
浅析H25 轻型尾钎杆早期失效的原因及对策
2015-07-11 05:54:52杨云王仁华
凿岩机械气动工具 2015年4期
杨云,王仁华
(首钢贵阳特殊钢有限责任公司,贵州贵阳550005)
轻型尾钎杆是一端为钎尾钎肩,另一端为螺纹的六角形中空钢杆体的钎杆(见图1),常用规格H25×4.7m,钎尾长159mm、螺纹规格R32mm,是SJZ 系列型竖井钻机的主要凿岩工具,其作用是将凿岩机的冲击能传递到钻头,使钻头冲击破碎岩石而实现钻凿炮孔。
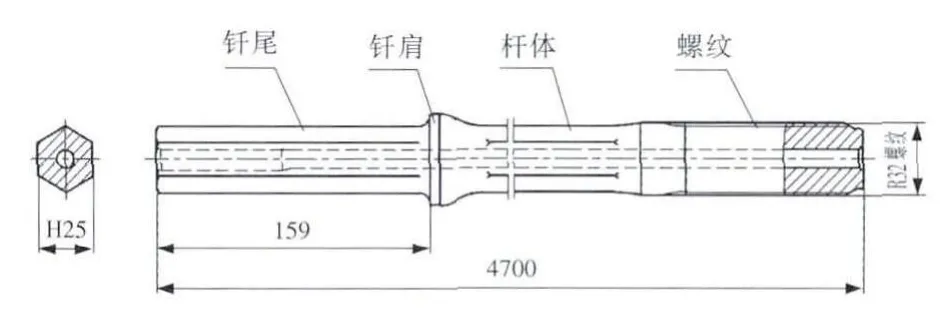
图1 轻型尾钎杆
SJZ6.7 型竖井钻机是竖井掘进用机械化专用凿岩设备(见图2),该机以压缩空气为动力,传动形式采用液压传动, 使所有动作实现机械化,其钎杆移位迅速、准确、平稳,并配有YGZ70型导轨式独立回转凿岩机,凿岩效率高,技术参数如表1。
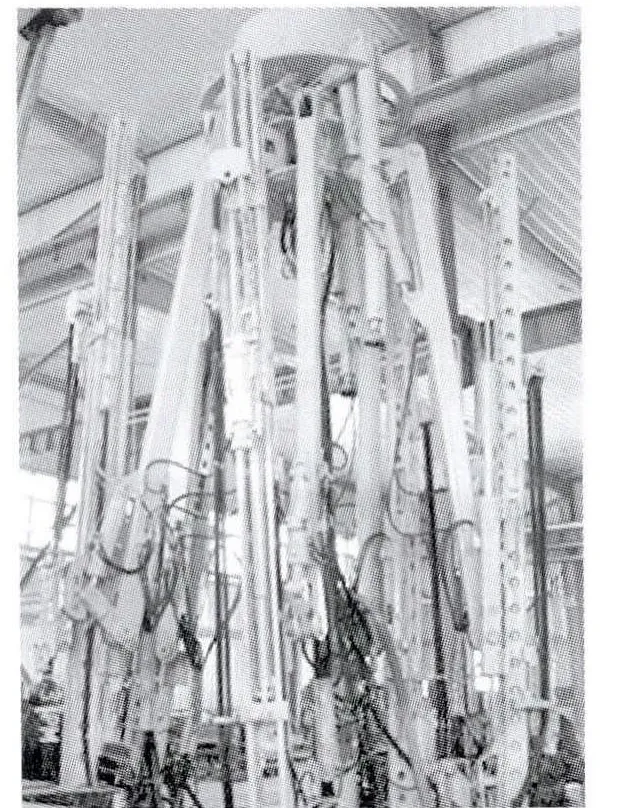
图2 SJZ6.7 型竖井伞钻机
YGZ70 型凿岩机是以压缩空气为动力的凿岩机具(见图2),与掘进钻车或伞形凿岩吊架配套使用, 用于井巷掘进钻凿水平或向下炮孔,钻孔直径φ38-φ55毫米,有效钻孔深度8 米,钻具可以正反转。具有转钎扭矩大,冲击频率高,冲击与回转各自独立并分别调节,对各种岩石的适应性强, 不易卡钎, 同时钎尾采用六角25×159 毫米,增加了钎尾与钎套的接触面积,有益于提高钎尾与钎套的寿命等特点。操作者在使用中要根据不同的岩石及排粉情况分别对冲击功、转钎速度和轴推力等参数进行调节,才能获得较高的凿岩速度, 同时也可避免由于操作不当而损坏钎杆、钎头等。