
钛合金搅拌摩擦焊研究进展
2015-07-02 01:31王玉晓岳玉梅姬书得吕赞温泉
精密成形工程 2015年5期
王玉晓,岳玉梅,姬书得,吕赞,温泉
(沈阳航空航天大学航空航天工程学部,沈阳110136)
钛合金搅拌摩擦焊研究进展
王玉晓,岳玉梅,姬书得,吕赞,温泉
(沈阳航空航天大学航空航天工程学部,沈阳110136)
搅拌摩擦焊是一种固相连接技术,具有低应力、小变形、绿色环保等优点。在航空、航天等领域广泛应用的钛合金材料的搅拌摩擦焊技术,是目前国内外研究的热点与难点。主要从焊接接头的显微组织、力学性能、搅拌头磨损和复合工艺这几个方面,介绍了钛合金搅拌摩擦焊的研究进展,并对该技术未来的发展趋势进行了展望。
钛合金;搅拌摩擦焊;显微组织;力学性能
由于具有比强度高、耐高温、耐腐蚀性能好等优点,钛合金被广泛应用于航空、航天、船舶、化工等领域[1—3]。目前钛合金的焊接方法主要是熔化焊,例如钨极氩弧焊、等离子弧焊、激光焊、电子束焊等,但是焊件变形大,焊缝容易出现气孔、夹渣、裂纹等缺陷,不利于高质量的焊接[4—5]。
搅拌摩擦焊 (Friction stir welding,FSW)是基于摩擦焊技术的原理,由英国焊接研究所于1991年发明的一种固相连接技术[6]。FSW具有搅拌区晶粒细小、焊接性能好、残余应力低、工件变形小、无污染、无需焊丝、焊前准备工作少、易于实现自动化等优点,自问世以来得到了迅速发展,被誉为21世纪最具革命性的焊接技术,已经成功应用于所有牌号的铝合金等低熔点材料的焊接[7—8]。作为高熔点材料,钛合金FSW技术始终受到国内外学者的关注,并取得了一定的研究成果,但是目前还处于探索阶段,技术储备尚未达到工程应用的程度[9—10]。文中以TC4钛合金为对象,主要从焊接接头的微观组织、力学性能、搅拌头磨损和复合工艺等几个方面,介绍国内外钛合金FSW的研究现状。
1 微观组织
对于钛合金的FSW来说,焊接接头横截面形貌多呈现典型的“碗”状结构,如图1所示,整体形貌与搅拌针的形状特征相似;整个接头形貌基本上沿焊缝中心对称,前进侧与后退侧基本一致。焊接接头的微观组织结构与力学性能密切相关,因此对接头焊核区或热(机)影响区的微观组织研究较多[11—14]。
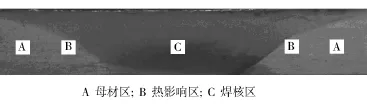
图1 焊缝接头截面宏观组织Fig.1 Macrostructure ofweld in cross section
赵强等人[12]研究了4 mm厚的TC4钛合金FSW接头的微观组织,研究表明:搅拌区的组织为原始β相、转变β相和片状α相;搅拌区不同位置的微观组织不同,中间的晶粒相对粗大,上部和下部的晶粒细小,接近表层的组织更加细小;热机影响区由于热和塑性变形的双重作用,原来的带状α相经过动态再结晶转变为细小的等轴α相晶粒;热影响区由于热的作用,β相增多而α相减少。
事实上,钛合金FSW的显微组织形态与焊接温度峰值密切相关。Esmaily等人[13]对Ti-6Al-4V钛合金进行FSW探索,发现当焊缝温度峰值低于β相变温度时,焊缝区出现α+β双态组织;当焊缝区温度峰值超过β相变温度时,搅拌区出现了次生α马氏体组织。王快社等人[14]的研究结果表明,当焊缝的最高温度没有超过相变温度,搅拌区与TC4钛合金母材的过渡区存在大量的α/β界面相和界面产物。
以上研究的钛合金FSW的焊缝区域均有热机影响区的存在,但是钛合金的FSW接头中,有时并没有观察到热机影响区的存在。周利等人[15]对不同氢含量的TC4钛合金进行了FSW研究,观察到焊缝截面形状基本相同,接头分为3个区域:搅拌区、热影响区和母材区。置氢可以改善焊缝成形,当氢含量低于0.1%,搅拌区组织与未置氢钛合金相似,但有α′马氏体形成及少量δ;氢含量为0.3%与0.5%时,组织分别主要以α′马氏体与α″马氏体为主。
作为一种固相连接技术,影响FSW焊接质量的主要因素是温度场,而其主要由焊接速度、搅拌头旋转速度等焊接工艺参数决定,因而国内外学者对此做了大量的研究[16—19]。
