
矿用硬质合金的生产和技术新进展
2015-07-11 05:54周建华寇筱堂
凿岩机械气动工具 2015年2期
周建华 ,寇筱堂
(1.中南大学;2.长沙中南凯大粉末冶金有限公司,湖南 长沙 410083;3.天水风动机械股份有限公司,甘肃 天水 741020)
0 前言
近年来,由于世界范围内矿产、能源开采以及重大基础工程建设的蓬勃发展,促进了国内外矿用硬质合金球齿、截齿、盾构刀头、铣刨齿等凿岩产品和配套工具的广泛使用与发展,目前世界市场需求量超过100 亿美元[1],其中我国“十一五”期间,矿用硬质合金增长为77.6%[2],随着近期国家对高铁建设、城市轨道交通、西部铁路、公路的投入增加,将进一步促进矿用硬质合金的产量增加和产品质量的提升。
1 矿用硬质合金的应用领域
矿用硬质合金伴随我国的钎钢钎具工业的发展,发生了巨大变化。目前我国的基本建设、资源开发和发展中西部都离不开矿用硬质合金[3]。
1.1 城市基础建设
我国大、中、小城市都在搞城市建设,要消耗大量钢材和水泥, 其中2013 年我国钢产量为19189 万吨,水泥产量为21.8 万吨,钢铁和水泥需要开采石灰石和铁矿石,开采和生产过程就需要大量矿用硬质合金。
1.2 铁路和公路建设方兴未艾
高速、四纵四横、区域城际、各省、市原有铁路的改造都会加大投入。 村村通公路,城市之间通高速, 我国当前公路通车里程已达世界第一。这些工程都需要大量矿用硬质合金。
1.3 城市轨道交通建设和隧道开挖
预计到2020 年,国内将有约40 多个城市有轨道交通,总里程达7000 多公里。我国已成为世界上最大的轨道建设市场。开挖机械采用的是盾构机(TBM),目前国外有德国海瑞克、美国罗宾斯、加拿大罗浮特、日本三菱重工等18 家。 国内有上海、长沙、郑州、沈阳等地生产盾构机。 最大尺寸为φ15.4 m,地铁常用φ16-8 m。 盾构机刀具用硬质合金分两类:盾构机用刮刀、中心刀、先行刀、仿形刀和保护刀等,以及镶硬质合金齿的滚刀。 据不完全统计,国内有400 多台盾构机在服役,刀具的市场年容量约5.5-6 亿元,其中一半为国内生产。
1.4 各种截齿
1.4.1 煤用截齿
我国2012 年原煤产量为36.5 万吨。 国家重点煤矿、大型矿山及煤层较厚的多为机采,每年约需要600 多万把截齿。 按每把截齿120 克/把硬质合金计算,煤用截齿需硬质合金约为750 吨左右。
1.4.2 工程用截齿