如对于中硬或较软的岩石,冲击功可小些,转钎速度可高些,推力不宜过大,面对坚硬岩石,冲击功则要大,转钎速度应低些,推力应大些;在遇有裂隙、溶洞而卡钎时,则要减小冲击功,加大转钎速度甚至可以停止冲击,完全依靠回转排除卡钎故障;在冲击部分给气后没有起动时,应将操纵阀关闭,待气管中的余气排出后,再行启动。 YGZ70 型凿岩机参数如下表2。
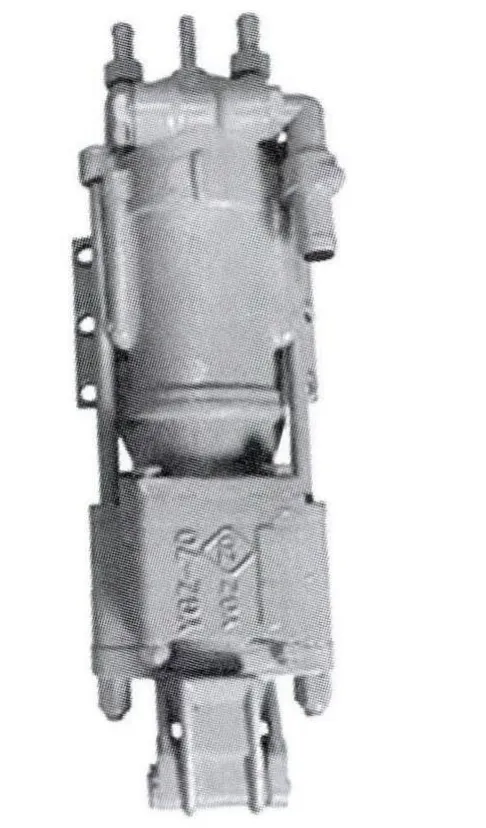
图2 YGZ70 型导轨式凿岩机
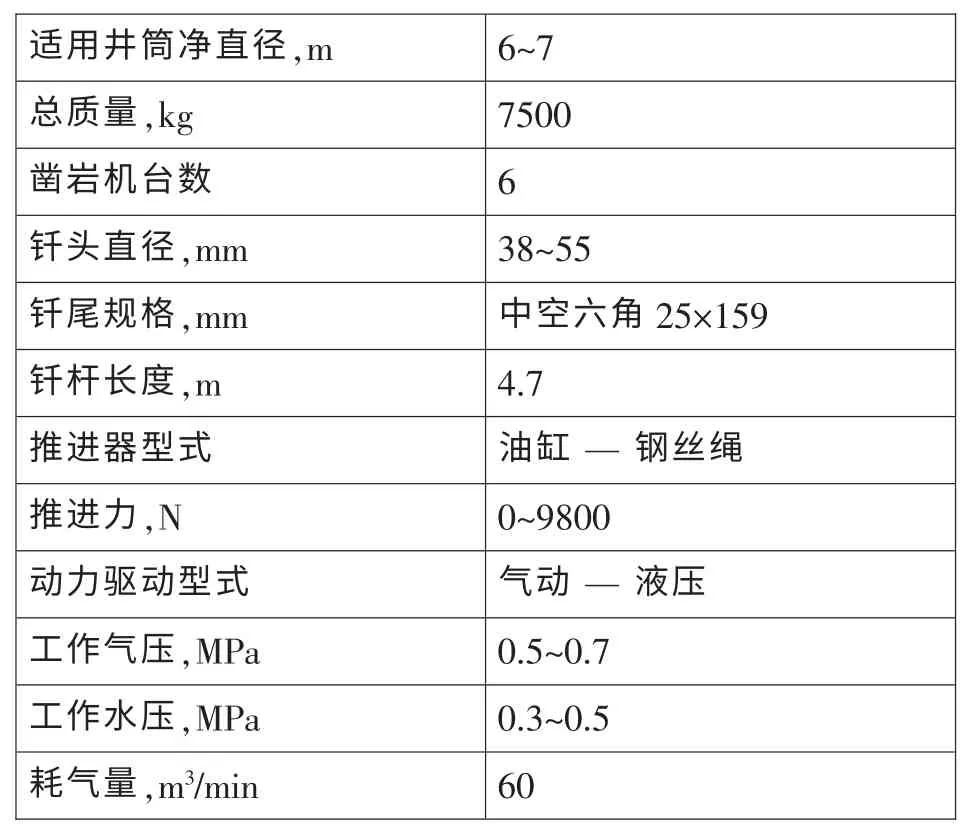
表1 SJZ6.7 型竖井钻机技术参数
轻型尾钎杆在凿岩过程中,不仅要承受冲击产生的拉压应力,还要承受旋转的扭转应力和弯曲应力等,受力情况复杂,同时由于凿岩现场空间小、粉尘浓度高、能见度差,因此对轻型尾钎杆的质量要求相对较高。 钎杆的早期非正常失效,它不仅增加施工成本、更为重要的是增加作业时间、施工难度、劳动强度及安全风险。
轻型尾钎杆作为一种凿岩工具,也是一种易损件,使用寿命的长短,不仅取决于钎杆的内在质量,而且与使用者的规范操作、凿岩机使用参数合理调节以及气压、 水压等因素有密切的关系。 通过大量的矿山试验、现场走访调查和使用单位的反馈,目前轻型尾钎杆常见的主要失效形式有:尾柄磨圆、尾柄断裂、钎肩断裂、杆体断裂、螺纹断裂及螺纹早期磨损等,下面就上述失效情况进行分析和探讨,以便生产企业和使用操作者有针对性地加以注意,采取相应措施,确保钎杆充分发挥其使用效能。