李继忠等人[16]采用不同的焊接工艺研究了TC4钛合金FSW焊缝的微观组织。接头组织可以分为焊核区、热影响区和母材区。当焊接速度为30 mm/ min,旋转速度从150 r/min逐渐增加到200 r/min时,焊核温度从低于β相变温度增加到略高于β相变温度,焊核区组织也由α相等轴超细晶转变为α等轴晶和α+β双态组织;当转速继续增至250 r/min,焊核区全部由α+β片层状构成,α等轴晶消失。这表明焊核区的组织与热输入有直接的关系。
Zhang等人[17]对3 mm厚的Ti-6Al-4V钛合金进行FSW试验,当旋转速度为400 r/min和500 r/min时,可得到无缺陷的焊缝,搅拌区全部是由片层状的β晶粒组成,热影响区由原始α相、初始β相和片层状的α/β相组成;搅拌头旋转速度的增加会导致α相和β相晶粒的长大。
Liu等人[18]在转速为400 r/min、焊速为25~100 mm/min时,得到了无缺陷的Ti-6Al-4V钛合金FSW焊缝,焊接接头由母材区、热影响区和搅拌区组成;热影响区组织基本和母材区一样,由初始α相和转变β相组成;搅拌区由双态组织构成,且初始α相随着焊接速度的增大而增加。母材和不同焊接速度下搅拌区的显微组织如图2所示。

图2 母材和不同焊接速度下搅拌区的TEM图[18]Fig.2 TEM images of stir zone under different welding speeds and basematerial
Yoon等人[19]的研究结果表明,当焊速为50 mm/ min且转速为300 r/min时,Ti-6Al-4V合金FSW接头搅拌区上部(距焊缝表面0.8 mm)的微观组织完全由片层状的β相组成,下部全部(距焊缝表面1.5 mm)由α等轴晶组成,中间部分(距焊缝表面0.9~1.3 mm)由α等轴晶和片层状的α+β等轴晶组成。当焊速保持不变且转速逐渐下降时,近焊缝表面的完全片层状组织范围减小;当转速降为225 r/min时,搅拌区组织几乎全部为α等轴晶。
2 力学性能
接头力学性能是评价焊缝质量的指标之一,因此国内外学者对钛合金焊接接头的力学性能进行了大量的研究,涉及接头的抗拉强度、延展性、显微硬度、疲劳性能等。
Kitamura等人[20]分析了焊缝温度峰值对Ti-6Al-4V钛合金FSW接头抗拉强度的影响。当搅拌区的温度峰值低于β相转变温度时,接头的抗拉强度比母材区高;当搅拌区的温度峰值高于β相转变温度时,接头的抗拉强度随着焊接速度的增大而增大。Liu等人[21]的Ti-6Al-4V钛合金FSW接头的拉伸试验结果表明,接头的抗拉强度可达到母材的92%,断裂位置在搅拌区,呈典型的韧性断裂。
谢飞飞等人[22]指出TC4钛合金FSW接头的搅拌区由于产生了细小的二次β晶粒,其硬度较高于其他区域;随着旋转速度的提高,二次β晶粒的尺寸不断增大,造成搅拌区的硬度小幅度下降。而Zhou等人[23]研究结果表明,搅拌区的硬度比母材区低且随着搅拌针旋转速度的增大而减小;接头断裂位置位于硬度最小值处。
Ji等人[24]指出当旋转速度为250 r/min,焊接速度在50~100 mm/min时,Ti-6Al-4V钛合金FSW接头延展性随焊接速度的增加而减小。
从目前的文献报导来看,对于钛合金FSW接头力学性能的研究主要是以拉伸性能、显微硬度为主,对接头抗疲劳性能研究较少。Edwards等人[25]研究了钛合金的FSW对接接头的疲劳特性,指出焊接接头的疲劳寿命低于母材,但焊后适当的热处理(温度、保温时间、冷却速率)会使疲劳寿命增加。
焊接接头的力学性能是评价焊接工艺方法优劣进而实现工程应用不可缺少的指标,随着相关数据的不断积累与完善,力学性能的研究会为FSW在钛合金结构上的应用提供足够的支持。
3 搅拌头的磨损