公路铣刨机用截齿, 每个圆桶有百把锥齿。公路的修复、白改黑都要用铣刨机,目前全球范围铣刨机年产量约2500 多台, 预计近几年国内市场需求量700 台左右。 旋挖钻机有施工速度快,成孔质量好,操作灵活方便,安全性能高等优势。 该机也要镶有多把截齿刀具。
1.4.3 矿用截齿
主要是浅层铁矿表面剥离用,使用的低钴粗晶矿用硬质合金,全年需此合金近1000 吨左右。
矿用三牙轮钻头(国内年需要约2 万只),地质钻具(复合金刚石硬质合金),高炉出铁口、钢包除渣、水利、水电工程和市政建设、建筑拆除等领域也需要使用大量地矿用硬质合金。
2 近年矿用硬质合金的生产
近年来, 国家非常重视硬质合金产业发展,通过自主创新和引进、吸收国外先进技术,我国硬质合金企业生产技术与工艺设备水平向前跨越了一大步,行业创新能力有所增强,大大缩短了与国际先进水平的差距。 硬质合金产量2013年达到了2.6 万吨,特别是矿用硬质合金产量保持了较高增长[4](见图 1,图 2,图 3 和表 1)。
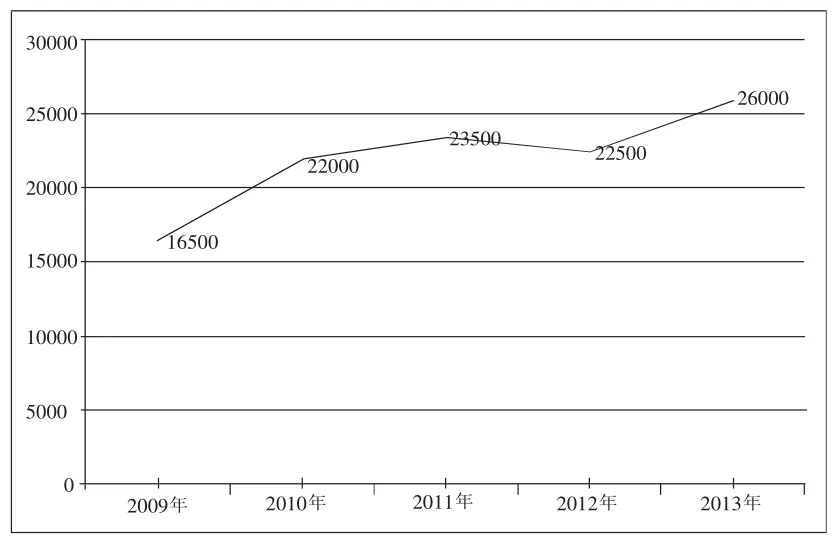
图1 近五年来全国硬质合金总产量(吨)
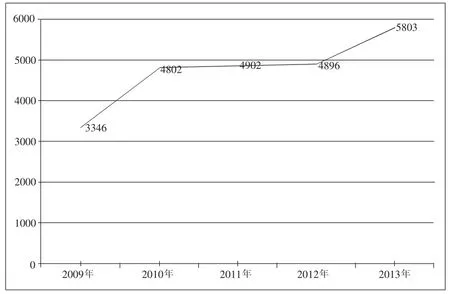
图2 近五年来我国硬质合金出口量(吨)
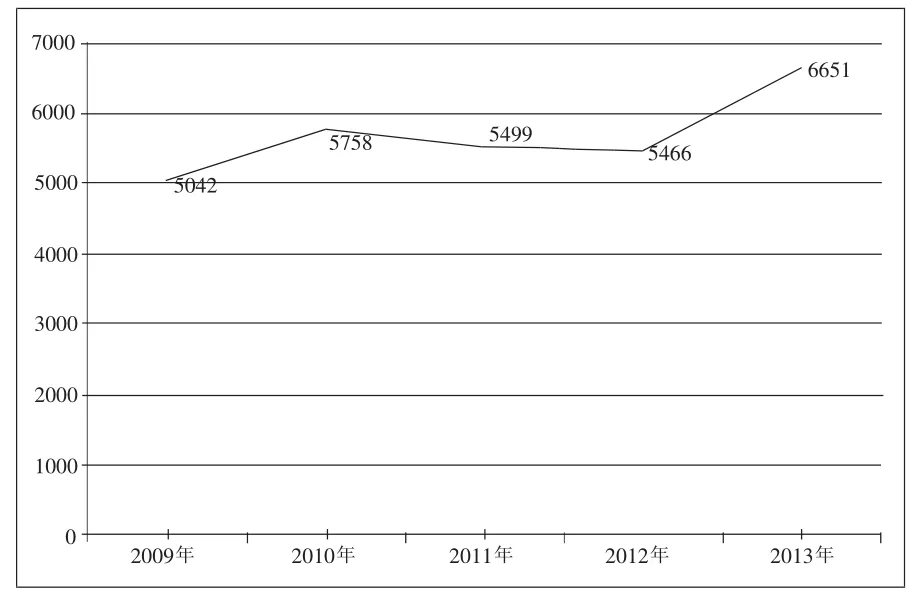
图3 近五年来我国矿用硬质合金产量(吨)
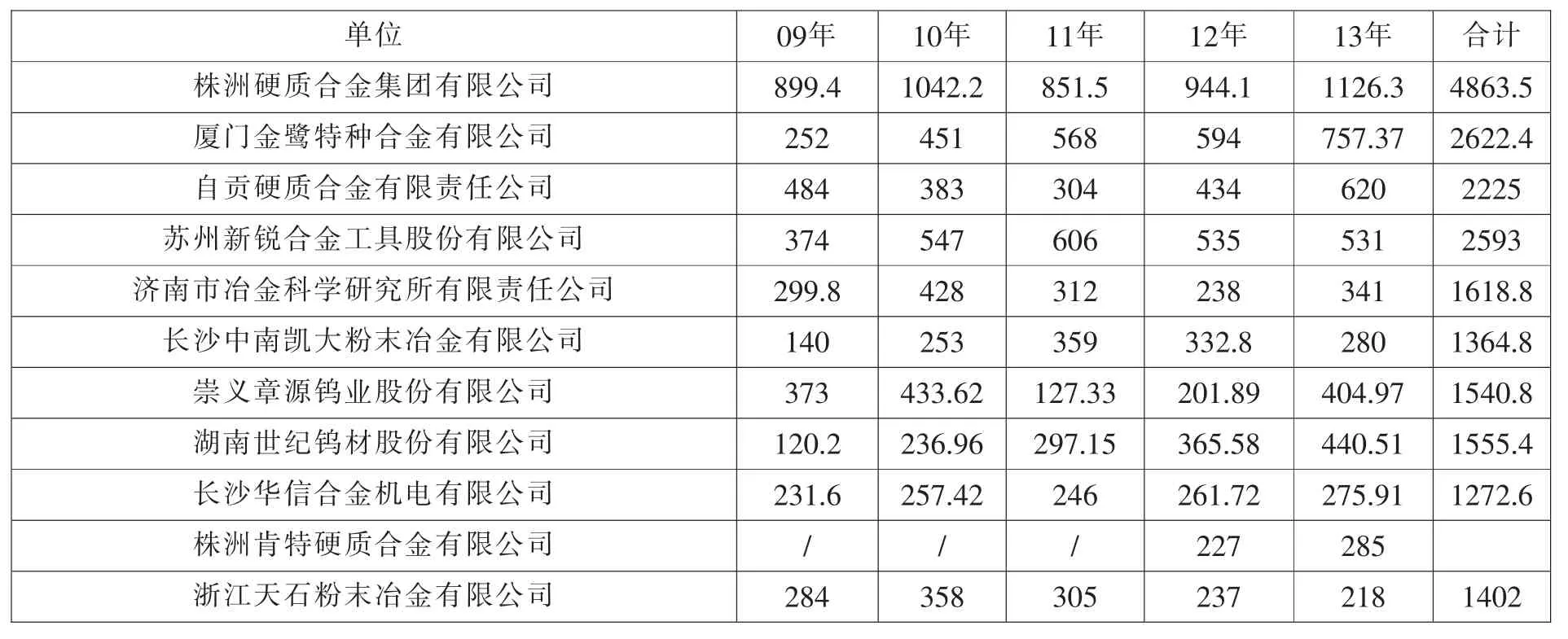
表1 近五年矿用硬质合金主要厂家的产量统计,吨
3 国内硬质合金的工艺与技术进步
3.1 超粗晶矿用硬质合金[5]
特粗晶矿用硬质合金是近几年发展的一个重要方向。 由于WC 晶粒度较粗,提高了合金的韧性和抗热疲劳性能,它广泛用于制造软岩矿用工具(截齿、挖路齿)、金属冷热成型工具(轧辊、模具材料)以及盾构刀头等,我国在特粗晶硬质合金的研究及应用取得了很大的进步,产品除满足国内市场需求外,在国际市场也具有很强的竞争力。
3.1.1 国外特粗晶矿用硬质合金的分级
国外在特粗晶粒合金研究方面已由WC 晶粒度3 μm 向5 μm 以上的特粗晶粒硬质合金方向发展。 特粗晶粒硬质合金的研究已在瑞典、美国、德国等硬质合金强国成为硬质合金领域的研究热点,并已经有大量的商业化产品应用。 瑞典Sandvik 公司根据晶粒度的大小, 把晶粒度0.2~14 μm 的硬质合金共分为 9 个级别。 其中 WC 晶粒度大于3.5 μm 的超粗晶硬质合金已形成系列化,产品广泛应用于矿山凿岩工具、石油勘探工具、轧辊等领域,产品寿命比粗晶粒牌号显著提升。 德国某公司90 年代后期研制出的G1、N68、G3、G2 等超粗晶硬质合金钻探工具,其平均晶粒度在 4 μm 以上。
