
典型控制方案在DCS控制系统中的应用
2015-07-08 08:34邢兵锁芮璋现
电气传动自动化 2015年3期
关键词:DCS系统
邢兵锁,芮璋现
(1.安徽铜陵职业技术学院,安徽铜陵244061;2.安徽六国化工股份有限公司,安徽铜陵244061)
典型控制方案在DCS控制系统中的应用
邢兵锁1,芮璋现2
(1.安徽铜陵职业技术学院,安徽铜陵244061;2.安徽六国化工股份有限公司,安徽铜陵244061)
摘要:在化工行业的DCS系统控制中,常采用不同的过程控制系统,以满足生产工艺的要求。安徽铜陵六国化工公司年产30万吨的合成氨项目采用了HONEYWELL EPKS 300系列DCS控制系统。对该系统通常使用的单回路反馈控制、串级控制、分程控制、比值控制等几种典型的控制方案及其应用进行了研究和讨论。
关键词:单回路反馈控制;串级控制;分程控制;比值控制;DCS系统
1 前言
近年来,随着化工技术的不断发展和进步,DCS系统常采用不同的过程控制方式,以满足生产工艺的要求。安徽铜陵六国化工公司年产30万吨的合成氨项目采用了HONEYWELL EPKS 300系列DCS控制系统,其采用了单回路反馈控制、串级控制、分程控制、比值控制等多种典型控制方式。
2 DCS系统常用的典型控制方案
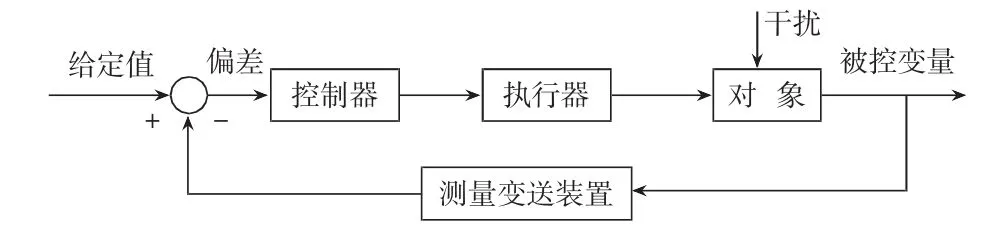
图1 单回路控制系统框图
2.1单回路反馈控制
单回路反馈控制系统是所有DCS系统中最基本、结构最简单的一种,是由一个被控对象、一个测量变送器、一个控制器和一个执行机构(控制阀)所组成的闭环控制系统。
图1所示为单回路控制系统的组成框图。从图可知,该系统由四个基本环节组成,即被控对象(简称对象)、测量变送装置、控制器和执行器。对于不同对象的控制系统,尽管其具体装置与变量不相同,但都可以用相同的框图来表示。该系统中有一条从系统的输出端引向输入端的反馈路线,也就是说该系统的控制器是根据被控变量的测量值与给定值的偏差来进行控制的。
被控对象是高压闪蒸分离器V-1402,被控变量是高压闪蒸分离器的液位,测量变送器是LT_1404,控制器是LIC_1404,执行机构是阀门LV_1404。变送器LT_1404将反应液位高低的信号送往液位控制器LIC_1404。控制器的输出信号送往执行器,改变控制阀门的开度使高压闪蒸分离器输出流量发生变化以维持液位稳定。
由于单回路反馈控制系统结构简单、所需自动化装置数量少、投资低、操作维护方便,且一般情况下都能满足控制质量的要求,因此,这种控制系统在工业生产过程中得到了广泛应用。据统计,简单控制系统占控制系统总数的80%左右。但随着生产过程的复杂化,导致对操作的要求更加严格,各变量之间的相互关系更加复杂。这时,采用简单的控制系统是不能解决问题的,而需要引入更为复杂的控制系统。