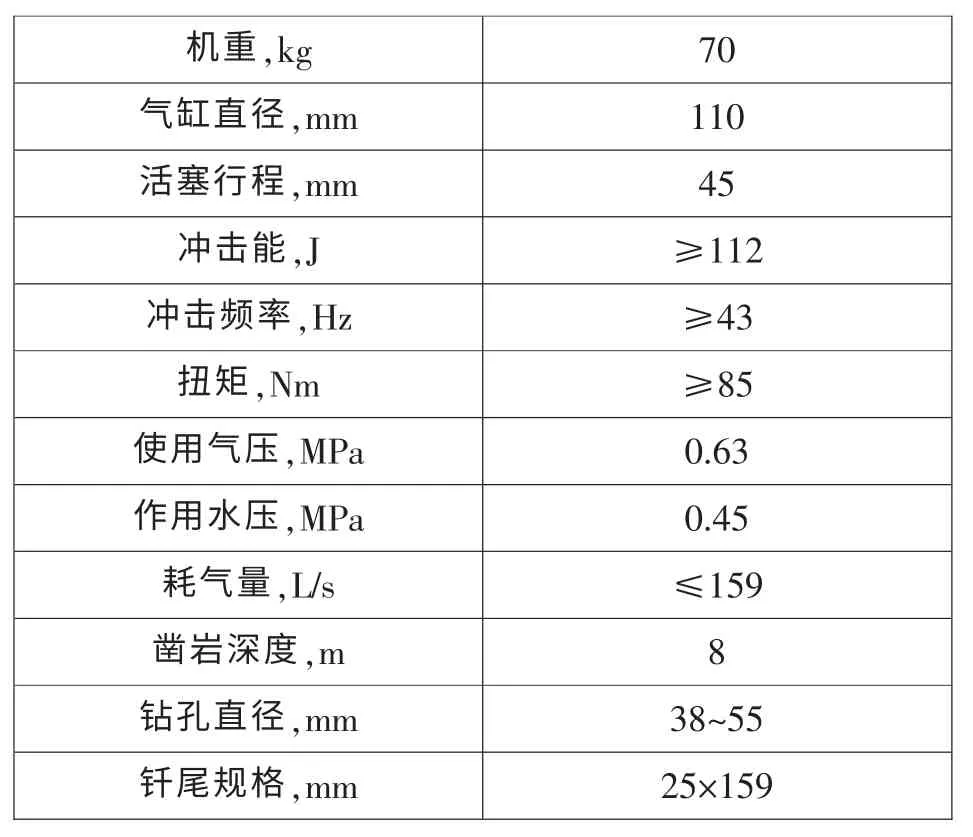
表2 YGZ70 型导轨式凿岩机参数
1 尾柄棱角早期磨损磨圆
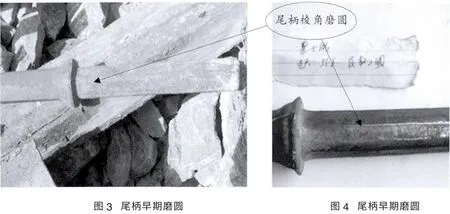
尾柄棱角早期磨损磨圆,是指轻型尾钎杆尾柄在凿岩机六方转动套中非正常的棱角磨圆,钎杆尾柄在凿岩机转钎套中打滑,致使钎杆在凿岩中不能转动、不能排粉凿岩的现象,尾柄六棱磨损情况(见图 3、4)。
1.1 原因分析
(1)钎杆尾柄六角对边尺寸偏小,导致尾柄与凿岩机六方转动套的间隙过大,从而使尾柄的棱角出现早期磨损失效。尾柄六角对边尺寸和棱角R 尺寸的标准范围见图5。
(2) 凿岩机六方转动套内六方尺寸偏大,使转动套与钎杆尾柄的间隙过大而出现尾柄棱角早期磨损失效。凿岩机尾柄六方转动套的标准尺寸见图6。
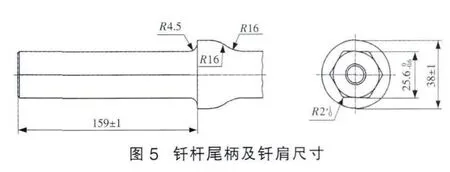
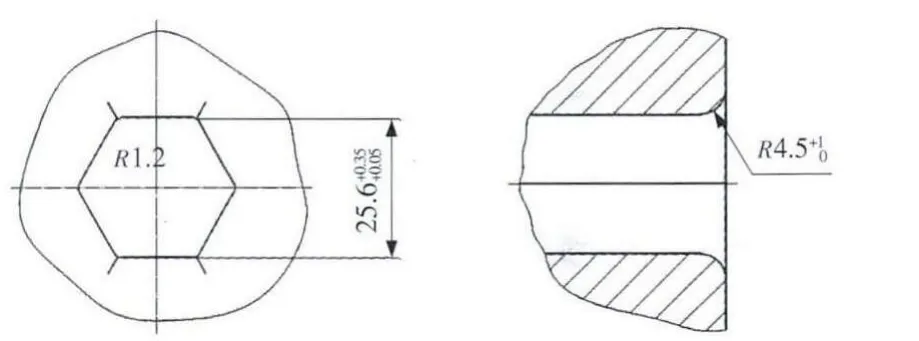
图6 凿岩机转动套内六方及R 尺寸
1.2 措施和对策
(1)钎杆和凿岩机转钎套生产加工企业应按标准加强钎杆尾柄对边尺寸和转钎套内六方尺寸的控制和检测,确保其尺寸符合标准。
(2)钎杆生产企业可加长钎杆尾柄淬回火的长度,增加尾柄淬硬长度,提高其耐磨性。
因此,操作者使用中出现尾柄棱角早期磨损磨圆情况, 要根据上述情况进行初步检查和判断,如果是钎杆尾柄尺寸偏差,可通知厂家进行处理;如果是转动套磨损或尺寸偏差,要及时更换或选用尺寸达标的转动套。
2 尾柄断裂