目前国产硬质合金晶粒度在0.4~3.5 μm 范围内, 对晶粒度在3.5 μm 以上的超粗晶硬质合金虽然进行了多年的研究, 但在合金晶粒度大小、晶粒发育完整性、均匀性以及合金性能、使用寿命等方面与国外产品相比仍有较大差距,难以满足相关行业对高寿命产品需求。
3.1.2 产品的应用领域与技术水平
长沙中南凯大粉末冶金有限公司研发的产品为采掘类工具用高强韧性特粗晶硬质合金,主要应用于辊环、矿山工具、冲压模具、盾构机刀头等采掘类工具,具有极高的热导率,较高的断裂韧性与红硬性, 较好的抗热疲劳与抗热冲击性能,适合于极端工况条件下软岩的连续开采(如采煤、挖掘隧道、地铁建设)与现代化公路、桥梁的连续作业(如挖路、铺路),也可用于对韧性与抗热疲劳、 抗热冲击性能要求较高的冲压模、冷镦模、轧辊等。 主要产品性能指标如表2 所示。
以WC-7%Co 为例,国外的硬质合金与我们的硬质合金金相对比如图4、图5 所示,两者的金相检测结果及物理性能结果如表3, 表4 所示。
本项目产品WC 邻接度要比国外同类产品大,晶粒的分布也更为均匀,并且我们试样的孔隙度小于A02, 在使用过程中更难产生破坏源,使用性能要比国外高,从物理性能上来看,抗弯强度比国外大,硬度比国外大,试样的抗裂性能和耐磨性在使用过程中要优于国外合金。
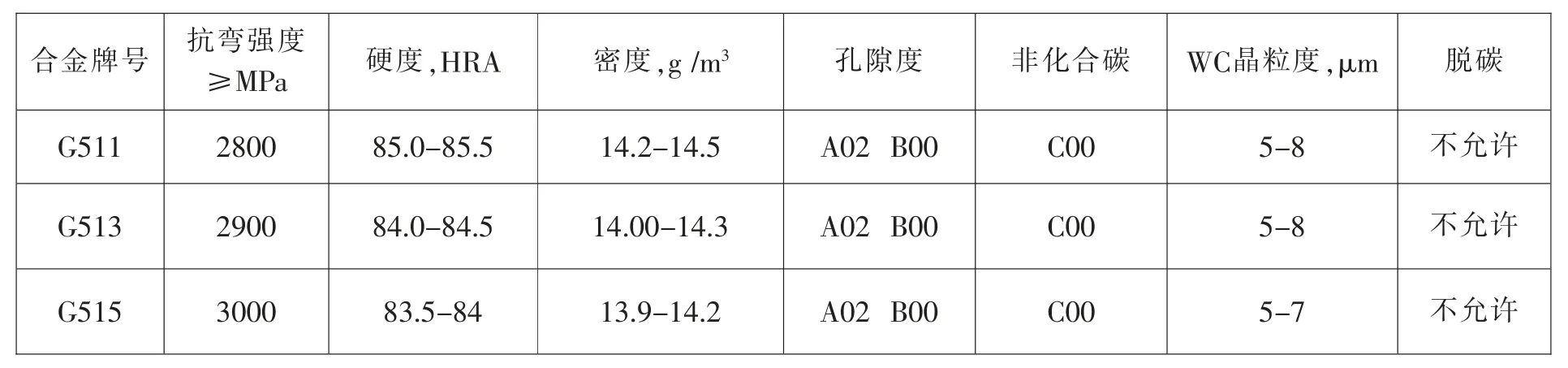
表2
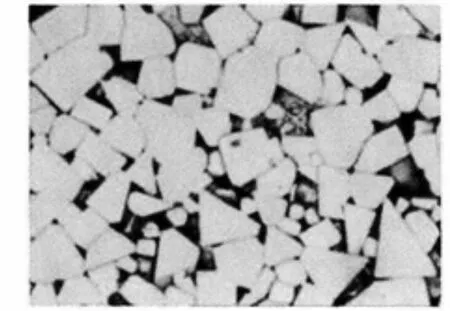
图4 国外WC-7%Co 合金 1500X
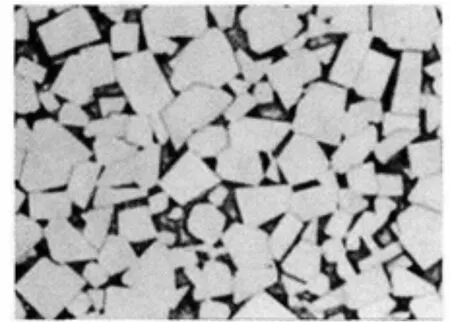
图5 本公司WC-7%Co 合金
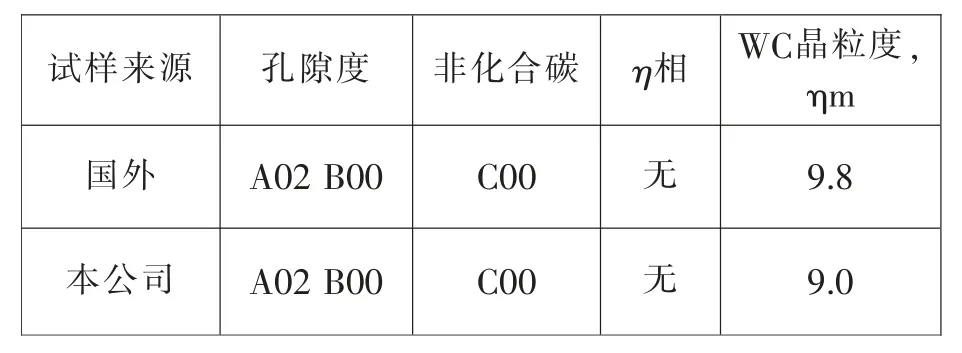
表3 本公司与国外同钴含量试样的金相检测结果
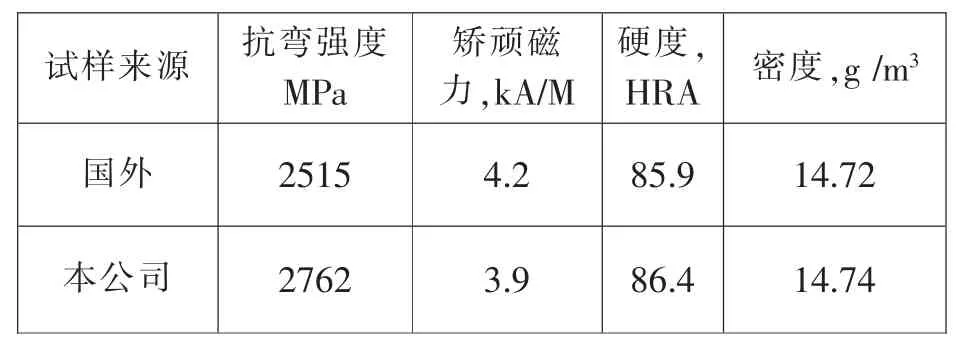
表4 本公司与国外同钴含量试样的物理性能结果
3.1.3 特粗晶矿用硬质合金的研究成果
3.1.3.1 采用高温还原碳化的工艺生产特粗晶粒碳化钨粉末
目前国内外生产特粗WC 粉的主要工艺为,WOx(氧化钨)掺杂碱金属后,在低于1000℃的温度下还原制备出超粗W 粉,而后在1980℃下高温碳化制备超粗WC 粉。
此种工艺生产的WC 粉末的聚集程度高,粉末粒度不够粗大,晶粒不均匀,粒度分布区宽,同时,W 粉粒度越大,若要保证碳化完全,WC 粉会炸裂,形成许多细小WC 颗粒。