FSW是涉及热学、力学和冶金学现象的复杂工艺过程,其实质是搅拌头与被焊材料之间发生热循环和机械作用并形成焊接接头。在焊接过程中要求搅拌头材料在焊接温度下具有足够的强度与韧性,以满足使用要求[26—27]。对于铝合金、镁合金等低熔点材料,在焊接过程中搅拌头承受的力较小且温度较低,因此搅拌头采用工具钢等就可以满足焊接需要,且可认为近无磨损。但是钛合金属于高熔点、高硬度、热导率小的材料,焊接过程中温度高且梯度大,容易造成搅拌头磨损。针对钛合金的FSW,研究工作者除常见的钨铼合金外,还尝试了采用纯钨、硬质合金(WC)、多晶立方氮化硼(PCBN)、镍基合金与钴合金等材料来制造搅拌头并进行试验。
Farias等人[29]采用硬质合金(WC)作为搅拌头材料,对Ti-6Al-4V钛合金进行了FSW连接,在搅拌头的磨损方面得到如下结论:在搅拌头下压阶段,当下压速度大时搅拌针磨损严重;搅拌头的磨损主要是搅拌针和轴肩与工件之间的粘结磨损;如果在焊接过程中没有采取保护措施,搅拌针部分还会发生氧化磨损;在焊接过程中,由于温度的升高和轴向压力的作用,轴肩外端发生严重变形,呈现凹凸不平,影响焊接质量。
Wu等人[30]探索了FSW工艺参数对多晶立方氮化硼(PCBN)搅拌头磨损的影响。在搅拌头旋转速度为800 r/min和1200 r/min时,搅拌头最大磨损发生在焊接开始的搅拌头下压阶段,原因是在焊接开始时下压力最大;当旋转速度为400 r/min时,搅拌头最大磨损发生在距起始点7 mm位置处,这与焊接热输入有关系。
Wang等人[31]的研究结果表明,在金属陶瓷刀具中,CY16 WC-Co搅拌头容易产生断裂,而WC411 WC-Co搅拌头不会产生断裂。
谢飞飞[32]选用镍基高温合金DZ22作为搅拌头材料并研究其磨损情况,发现柱形搅拌针使用一次之后就失效,磨损特别严重;但是采用锥形搅拌针,搅拌头磨损较小,可焊长度约为400 mm,说明搅拌头形状对磨损有重要的影响。
目前,针对钛合金FSW的搅拌头的磨损情况研究得还不是很多,搅拌头的磨损机理还需要进一步的深入研究,以便于扩大FSW在钛合金材料中的应用。
4 复合工艺
与其他熔化焊方法相同,FSW工艺本身亦存在一些问题,若仅通过自身工艺参数的优化来解决则存在较大的困难。以钛合金的FSW为例,在焊接过程中就存在高热量需求、沿板厚的组织不均匀性、搅拌头的高磨损等问题。事实上,基于常规FSW技术,辅以其他工艺措施往往会起到良好的效果,比如热源辅助复合工艺有利于补充焊接所需要的能量,同时合理的加热方式会降低搅拌头的磨损。
姬书得等人[33]采用背部加热辅助 FSW 对Ti6Al4V钛合金进行了研究。与传统的FSW相比,辅助加热有利于软化搅拌头前方材料、减小温度梯度且增大高温区域的范围,这样可以减小搅拌头的磨损,延长其寿命。
卓彬[34]指出,与常规的空冷工艺相比,合理的随焊激冷工艺可降低TC4钛合金FSW接头的宏观变形,如图3所示。王文等人[35]的TC4钛合金FSW的研究结果表明,在空冷条件下搅拌区为α+β片层状组织,热机影响区为α等轴晶和α+β片层状双态组织;强冷条件下搅拌区组织主要是β相转变为α'针状马氏体,α'马氏体以多向针的形式散乱分布,这种多向分布可以提高焊接接头的力学性能。
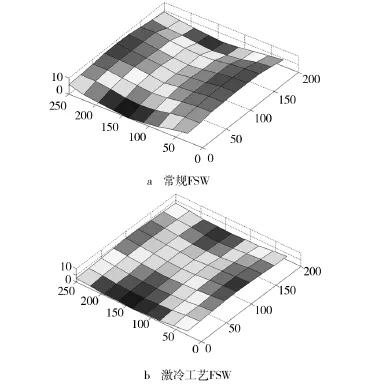
图3 常规和激冷工艺下的FSW焊接变形曲面[34]Fig.3 Deformation of FSW under conventional and intense cooling conditions
针对钛合金热导率较低,导致在板厚方向存在显微组织的不均匀问题,英国焊接研究所提出了静止轴肩FSW。Davies等人[36]对6.35 mm厚的Ti-6Al-4V钛合金进行了静止轴肩的FSW试验,获得了无缺陷焊接接头且搅拌区组织沿厚度方向上分布均匀。静止轴肩装置如图4所示。

图4 SSFSW装置截面[36]Fig.4 A cross-sectional view of the SSFSW assembly
目前,复合焊接工艺应用比较成熟的是铝合金的热源辅助FSW,如激光-FSW复合焊、TIG-FSW复合焊,超声波辅助FSW技术、电磁感应FSW技术等[37],并取得了一些成果,为钛合金的FSW复合工艺提供了诸多可借鉴的技术。