尾柄断裂是指钎杆在使用过程出现尾柄端面至钎肩后R 处断裂而导致钎杆失效的现象,如图 7、图 8。

图7 尾柄中部断裂

图8 尾柄159 mm(钎肩后R)处断裂
2.1 原因分析
(1)钎杆该处存在夹杂、偏析、压痕、折叠、横向裂纹等中空钢冶轧缺陷。
(2)尾柄扩孔对边尺寸偏小、变形不均匀、扩孔中损伤钎杆内壁。
(3) 后R 部位是钎杆断面积发生急剧变化的地方, 如果由于模具R 设计不合理或加工不到位,锻造充填不饱满等,使R 偏小或过大,导致在该位置形成应力集中或者与凿岩机六方转动套配合不良。
(4)钎肩锻造加热时,发生过热或者过烧现象。
(5)钎肩两侧同轴度偏大,超过1mm。
(6)凿岩机转动套的R 尺寸偏小或过大,导致与钎杆钎肩后R 配合不良。
(7)伞钻机的扶钎器损坏或间隙过大,钎杆使用中摆动大、钎杆产生弯曲。
2.2 措施和对策
(1) 钎杆生产严格按标准进行控制,确保钎杆内在质量和外形尺寸符合标准。
(2)使用钎杆的操作者注意凿岩机转钎套R尺寸的变化及修磨,确保转钎套与钎杆尾柄的配合。 同时注意检查伞钻机的扶钎器是否完好,有效规范使用扶钎器,避免钎杆在使用中出现大的摆动和弯曲。
3 钎肩断裂
钎肩断裂是指钎杆在使用中出现钎肩部位断裂而导致钎杆失效的现象, 其断裂情况见图9、图 10。
3.1 原因分析

图9 钎肩断裂
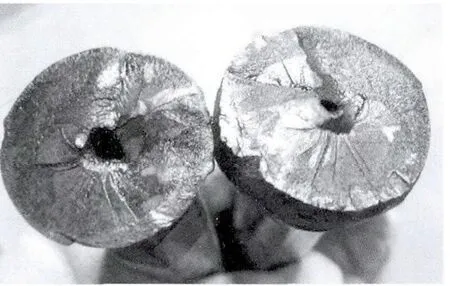
图10 钎肩断裂
(1)中空钢存在缩孔、夹杂、偏析等冶轧缺陷。
(2)钎肩模具结构设计不合理或者钎肩锻造时加热温度过低, 导致钎肩中部形成喇叭口缺陷,如图 11、图 12。