我们采用高温还原高温碳化的工艺,保证晶粒发育完整促进晶粒长大,增大碳化钨化合碳含量,保证碳化完全,同时缩短碳化时间,降低碳化温度,图6、图7 是本项目工艺生产的特粗W 粉电镜形貌照片,图8、图9 是本项目工艺生产的特粗WC 粉电镜形貌,图 10、图 11 是采取国内传统工艺制作的特粗WC 粉电镜形貌照片。
从WC 电镜形貌照片上看,采用传统工艺生产的碳化钨粉,碳化不完全,聚集程度高,晶粒棱角多,不够圆润,晶粒发育不完整,我们的自产碳化钨晶粒表面呈现明显的生长台阶与生长平面,其结晶完整性好,碳化完全,碳化钨晶粒粗大,粒度分布均匀。
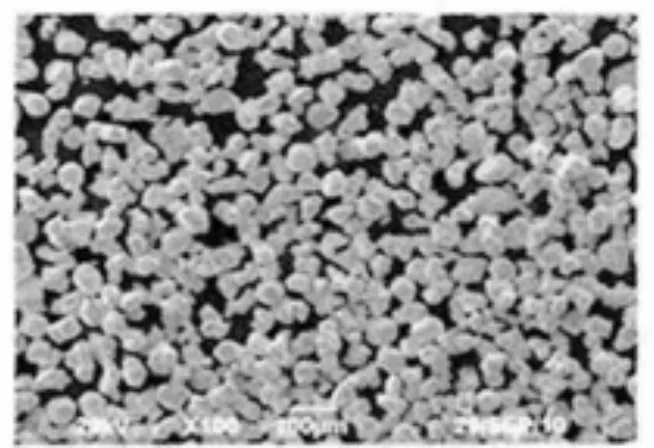
图6 特粗W 粉电镜形貌照片 100X
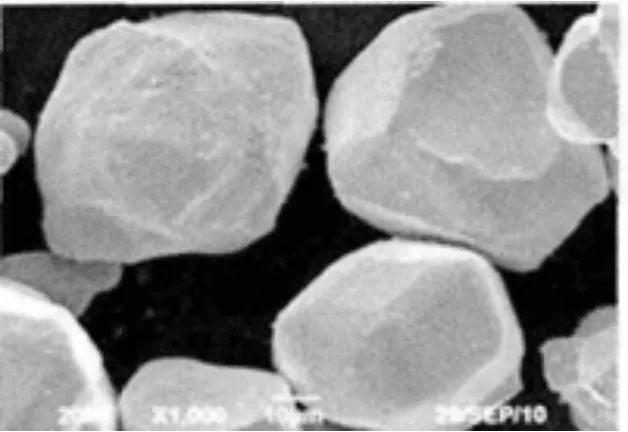
图7 特粗W 粉电镜形貌照片 1000X
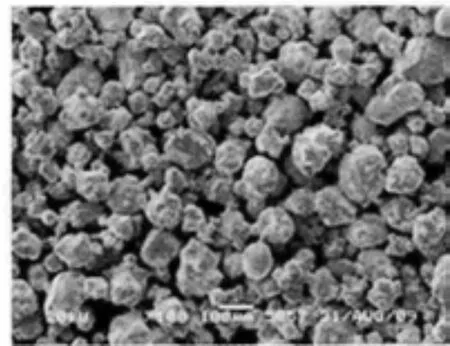
图8 特粗WC 粉电镜形貌照片 100X
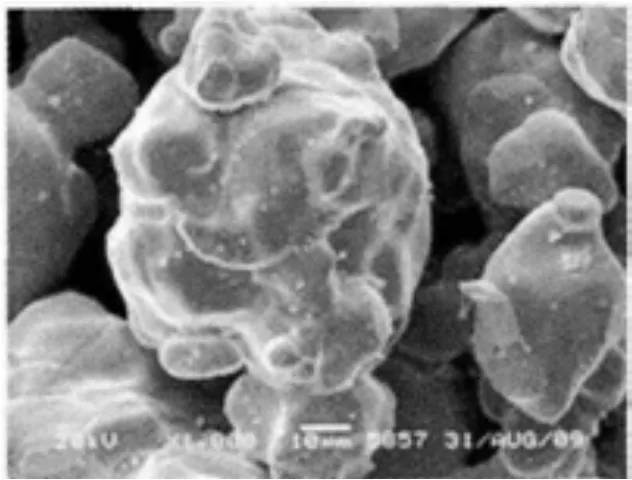
图9 特粗WC 粉电镜形貌照片 1000X
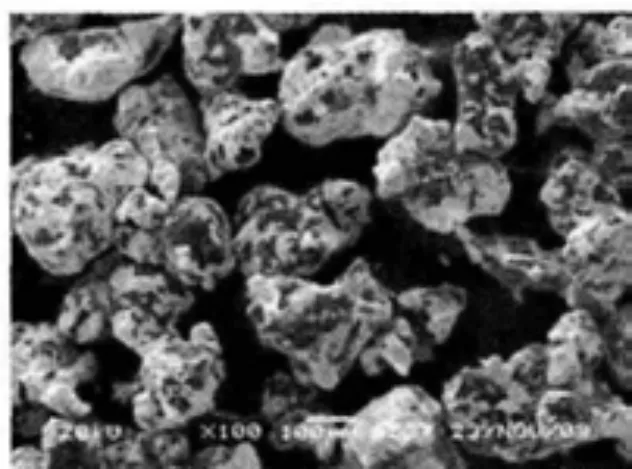
图10 传统工艺WC 粉电镜形貌图片 100X
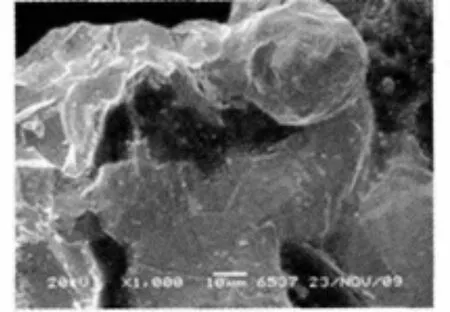
图11 传统工艺WC 粉电镜形貌图片 1000X
3.1.3.2 通过特殊研磨混合工艺获得连续的高强度的WC 骨架结构
目前,传统的湿磨工艺为用高球料比对碳化钨粉预磨,然后添加钴粉,继续球磨至碳化钨粉与钴粉混合均匀, 这样生产出来的WC-Co 混合料,碳化钨破碎严重,烧结后难以获得晶粒粗大均匀的硬质合金。
美国专利5505902 和5529804 公开了制备超粗晶粒硬质合金的方法,将粗颗粒的WC 粉通过喷射研磨分散和分级筛分, 去除细的WC 颗粒, 只选用粗粒度的部分WC, 然后对这些WC进行Co 涂覆。专利5505902 采用的方法是熔胶-凝胶法.将WC、甲醇和三乙胺在反应器中混合,当加热时甲醇会蒸发,Co 在WC 晶粒上沉淀形成熔胶凝胶。专利5529804 采用的方法是多元醇法, 将Co 的醋酸盐+水+WC 混合后进行喷雾干燥,并对混合工序工艺进行了改进。 以避免粗颗粒WC 的破碎。用以上专利方法生产的混合料再采用常规的压制成型和烧结方法即可制备钴含量为6%、 平均晶粒度在13-14μm 的硬质合金,并且很容易将孔隙控制在A02~B02 之间。
