划片机冷却水罩对划切品质影响的研究
2015-07-04 01:42闫伟文
电子工业专用设备 2015年10期
闫伟文
(北京中电科电子装备有限公司,北京100176)
划片机是以强力磨削为划切机理,空气静压电主轴为执行元件,以每分钟3 万到6 万的转速划切晶圆的划切区域, 同时承载着晶圆的工作台以一定的速度沿刀片与晶圆接触点的划切线方向呈直线运动, 将每一个具有独立电气的芯片分裂出来。这个过程就是划片或划切(Dicing Saw)。工作原理如图1所示。
1 冷却水罩的作用
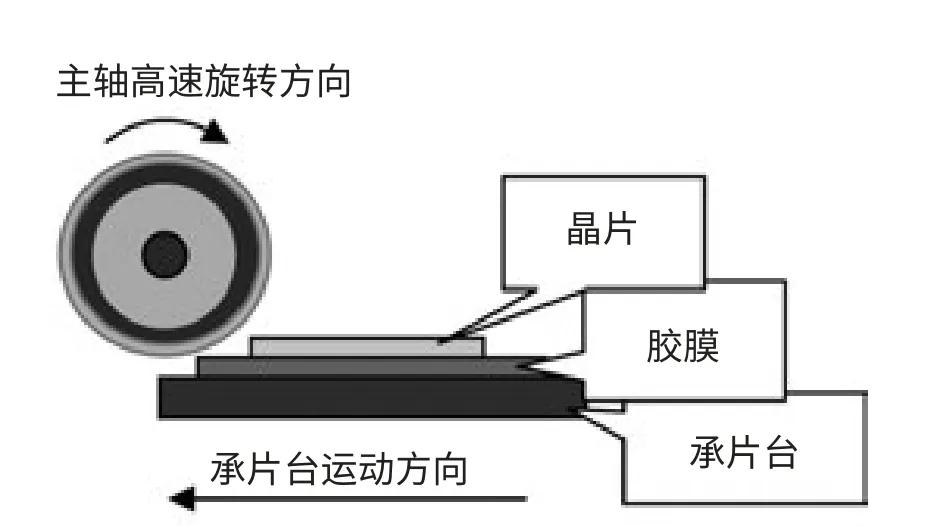
图1 原理示意图
由于在划切中主轴高速旋转,在切割材料时,刀片与材料的接触处会产生很高的温度,稳定的划切冷却水流量(去离子水),不仅在划切过程中起到冷却刀片的作用,还可以防止电击、电弧现象发生,同时冲掉划切过程中碾碎的碎粒,减少芯片表面的碎屑污染,提高划切品质。如果冷却水在划切过程中突然减少,或者喷洒不到位就会出现刀痕突然加深,严重时划伤工作台、刀体打火、刀痕烧糊、刀体卡在芯片中、损毁刀具,以至于芯片报废。冷却水的流量和温度达到稳定时,划切品质才能达到最佳。冷却水流量的调节,包括喷嘴方向、高低、流量大小的调节。只有保证了足够的冷却效果,才能有效控制划切崩裂。冷却水罩的作用就是将冷却水均匀准确地喷射到刀片两侧以及切割道中,对划切芯片的质量有很大影响。
2 冷却水罩现状
图2为一种划片机的防水罩三维效果图。左侧前后两根喷水管喷出的水喷在刀片的两侧,起到冷却刀片的作用,右侧喷水管喷出的水不仅能起到冷却刀片的作用,还可以冲走切割道内由于划切材料产生的碎屑。由于划切中刀片尺寸不同,所以需要喷水杆可以便捷的调节。由图可见,左侧和右侧喷杆想要实现上下位置的调节很不方便,使得冷却水喷水点不够准确,不能集中于刀体与工件划切点上;而且左右两种喷水杆都需要折弯,增加了工艺难度;喷水杆的缝隙由于制造、装配等原因会出现堵塞不畅,使得喷水效果无法实现“扇形喷洒”。这样会不利于冷却刀片以及冲走切割道内的碎屑。

图2 改进前防水罩三维效果图(一)
图3是一种划片机的防水罩三维效果图。此防水罩的结构设计:喷水杆与罩体连结方式是焊接,焊点有可能会堵塞喷水杆,无法实现冷却水有效的喷洒;同样右侧出水口的角度亦无法调节,难以适应各种尺寸的刀片,而且固定的角度也不能保证冲洗切割道内碎屑的效果。