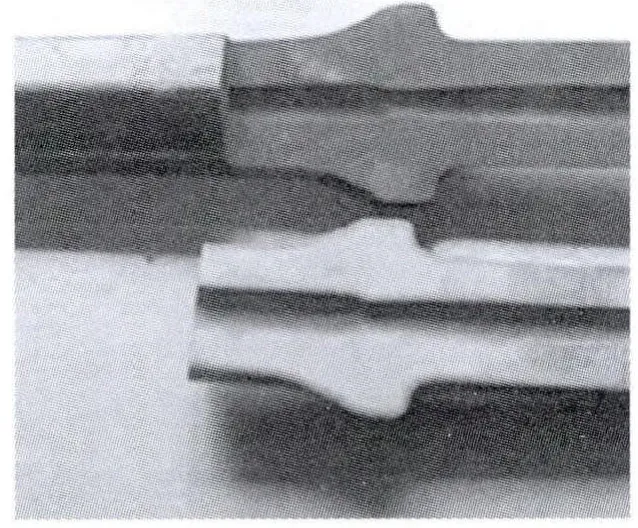
图11 钎肩锻造正常变形

图12 钎肩锻造变形不均匀
(3)中空钢芯孔偏心、椭圆严重,钎肩锻造变形不均匀。
(4)钎肩锻造加热温度过高或者加热时间太长,导致过热或者过烧现象发生。
(5)若尾柄淬回火长度超过钎肩时,其淬火温度过高或回火不足。
3.2 措施和对策
生产企业应控制好中空钢的冶轧质量,合理设计钎肩成型模,确保钎肩变形流线,严格控制钎肩锻造和淬回火温度及时间,确保钎肩的内在质量。
4 杆体断裂
杆体断裂是指钎杆在使用中发生在钎肩前R 处至螺纹根部之间区域的断裂, 见图13、图14。
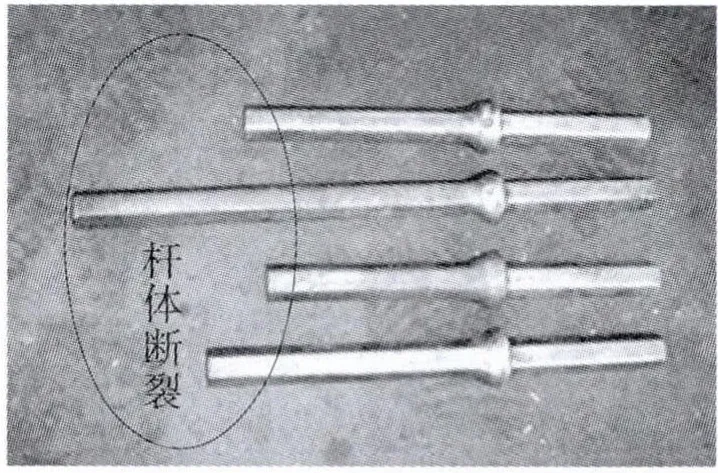
图13 杆体断裂
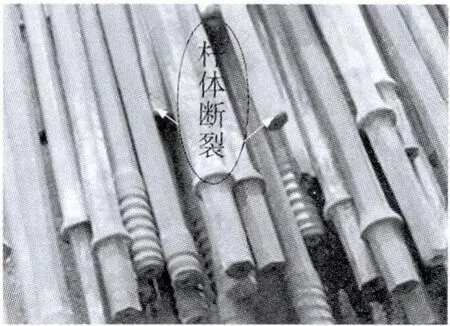
图14 杆体断裂
4.1 原因分析
(1)钎杆中空钢原料存在夹杂、偏析、轧制温度偏高或过低以及严重的偏芯和椭圆等冶轧缺陷。
(2) 在距尾柄端面 180 mm~300 mm 处承受了最大的叠加应力,同时是钎肩锻造加热时形成的热影响区,由于热影响区的存在,导致该区域钎杆的强度大大降低。
(3)中空钢表面硬度过高或者过低,导致钎杆的机械性能没有达到最佳状态。
(4)操作者不规范使用:推进力过大、不正确使用扶钎器,导致钎杆产生弯曲;使用时对钎杆杆体进行敲打,使其表面痕迹形成断裂的裂纹源等;使用后钎杆出现弯曲变形,没有进行矫直而继续使用等。
4.2 措施和对策