以上两种美国专利虽然能制备晶粒均匀的特粗WC 粉,但三乙胺有剧毒,不适合安全生产,水剂喷雾在国内也刚刚开始起步,需要高纯的去离子水,不适合回收循环利用。
参考国内传统工艺及国外新工艺的优缺点,我们在混合料研磨过程中球磨程度、总碳及组分均匀混合工艺方面做了研究, 分析物理性能结果,少球混合工艺制备的合金抗弯强度提高了很多,提高了其断裂韧性,适于高强度连续作业。
3.1.3.3 多元气氛成形剂脱除工艺, 实现整炉产品精准控碳
成形剂作为中间辅助原料,在脱胶阶段中必须能完全脱去,任何残留都会给产品带来质量隐患。 因为生产高质量硬质合金制品,必须严格控制合金中的总碳。虽然影响硬质合金制品总碳的因素很多, 但在碳化钨原材料品质稳定的情况下,成形剂的应用对产品总碳的影响是一个非常重要的方面。
国外硬质合金生产厂家成形剂基本上是石蜡和PEG,由于具有先进生产设备,采用多气氛压力脱胶烧结一体炉进行成形剂脱除。
国内的成形剂脱除和产品烧结多采取两个炉子进行,成形剂脱除采取真空脱出工艺或者载气脱除工艺。 但是真空脱除成形剂的效率不高,少则一昼夜多则数天才能完成一周期,随产品大小而定,并且仅适于成形剂为石蜡的工艺。 国内惯用的是载气脱除工艺, 能加快成形剂脱除速度,并能适用于多种成形剂。 一般通入的气体是氢气或者氢氮混合气,但在400℃以上高温阶段,未排除干净的石蜡会裂解, 橡胶在300℃以后就会开始裂解,使制品内残留碳(CH4→2H2+C)和起皮, 起皮是指制品的棱角处的表面翘起一层壳,壳的外表呈网状裂纹,壳的层下有粉状碳的沉积物。另外一个问题,在氢气中,由于钴的催化作用, 从100℃开始WC 就发生脱碳反应 (WC+2H2→CH4+W),反应随温度升高、H2流量加大而加快。
所以控制成形剂脱除气氛, 随温度不同,调节各气氛之间的平衡,保证产品中的成形剂完全脱除,既不会增碳,又不会脱碳,对于控制形状复杂的大制品总碳有决定意义。
由于本项目使用顺丁橡胶与树脂的混合成形剂,橡胶在300℃以后就会开始裂解,其基本反应式如下:
CH4(气)=2H2(气)+C(固)
控制在各温度区CH4与H2之间的平衡态,其平衡常数计算式如下:
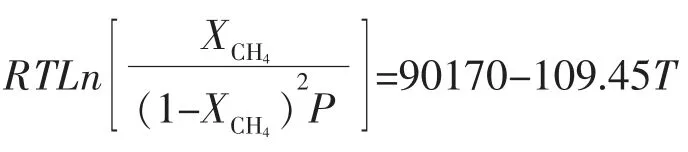
其中,XCH4为 CH4与 H2混合气体中 CH4的摩尔分数,P 为混合气体压力与标准大气压力的比值,T 为当前温度。