5 结语
目前,钛合金的FSW还存在搅拌头高磨损、焊接过程作用力大等一些需要解决的问题,制约了该技术的应用与推广,但其高强度、小变形、低能耗、绿色无污染等优点的意义是众所周知的。随着人们在钛合金FSW的低磨损技术、搅拌头材料的优选、复合工艺等方面研究的不断深入,该技术的应用前景非常巨大。
[1] 彭昂,毛振东.钛合金的研究进展与应用现状[J].船电技术,2012,32(10):57—60. PENG Ang,MAO Zhen-dong.Review on the Research Progress and Application of Titanium Alloys[J].Marine Electric and Electronic Technology,2012,32(10):57—60.
[2] 白保良,朱梅生.西北有色金属研究院钛合金研究进展[J].钛工业进展,2013,30(3):7—11. BAIBao-liang,ZHUMei-sheng.Progress on the Research of Titanium Alloy in NIN[J].Titanium Industry Progress,2013,30(3):7—11.
[3] 金和喜,魏克湘,李建明,等.航空用钛合金研究进展[J].中国有色金属学报,2015,25(2):280—292. JIN He-xi,WEIKe-xiang,LI Jian-ming,et al.Research Development of Titanium Alloy in Aerospace Industry[J]. The Chinese Journal of Nonferrous Metals,2015,25(2): 280—292.
[4] 王骥腾,王娟,李亚江.钛合金的焊接研究进展[J].现代焊接,2013(8):17—21. WANG Ji-teng,WANG Juan,LIYa-jiang.Analysis ofWeldability of Titanium Alloy[J].Modern Welding Technology,2013(8):17—21.
[5] 陈思杰,朱春莉.钛及钛合金先进连接技术研究[J].热加工工艺,2015,44(3):18—21. CHEN Si-jie,ZHU Chun-li.Study on Advanced Connection Technology on Titanium and Titanium Alloys[J].Hot Working Technology,2015,44(3):18—21.
[6] GIBSON B T,LAMMLEIN D H,PRATER T J,et al.Friction Stir Welding:Process,Automation,and Control[J]. Journal of Manufacturing Processes,2014,16:56—73.
[7] NANDAN R,DEBROY T,BHADESHIA H K D H.Recent Advances in Friction-stir Welding-Process, Weldment Structure and Properties[J].Progress in Materials Science,2008,53:980—1023.
[8] 宋东福,王海燕,戚文军,等.铝合金搅拌摩擦焊的研究现状与展望[J].电焊机,2011,43(3):50—54. SONG Dong-fu,WANG Hai-yan,QIWen-jun,et al.Prospects and Research Status of Friction Stir Welding on Aluminium Alloy[J].Electric Welding Machine,2011,43(3): 50—54.