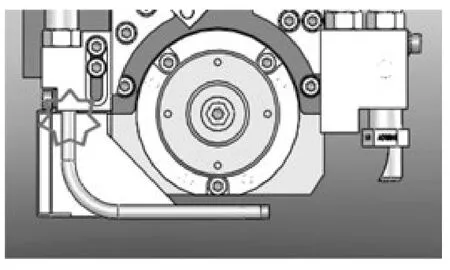
图3 改进前防水罩三维效果图(二)
3 对策实施
根据设计理念以及划切需求制定的划切水罩方案,左侧前后工作的理想状态如图4(a)所示,如此才能使刀片冷却均匀,以保障划切质量以及延长刀片寿命,然而原防水罩左侧前后俩喷水杆实际工作效果如图4(b)所示,右侧的喷水杆可以随着刀具的尺寸可以改变喷水角度,这样才能保证冷却水准确的喷射到刀体与工件划切点,以保证刀具的冷却以及有效的冲走切割道内由于划切材料产生的碎屑:
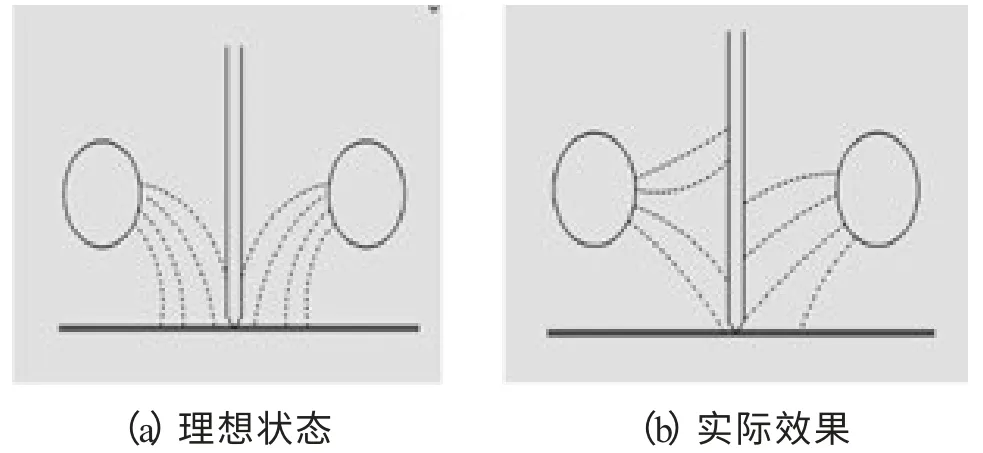
图4 左侧喷水杆喷水效果图
针对以上的角度不可调、上下调节不方便、喷杆长度固定、焊点堵塞水流以及折弯增加工艺难度等因素,设计了新的结构方案,如图5所示。左侧前后两喷杆通过调整块可以上下随意调节,以适应各种尺寸的刀片,并且通过根部螺母可以旋转,以达到对刀片两侧喷水均匀的状态,右侧喷杆通过改进,也方便了调节,并且两种喷杆均无折弯,大大减小了加工难度。
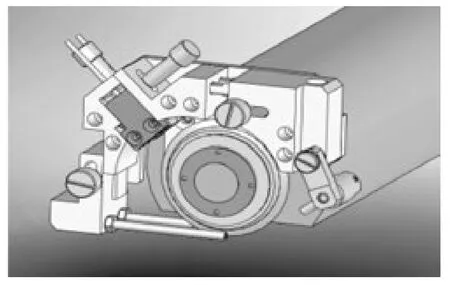
图5 改进后防水罩三维效果图
4 冷却水罩改进后对划切效果的提升
通过统计客户现场使用更换优化后的冷却水罩的设备与未更换的设备进行划切对比,我们得出器件表面崩边过大、刀具异常磨损、严重烧伤等问题均得到很大改善。
5 结束语
砂轮划片机的在划切中,冷却水罩的结构对划切效果有很大的影响,此文通过对不同结构冷却水罩的研究,对现有的结构进行优化,有效地减少了划切中因为划切水喷洒不均不准对划切品质产生的影响。
[1]文赟,王克江,孙敏,等.浅析砂轮划片机划切工艺[J].电子工业专用设备,2010(6):21-26.
[2]成大先.机械设计手册[M].北京:化学工业出版社,2002.
猜你喜欢
科学与信息化(2023年1期)2023-01-31
农业装备与车辆工程(2022年5期)2022-10-31
中国农机化学报(2022年8期)2022-08-12
农业机械学报(2022年2期)2022-03-14
大众文艺(2021年15期)2021-08-25
环球时报(2021-07-16)2021-07-16
流行色(2020年2期)2020-04-28
流行色(2019年11期)2020-01-09
流行色(2019年11期)2020-01-09
农业知识(2018年45期)2018-01-17