经过多次实验, 将氢气与甲烷在不同的脱胶温度区按平衡态比例混合, 脱胶时间持续10小时,最高温度达到630℃,产品的总碳能严格控制在工艺参数内, 并且整炉产品各个位置的总碳结果偏差控制在±0.025%(质量百分数)内,经过烧制后, 整炉各个位置产品矫顽磁力偏差控制在±0.5 kA/M, 实现了整炉产品精准控碳及成形剂脱除均匀性。
3.1.3.4 气体压力烧结技术除去合金组织内部微孔
在烧结过程中随着温度升高, 当出现液相时,由于毛细管力,使液相向WC 表面移动,由于液相对WC 相有很好的湿润性,使液相很好地附在WC 表面,由于液相的表面张力,驱使被液相包裹的WC 移动,强烈的收缩就此发生。 在被液相包裹的WC 移动、收缩的过程中,存在于压块中的气体被排出,由于液相的流动,有一部分烧结体内的孔隙被液相封闭, 随着收缩的增强,封闭孔隙内产生压力,当表面张力等于或小于孔隙内的压力时, 封闭孔隙在合金中被保存下来,形成显微孔隙。
采用氢气烧结或真空烧结等常规烧结工艺制备的硬质合金制品,内部都残留有不同程度的孔隙等结构缺陷。 尽管残留的孔隙度一般只有0.2%(体积)左右,甚至还低一些,但这些残留的孔隙却非常严重地影响合金的物理机械性能,往往成为硬质合金的破坏源点,而采用气体压力烧结能有效地消除孔隙。
气体压力烧结是硬质合金制造的一种新工艺技术。 它是在产品完成脱气、表面孔隙已经封闭、粘结相仍是液相的情况下,用高压气体促进产品致密化的烧结新技术。
我们采用低压气体烧结炉,在钴相处于液相状态时,通入氩气给合金施以5 兆帕压力,孔隙外的压力大于孔隙内的压力,液相包裹的WC 沿毛细管渗入孔隙,孔隙减小,在卸压阶段,氩气从合金表面逸出,其孔隙被液相填充,使合金内部孔隙完全闭合。
3.1.3.5 采用双室高压气淬技术, 改善合金强韧性
硬质合金热处理的可能性, 早在1946 年就有人提出,因为当时发现钴固溶体在退火过程中有时效现象。 近年来,国内外学者对这个问题十分重视,俄罗斯、瑞典、德国、南非等国家的一些学者都开展了这方面的研究工作, 尤其是俄罗斯, 对WC-Co 硬质合金的热处理做了大量的工作,并成功应用于工业生产。
国内,自贡硬质合金有限公司采用双室真空炉内加热,同时在氮气保护作用下采用油淬火并在500℃-700℃温度下回火处理, 使矿用硬质合金综合性能提高。
针对油淬火温度较低,效果不理想,舟皿易渗碳和易损坏等不足, 我们采用双室高压气淬炉,对特粗晶硬质合金进行高压气淬处理,将淬火温度提高到1300℃左右, 气淬压力控制在0.5MPa 左右, 从而使合金淬火加热温度提高到出现共晶点的淬火温度,使呈密排立方晶型的钴相向具有塑性的面心立方晶型转变,提高硬质合金的塑性,即提高合金的抗弯强度,同时淬火速度加快,舟皿的使用寿命延长。