2.2串级控制
在复杂控制系统中,串级控制系统的应用最广泛。当被控对象滞后较大、干扰剧烈且频繁、负荷变化大时,采用简单控制系统往往控制质量较差,满足不了工艺的要求。这时,可考虑采用串级控制系统。
在如图3所示的串级控制系统框图中,串联控制系统有两个闭合回路即主回路和副回路;有两个控制器即主控制器和副控制器;有两个测量变送器,分别测量主变量和副变量。主、副控制器是串联工作的,主控制器的输出作为副控制器的给定值,系统通过副控制器的输出去操纵执行器动作,实现对主变量的定值控制。所以,在串级控制系统中,主回路是个定值控制系统,而副回路是个随动控制系统。
在系统特性上,串级控制系统由于副回路的引入,改善了被控对象的特性,使控制过程加快,具有超前控制作用,能有效克服滞后,提高控制质量。另外,串级控制系统由于增加了副回路,因此它具有一定的自适应能力,可用于负荷和操作条件有较大变动的场合。
图4是六国化工公司氮肥厂气化工段气化炉液位的调节控制回路。

图2 高压闪蒸分离器的液位控制系统

图3 串级控制系统典型方框图

图4 气化炉液位的调节控制回路
主回路为气化炉液位控制回路,是由主变量的测量变送装置、主副控制器、执行器及主副对象构成的外回路。副回路为气化炉出口流量控制回路,是由副变量的测量变送器装置、副控制器执行器及副对象所构成的内回路。主变量为气化炉液位
1.3 测试项目与方法 样品测试分析由国土资源部合肥矿产资源监督检测中心完成,测试项目包括As、Cd、Cr、Cu、Ni、Hg、Pb和Zn元素。各分析方法的检出限、精密度和准确度满足《多目标区域地球化学调查规范(1:250000)》(DZ/T 0258—2014)要求。其中As和Hg用王水溶解后,采用原子荧光光谱法分析;Cd、Cu和Ni用HCl-HNO3-HF-HClO4溶解后,Cd采用电感耦合等离子质谱法分析,Cu和Ni采用电感耦合等离子体发射光谱法分析;Cr、Pb和Zn用粉末压片法处理后,采用X荧光光谱法分析;pH采用电位法测试。
LT_1305A,是在串级控制系统中起主导作用的被控变量。副变量为气化炉出口流量FT_1312A2,是在串级控制系统中为了稳定主变量或因某种需要而引入的辅助变量。主控制器是气化炉液位控制器LC_1305A,是按主变量的测量值与给定值的偏差作为输入,其输出作为副变量给定值。气化炉出口流量控制器FC_1312A2为副控制器,其给定值来自主控制器LC_1305A的输出,并按副变量的测量值与给定值的偏差而工作。
