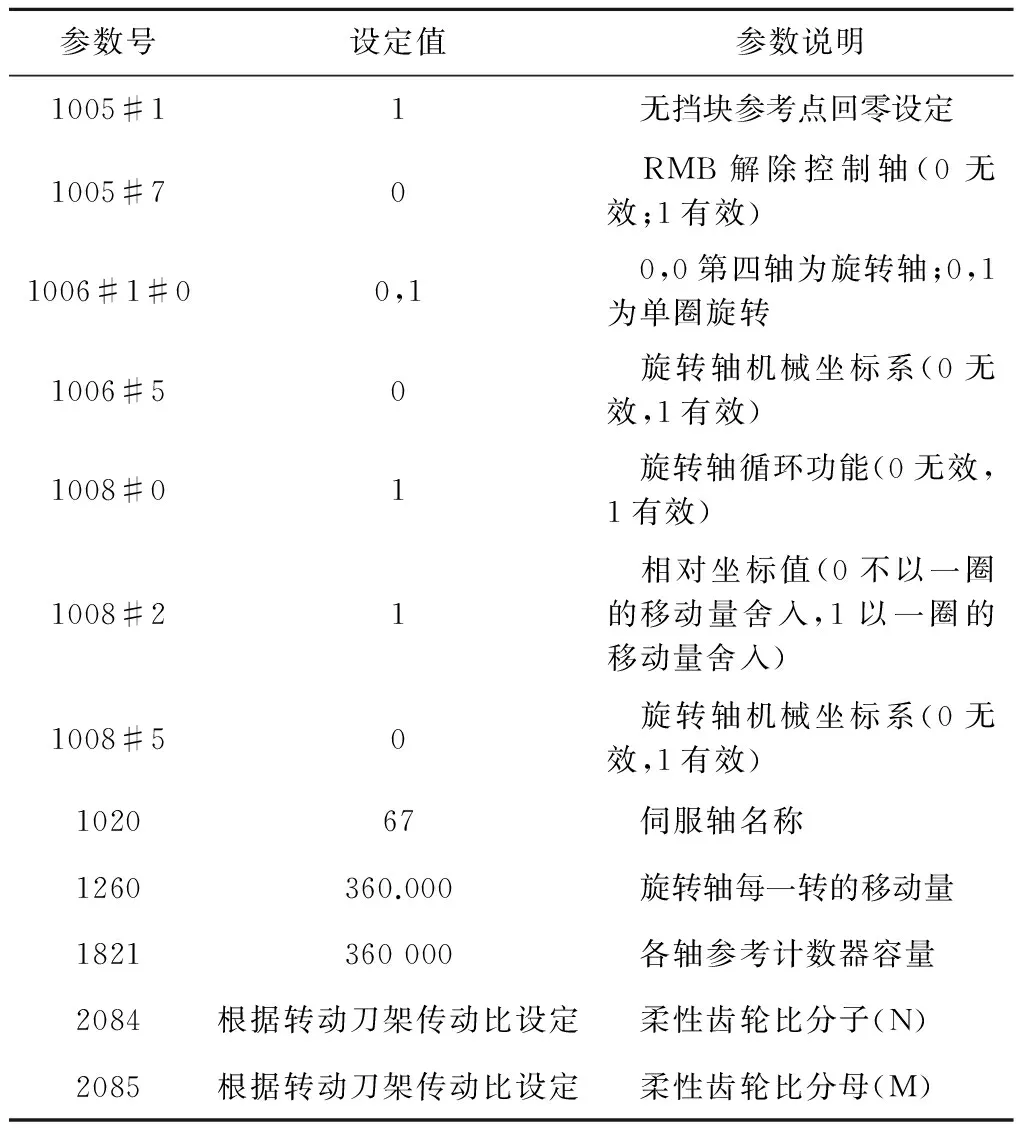
表1 其他参数设定
3)FSSB设定。由于数控机床通过高速串行总线FSSB,用1根光缆将CNC控制器和多个伺服放大器进行连接,因此还应通过设定相关参数来实现对进给轴的控制。建立CNC与伺服的对应关系,需要设定的相关参数有No.1023,No.1905,No.1936、1937,No.14340~14349和No.14376~14391。FSSB参数设定采用自动设定方式,将参数1902#0设为0(FSSB设定方式中,0为自动,1为手动),1902#1设为0(FSSB自动设定中,0为没完成,1为完成)。进入FSSB参数设定支援画面,完成FSSB(AMP)设定和FSSB(轴)设定。设置完成后重新起动CNC。
4 实现转角控制的旋转轴PMC功能设计
根据转动刀架的结构设计,控制系统控制刀架装置回零,即旋转轴回零时,刀架上安装好的刀具要呈水平状态,因此刀架与转动刀架结构的主轴安装位置应与旋转轴脉冲发生器发Z相脉冲的位置一致;另外,控制系统只针对刀具工作角度进行实时控制,对刀具的轴向移动和纵向移动不产生位移控制,刀具对刀时仅需要回零功能,使刀具对刀时切削刀具处在水平位置。因此,在旋转轴的PMC功能设计中,可以只考虑回零功能的设置,但考虑到增加旋转轴功能的调试检测需要,还需增设手动功能。
启动旋转轴PMC功能,分析PLC程序,按SYSTEM→PMC→PMCPRM进入PMC参数界面,设定保持继电器参数,并对相关的旋转轴回零功能参数和手动功能参数进行设定。
5 结语
切削凸轮时刀具的工作角度随刀具切削位置的不同而发生变化,在数控切削凸轮时,可以通过增加伺服放大器和伺服电动机等器件来实现旋转轴功能,从而利用数控系统实现转动刀架随转动角度指令信号摆动相应角度的控制,达到补偿切削时刀具工作角度变化的目的,使其恒定不变。
[1] 王爱玲.机床数控技术[M].北京:高等教育出版社,2009.
[2] 吴军,洪慧良.基于FANUC系统的数控铣床增加第四轴的方法 [J].制造技术与机床,2014(1):173-175.
*湖南省教育厅科研资助项目(12C1267)
责任编辑李思文
DesignofRealControlSystembasedonNCSystemforCuttingToolWorkingAngle
HONG Meiqin
(Mechanic and Electronic Engineering Department, Hunan Automotive Engineering Vocational College, Zhuzhou 412001, China)
Cutting tool working angle changes with the turning position when turning cam, which will affect the machining quality and the service life of the cutting tool. The paper briefly introduced the designing idea and the method to control the rotating angle of turret rotation based on CNC control, so as to realize the real-time control of the tool working angle to keep the constant work angle.
cutting cam, NC system, rotating turret, rotating angle control
TP 220
:A
洪美琴(1966-),女, 硕士,副教授,主要从事机械制造技术等方面的研究。
2014-07-24
猜你喜欢
经纬天地(2022年3期)2022-07-20
设备管理与维修(2020年23期)2021-01-04
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年9期)2019-09-10
科教新报(2019年27期)2019-09-10
中小企业管理与科技(2019年22期)2019-09-09
制造技术与机床(2019年8期)2019-09-03
精密制造与自动化(2018年1期)2018-04-12
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年3期)2017-06-23