(1)生产企业严格执行工艺和检测,确保钎杆的内在质量。
(2)使用者严格遵守凿岩操作程序,规范使用钎杆,避免钎杆弯曲和损伤。
5 螺纹断裂和早期磨损
螺纹断裂是指钎杆在使用中出现螺纹断裂而失效的现象,见图15;螺纹早期磨损是指钎杆在使用过程其螺纹牙不正常的磨损磨平,使其不能与钎头内螺纹配合带动钎头冲击和旋转而不能使用的现象,见图16。

图15 部分螺纹断裂
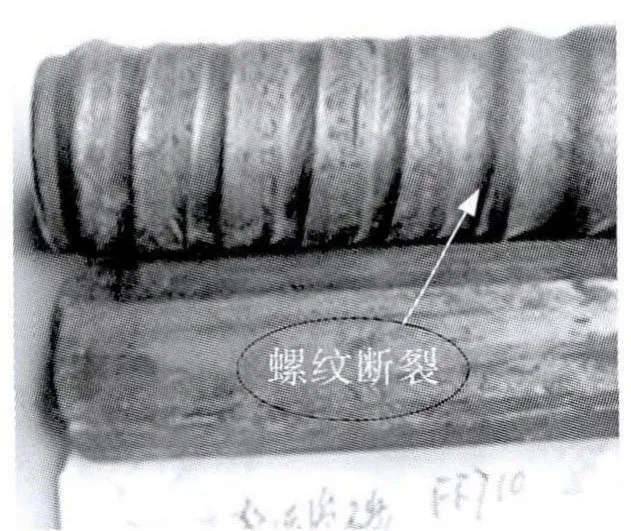
图16 螺纹磨损
5.1 原因分析
(1)影响螺纹早期断裂的主要因素有:中空钢原料存在非金属夹杂物、成分偏析、轧制温度过高或过低等内在质量缺陷;制钎时螺纹部锻造时加热温度过高或高温时间过长,导致组织粗大或低温锻造; 螺纹淬火温度过高或回火保温不足,硬度偏高等;钎头螺纹与钎杆螺纹配合不良;使用者在开孔时使用高风压大气量和大推进力,长时间空打以及打孔不直等不规范的使用操作。
(2)影响螺纹早期磨损的因素:钎杆螺纹外径小、牙浅等尺寸偏差,导致与钎头螺纹配合不良;螺纹热处理硬度偏低,降低螺纹的耐磨性;钎头螺纹内径大、牙浅等尺寸偏差,导致钎头与钎杆螺纹配合不良而产生早期磨损;使用者长时间空打,螺纹温度快速升温而导致螺纹硬度降低或烧蚀螺纹,使螺纹早期磨损失效。
5.2 措施和对策
(1)钎杆企业加强工艺的执行监督,提高螺纹尺寸精度、热处理质量和按标准生产,确保钎杆与钎头配合。
(2)钎头企业加强工艺的执行监督,提高钎头螺纹尺寸精度和按标准生产,确保钎头与钎杆配合。
(3)使用者规范操作,加强作业检查,钎头磨损要及时更换,尽量减少长时间空打。