[9] 刘会杰,刘奇威,周利,等.钛合金搅拌摩擦焊的研究[J].焊接,2009(10):8—12. LIU Hui-jie,LIU Qi-wei,ZHOU Li,et al.Analysis of Friction Stir Welding of Titanium Alloy[J].Welding,2009 (10):8—12.
[10]刘会杰,周利.高熔点材料的搅拌摩擦焊技术[J].焊接学报,2007,28(10):101—104. LIU Hui-jie,ZHOU Li.Friction Stir Welding of High Melting PointMaterials[J].Transactions of the China Welding Institution,2007,28(10):101—104.
[11]栾国红,柴鹏,孙成斌.钛合金的搅拌摩擦焊探索[J].焊接学报,2005,26(11):83—88. LUAN Guo-hong,CHAI Peng,SUN Cheng-bin.Exploration of Friction Stir Welding of Titanium Alloy[J].Transactions of the ChinaWelding Institution,2005,26(11):83—88.
[12]赵强,王玉,王建涛.钛合金搅拌摩擦焊接接头的微观组织分析[J].航天制造技术,2006(5):42—43. ZHAO Qiang,WANG Yu,WNAG Jian-tao.Microstructural Characteristics of Friction Stir Welded Joints of Titanium Alloy[J].Aerospace Manufacturing Technology,2006(5): 42—43.
[13]ESMAILY M,NOOSHIN MORTAZAVI S,TODEHFALAH P,et al.Microstructural Characterization and Formation of α′Martensite Phase in Ti-6Al-4V Alloy Butt Joints Produced by Friction Stir and Gas Tungsten Arc Welding Processes[J].Materials and Design,2013,47:143—150.
[14]王快社,张小龙,沈洋,等.TC4钛合金搅拌摩擦焊连接组织形貌研究[J].稀有金属材料与工程,2008,37(11): 2045—2047. WANG Kuai-she,ZHANG Xiao-long,SHEN Yang,etal.Microstructure of Friction Stir Weld for TC4 Titanium Alloy [J].Rare Metal Materials and Engineering,2008,37(11): 2045—2047.
[15]周利,刘会杰.临时合金元素氢对 TC4钛合金搅拌摩擦焊接头微观组织和力学性能的影响[J].稀有金属材料与工程,2013,42(3):500—506. ZHOU Li,LIU Hui-jie.Effect of Hydrogen as a Temporary Alloying Element on Microstructure and Mechanical Properties of TC4 Titanium Alloy Friction Stir Welded Joints[J]. Rare Metal Materials and Engineering,2013,42(3):500—506.
[16]李继忠,董春林,栾国红,等.TC4钛合金搅拌摩擦焊焊缝成形及微观组织研究[J].成形质量与性能测试,2013 (16):160—163. LI Ji-zhong,DONG Chun-lin,LUAN Guo-hong,et al.Weld Appearance and Microstructure in Friction Stir Welding of Ti-6Al-4V Titanium Alloy[J].Forming Quality and Performance Test,2013(16):160—163.
[17]ZHANG Y,SATO Y S,KOKAWA H,et al.Microstructural Characteristics and Mechanical Properties of Ti-6Al-4V Friction StirWelds[J].Materials Science and Engineering: A,2008,485:448-455.
[18]LIU H J,ZHOU L,LIU QW.Microstructural Characteristics and Mechanical Properties of Friction Stir Welded Joints of Ti-6Al-4V Titanium Alloy[J].Materials and Design,2010,31:1650—1655.
[19]YOON S,UEJIR,FUJIIH.Effect of Rotation Rate on Microstructure and Texture Evolution During Friction Stir Welding of Ti-6Al-4V Plates[J].Materials Characterization,2015,106:352—358.
[20]KITAMURA K,FUJIIH,IWATA Y,et al.Flexible Control of The Microstructure and Mechanical Properties of Friction StirWelded Ti-6Al-4V Joints[J].Materials and Design,2013,46:348—354.
[21]LIU F C,LIAO J,GAO Y,et al.Influence of Texture on Strain Localization in Stir Zone of Friction StirWelded Tita-nium[J].Journal of Alloys and Compounds,2015,626: 304—308.