3.2 双粘结的矿用硬质合金
由于WC-Co 硬质合金具有高弹性模量,高耐磨性和一定断裂韧性的良好组合,但在凿岩工具的实际应用中因其断裂韧性有限而易产生脆性断裂。 因此,提高断裂韧性一直是改善硬质合金品质的驱动力。
最近美国一家国际公司开发出一种新的工艺方法,这种工艺方法的实质是通过显微结构设计使钴的平均自由程最大化来提高合金的断裂韧性, 同时使完全致密的大的WC-Co 球粒镶嵌在钴金属基体中以保持基体与普通硬质合金相似的耐磨性。这种新型复合材料被称为双粘结或双烧结硬质合金,也可以看作是球粒状金属基体复合材料[6](如图 12 所示)。
双粘结硬质合金与普通硬质合金相比,其突出的特点是硬质合金相球粒不是由硬质化合物(如 WC),而是由烧结合金(如 WC-Co 合金)球粒组成,也就是说其硬质相是由难熔化合物与金属钴经过烧结而成的成品硬质材料球粒,然后将烧结球粒与金属粘结剂混合并进行第二次烧结,从而在不降低硬度的情况下使断裂韧性大幅度提高。
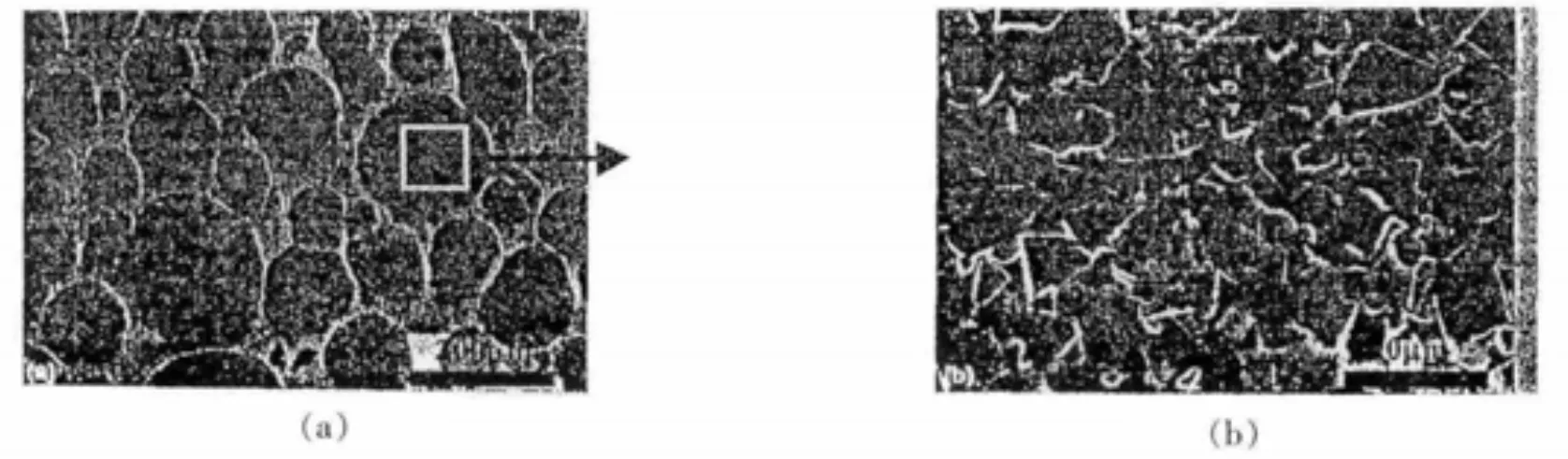
图12 双粘结硬质合金
各种不同球粒钴含量和基体含量的双粘结硬质合金的力学性能如表4 所示。
双粘结硬质合金复合材料由于具有上述一些优异性能,可在诸如采矿、建筑等特别需要高的断裂韧性、耐磨性和硬度等力学性能的许多不同应用领域中得到应用,双粘结硬质合金制成的牙轮钻头、冲击式钻头、刮刀钻头等三类工具中,由于其性能优异在实际应用中将会取得很好的效果。

表4 双粘结硬质合金的力学性能和使用性能
3.3 梯度结构硬质合金
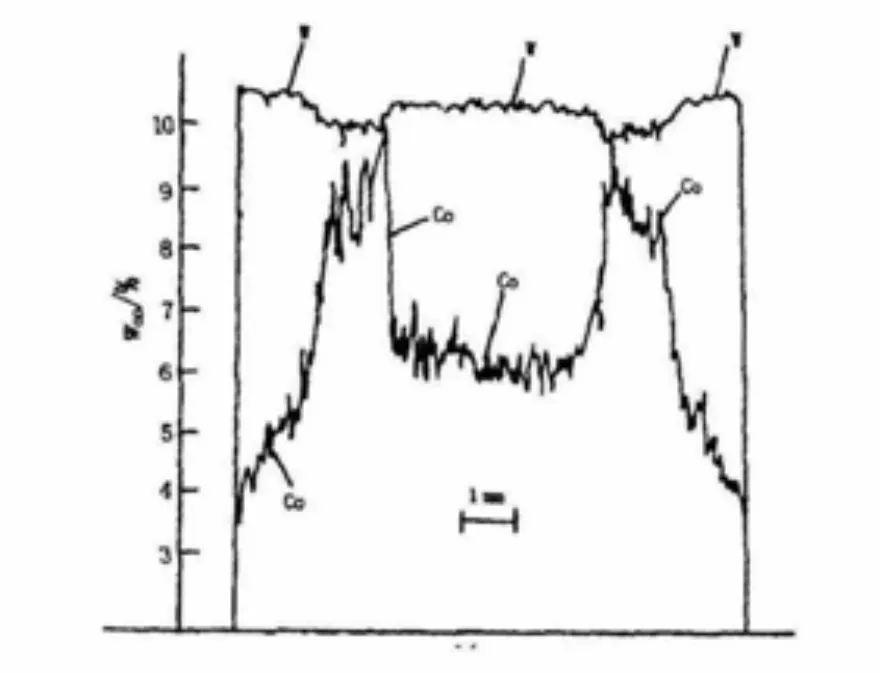
图13 含η 相的硬质合金球齿在1 450 ℃下于渗碳气氛中处理2 h 后钴和钨沿其直径的分布
矿用硬质合金球齿通过低碳合金经渗碳处理制取功能梯度硬质合金是目前普遍采用的工艺方法。 通常采用总碳含量比化学计量含量低0.1-0.4 wt%的碳化钨为原料。碳化钨的粒度一般在2-4 μm 范围内。渗碳处理时采用含甲烷、一氧化碳等含碳气体作为渗碳气氛、通过此工艺处理后的矿用硬质合金球齿的钴和钨沿其直径的分布见图13。
用这种结构的合金和标准结构硬质合金的钻头在各种凿岩条件下对各种不同岩石进行凿孔的对比实验结果表明,镶嵌功能梯度结构硬质合金的钻头显示出极其优异的使用性能。 如表5、表 6、表 7 所示。