气化炉是六国化工公司氮肥厂重要设备之一,工艺要求极其苛刻,正常生产时液位要保持稳定。它的工作过程是在稳定工况下,液位LT_1305A和出口流量FT_1312A2都处于相对稳定状态,出口流量的阀门保持在一定的开度。假定在某一时刻,由于外部原因的干扰,发生一些变化,这个干扰首先使出口流量FT_1312A2发生变化,它的变化促使控制器LC_1312A2进行工作,改变出去的流量,从而使出口流量的偏差随之减少,与此同时,由于出口流量的变化,会使气化炉液位LT_1305A发生变化,LT_1305A的变化通过控制器LC_1305A的输出不断地去改变控制器FC_1312A2的给定值。这样,两个控制器协同工作,直到气化炉液位重新稳定在给定值,控制过程才告结束。
2.3分程控制
通常,在一个控制系统中,一个调节器的输出信号只控制一个执行器或调节阀。如果一个调节器的输出信号同时送给两个调节阀,构成如图5所示的系统,这就是一种分程控制系统。这里两个阀门并联使用,它们都是气开阀,其工作特性如图6所示。阀门A:控制信号P为0 MPa时,全关;随着P增加,开度增加,当P增至0.5 MPa时,阀门A全部打开;P继续增加,阀门A保持全开状态,直至P达最大。阀门B:在控制信号P从0增加到0.5 MPa之间一直保持全关状态;从0.5 MPa起,阀门逐步打开;至1.0 MPa处,阀门全开。可见,两个阀门在控制信号的不同区间从全关到全开,走完了整个行程。由于阀门有气开和气关两种特性,两个阀门就有四种组合特性,如图6所示,其中图(a)、图(b)表明两个阀门同方向运动,图(c)、图(d)表明两个阀门的作用方向相异。
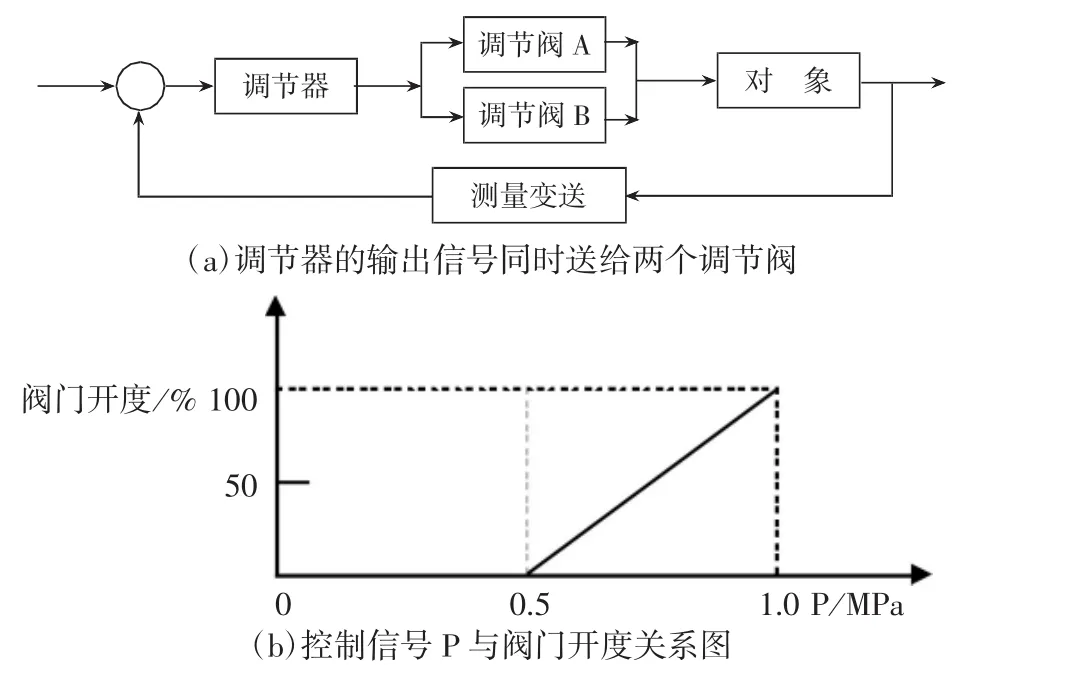
图5 分程控制系统示意图
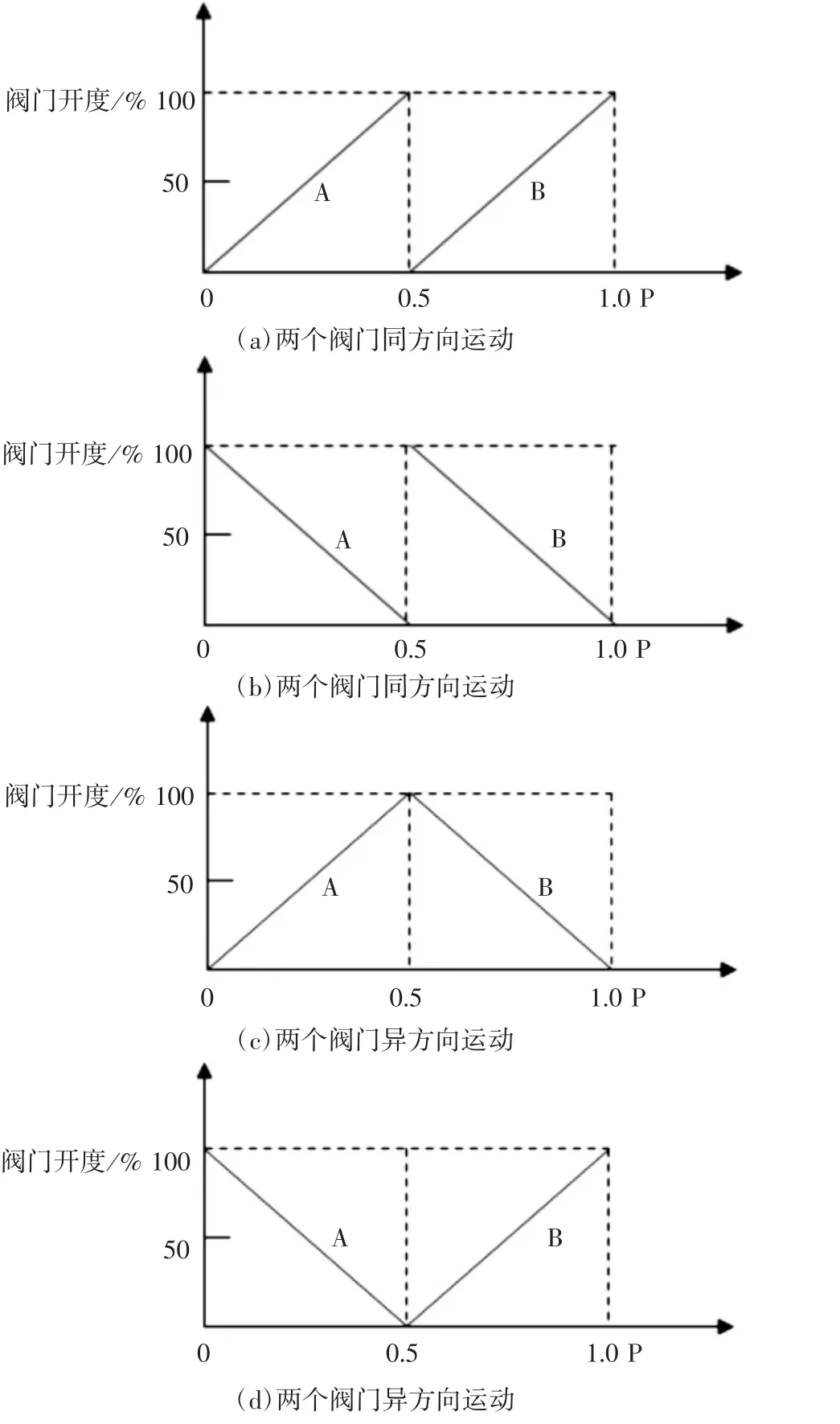
图6 两个阀门的分程控制特性
分程控制可用在很多种场合,例如同时控制两种不同的介质,以保护设备的安全,扩大控制阀的可调范围等,都可采用分程控制。
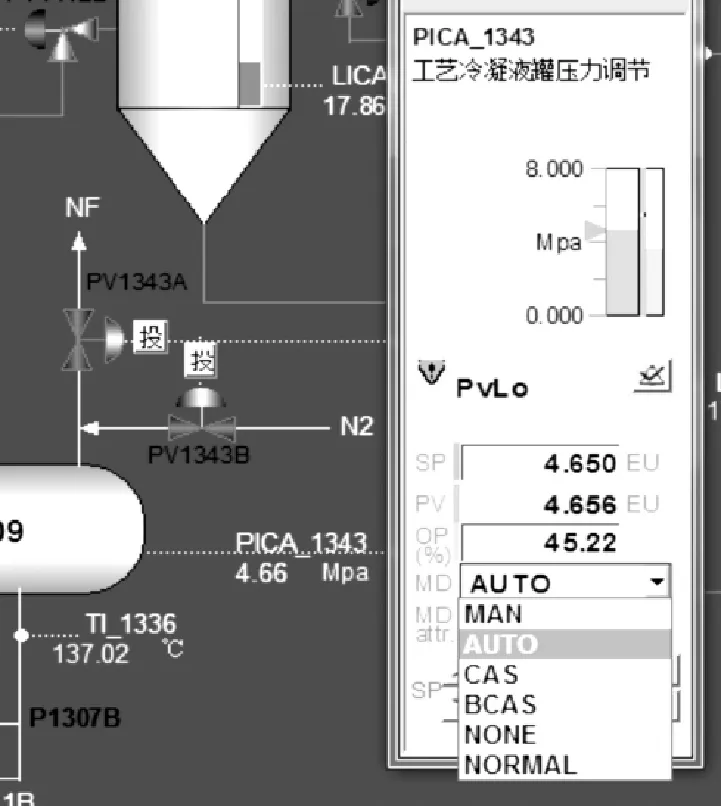
图7 冷凝液罐的压力调节
六国公司氮肥厂气化工段工艺冷凝液罐的压力调节控制是一个典型的保护设备安全的分程控制,如图7所示。本方案中A阀为气开式,B阀为气开式,对应的分程曲线是图6所示中的(d)图。根据生产工艺要求,正常生产时冷凝液罐的压力稳定在4.65Mpa,当冷凝罐压力升高时,测量值将大于给定值4.65Mpa,压力控制器PC_1343的输出将下降,这样A阀将打开,而B阀将关闭,于是通过放空的办法将冷凝液罐的压力降下来。当灌内压力降低,测量值小于给定值时,控制器PC时_1343输出将变大,此时B阀将打开而A阀将关闭,于是N2被补充加入灌中,以提高冷凝液罐的压力。