综上所述,由于钎杆凿岩过程是一个复杂过程,其受力情况非常复杂,使用环境恶劣,寿命的长短受凿岩机功率、气压、钎头与钎杆的配合、岩石硬度变化、使用者是否规范操作以及操作水平等诸多因素影响,因此钎杆的失效形式、失效的部位是多种多样的,在出现异常时,要根据情况进行分析和判断, 有针对性地进行处理和改进,确保产品质量和规范操作,使钎杆的能力得到充分的发挥。
[1]GB/T6481-2002,凿岩用锥形连接中空六角形钎杆[S].
[2]GB/T6482-2007,凿岩用螺纹连接钎杆[S].
[3]GB/T 6374-2004,凿岩机械与气动工具尾柄和衬套配合尺寸[S].
[4]YGZ70 型凿岩机使用规程[Z].
猜你喜欢
凿岩机械气动工具(2020年4期)2020-12-31 02:36:32
凿岩机械气动工具(2017年3期)2017-11-22 07:22:04
凿岩机械气动工具(2017年2期)2017-07-19 10:21:17
凿岩机械气动工具(2017年1期)2017-05-17 06:19:49
凿岩机械气动工具(2017年1期)2017-05-17 06:19:46
新疆钢铁(2015年1期)2015-11-07 03:11:03
华东理工大学学报(自然科学版)(2015年5期)2015-02-27 13:49:59
凿岩机械气动工具(2014年4期)2014-03-01 04:00:20
凿岩机械气动工具(2014年4期)2014-03-01 04:00:17
凿岩机械气动工具(2014年3期)2014-03-01 04:00:08