结果表明: 功能梯度结构硬质合金潜孔钻头、牙轮钻头和钎片的寿命比常规硬质合金钻头的寿命明显提高。
瑞典山特维克凿岩工具公司利用这项技术开发出的凿岩工具用功能梯度式双相(Dual Phase,简称DP)结构硬质合金,现已开发出3 个牌号:DP55、DP60 和 DP65,其耐磨性和韧性均明显优于标准硬质合金。
4 结论

表5 各种硬质合金嵌入式钻头对磁铁矿+矸石进行凿孔的试验结果(硬质合金:WC-11%Co,刀片尺寸:高度=21 mm,宽度 13 mm,长度 17 mm)

表6 各种硬质合金嵌入式钻头对磁铁矿+矸石进行凿孔的试验结果(硬质合金:WC-6%Co,球齿尺寸、直径14 mm、高度24 mm)

表7 各种硬质合金牙轮钻头对带石英矿脉的矸石进行露天凿孔的试验结果(硬质合金:WC-10%Co,球齿尺寸、直径14mm、高度21mm)
(1)随国家基本建设投入,矿用硬质合金近几年将有良好的发展空间。
(2)近几年来,矿用硬质合金通过自主创新和引进、吸收国外先进技术,大大缩短了与国际先进水平的差距。
(3) 矿用硬质合金今后的发展仍是超粗晶、梯度结构和双粘结相结构为主攻方向, 工艺技术创新也同样重要。
[1]徐涛.硬质合金高端产品及新材料发展趋势分析[J].硬质合金,2011,28(6):395-402.
[2]张忠健等.中国硬质合金工业发展“十一五”回顾及“十二五”展望[J].硬质合金,2011,28(4):256-260.
[3]董鑫业, 胡铭. 国内外钎钢钎具生产与发展概况[Z].2013 年 6 月.
[4]罗菌等. 全国硬质合金行业统计年鉴(09.10.11.12.13年度)[Z].中国钨业协会硬质合金分会.
[5]周建华等.高强韧性特粗晶采掘工具用硬质合金研究[J].超硬材料工程,2013(6):37-41.
[6]周建华等. 土建及矿用硬质合金市场及技术分析[C].2011 全国钎钢钎具会议论文集:31-37.
猜你喜欢
山东冶金(2022年4期)2022-09-14
电机与控制应用(2022年4期)2022-06-27
粉末冶金技术(2021年3期)2021-07-28
中国金属通报(2021年4期)2021-05-20
有色金属科学与工程(2021年1期)2021-03-04
中成药(2019年12期)2020-01-04
建材发展导向(2019年10期)2019-08-24
制造技术与机床(2019年6期)2019-06-25
中国钨业(2019年5期)2019-05-06
电子制作(2017年17期)2017-12-18