六国公司氮肥厂气化工段碳洗塔放空压力调节也采用了分程控制,如图8所示。碳洗塔压力的稳定与否直接关系到气化炉的安全问题。根据工艺条件,碳洗塔压力控制器PC_1311A1的调节为正作用,压力调节阀PV1311A1、PV1311A2均为气开阀。正常工况下,碳洗塔的压力设定在5.956MPa,当碳洗塔压力大于设定值时,压力控制器PC_1311A1的输出将增大,此时PV1311A1先打开,当PV1311A1全部打开时,碳洗塔压力还是大于设定值,这时PV1311A2会打开继续放空,直到碳洗塔压力基本稳定在设定值,对应的分程曲线是图6所示中的(a)图。

图9 氧煤比控制原理图

图8 碳洗塔放空压力调节
2.4比值控制
化工生产中,经常需要两种或两种以上的物料按一定比例混合或进行化学反应。这种实现两种物料为一定比例关系的控制称比值控制。氧煤比(O/C)比值控制实质是一个煤浆和氧气的比值调节回路,其中煤浆流量是基准值,氧气流量是随动的,所需氧气流量的设定值由煤浆流量经O/C比值计算后得出,去氧气调节器自动控制氧气流量,从而实现O/C比控制。
六国公司氮肥厂气化炉的O/C比控制在DCS上位机上操作实现。图9所示为O/C比控制原理图。为避免过大的生产负荷扰动,对氧气及煤浆的流量设定了限幅限速,即设立交叉限幅控制:负荷提高时,先提高煤浆流量,后提高氧气流量;负荷降低时先降低氧气流量,后降低煤浆流量。这是通过高、低选择器来实现的。在煤浆流量控制回路远程设定值信号线上加高选器,使由氧气量计算所得的设定值与负荷设定值相比较,选其高者作为煤浆流量控制回路的最终远程设定值。在氧气流量控制回路的远程设定值信号线上加低选器,使煤浆流量中值选择所得的设定值与负荷设定值相比较,选其低者作为氧气流量控制回路的最终远程设定值。这样,当负荷设定值提高时,将首先提高煤浆流量,而当负荷设定值降低时,将首先降低氧气流量。
3 结束语
上述几种典型的控制系统均由DCS功能块组态实现。该装置自2012年12月成功投料开车以来,生产稳定,各项运行技术指标均优于设计要求,且因各种控制回路的成功应用使得控制系统运行可靠,进而提高了企业的经济效益和社会效益。
参考文献:
[1]厉玉鸣.化工仪表及自动化[M].北京:化学工业出版社,1999.166-210.
[2]何衍庆.工业生产过程控制[M].北京:化学工业出版社,2008.
[3]王延年,等.煤气化系统中的氧煤比控制[J].西安工程大学学报,2009,(6).
中图分类号:TP273
文献标识码:A
文章编号:1005—7277(2015)03—0021—05
作者简介:
邢兵锁(1970-),男,汉族,电气工程师,硕士研究生,现在安徽铜陵职业技术学院工作,主要研究方向为过程控制自动化技术。
芮璋现(1980-),男,汉族,工程师,硕士研究生,现在安徽六国化工股份有限公司氮肥厂电仪部工作,主要研究方向为计算机应用技术。
收稿日期:2014-11-20
Application of typical control scheme in DCS system
XING Bing-suo1,RUI Zhang-xian2
(1.Anhui Tongling Polytechnic College,Tongling 244061,China;2.Anhui Liuguo Chemical Co.,Ltd.,Tongling 244061,China)
Abstract:In DCS control of the chemical industry,the different process control systems are adopted to meet the requirements of the various production processes.The synthetic ammonia project with an annual output of 300000 tons of Anhui Tongling Liuguo Chemical Company adopts the HONEYWELL EPKS 300 series DCS control system.The several typical control schemes and the applications of the single loop feedback control,the cascade control,the split ranging control and the ratio control are discussed and studied.
Key words:single loop feedback control;cascade control;split ranging control;ratio control;DCS system
猜你喜欢
科技创新导报(2017年1期)2017-03-21
科学与财富(2017年6期)2017-03-19
山东工业技术(2017年5期)2017-03-16
科技传播(2016年10期)2016-07-15
科技与创新(2015年15期)2015-08-04
科技与创新(2015年10期)2015-07-07
中国高新技术企业(2015年3期)2015-03-26