[22]谢飞飞,柯黎明,黄春平,等.TC4钛合金薄板的搅拌摩擦焊研究[J].现代焊接,2011(10):17—19. XIE Fei-fei,KE Li-ming,HUANG Chun-ping,et al.Study on FSW for TC4 Ti Alloy Thin Plate[J].Modern Welding Technology,2011(10):17—19.
[23]ZHOU L,LIU H J,LIU QW.Effect of Rotation Speed on Microstructure and Mechanical Properties of Ti-6Al-4V Friction Stir Welded Joints[J].Materials and Design,2010,31:2631—2636.
[24]JIS D,ZHOU B,GAO S S,et al.The Microstructure and Mechanical Properties of Friction StirWelded Ti6Al4V Titanium Alloy UnderβTransus Temperature[J].Engineering Review,2015,35(1):27—31.
[25]EDWARDSP,RAMULUM.Fatigue performance of Friction Stir Welded Ti-6Al-4V Subjected to Various Post Weld Heat Treatment Temperatures[J].International Journal of Fatigue,2015,75:19—27.
[26]郁炎,晏阳阳,高福洋.国内外搅拌摩擦焊用搅拌头的研究现状及发展趋势[J].材料开发与应用,2013,28(3): 111—118. YU Yan,YAN Yang-yang,GAO Fu-yang.Recent Advances and Trends in Rotating Tools Used for Friction StirWelding [J].Development and Application of Materials,2013,28 (3):111—118.
[27]海敏娜,王快社,郝亚鑫,等.钛及钛合金搅拌摩擦焊搅拌头最新研究进展[J].热加工工艺,2014,43(9):6—8. HAIMin-na,WANG Kuai-she,HAO Ya-xin,et al.Latest Research on Stirring Tool of Titanium and Titanium Alloy of Friction Stir Welding[J].Hot Working Technology,2014,43(9):6—8.
[28]CAM G.Friction Stir Welded Structural Materials:Beyond Al-alloys[J].International Materials Reviews,2011,56 (1):1—48.
[29]FARIASA,BATALHA G F,PRADOSE F,et al.ToolWear Evaluations in Friction Stir Processing of Commercial Titanium Ti-6Al-4V[J].Wear,2013,302:1327—1333.
[30]WU L H,WANG D,XIAO B L,et al.Tool Wear and Its Effect on Microstructure and Properties of Friction Stir Processed Ti-6Al-4V[J].Materials Chemistry and Physics,2014,146:512—522.
[31]WANG JY,SU JQ,MISHRA R S,etal.ToolWear Mechanisms in Friction Stir Welding of Ti-6Al-4V Alloy[J]. Wear,2014,321:25—32.
[32]谢飞飞.TC4钛合金搅拌摩擦焊接头组织与性能研究[D].南昌:南昌航空大学,2012. XIE Fei-fei.Research on Microstructure and Properties of Friction StirWelded Jointof TC4 Titanium Alloy[D].Nanchang:Nanchang Hangkong University,2012.
[33]姬书得,王琳,黄青松,等.Ti6Al4V钛合金背部加热辅助搅拌摩擦焊的温度场研究[J].热加工工艺,2014,43 (17):217—218. JIShu-de,WANG Lin,HUANG Qing-song,et al.Temperature Field of Back Heating Aided Friction Stir Welded Ti6Al4V Titanium Alloy[J].Hot Working Technology,2014,43(17):217—218.
[34]卓彬.控冷环境钛合金FSW接头变形及力学性能研究[D].沈阳:沈阳航空航天大学,2015. ZHUO Bin.Effect of Cooling on Properties and Deformation of Friction StirWelded TC4 Titanium Alloy[D].Shenyang: Shenyang Aerospace University,2015.
[35]王文,李瑶,王庆娟,等.TC4钛合金搅拌摩擦焊接接头组织转变特征[J].稀有金属材料与工程,2014,43(5): 1143—1147. WANGWen,LI Yao,WANG Qing-juan,et al.Microstructure Evolution of Friction Stir Welded Joints of TC4 Titanium Alloy[J].Rare Metal Materials and Engineering,2014,43(5):1143—1147.
[36]DAVIESP S,WYYNE B P,RAINFORTH W M,et al.Development of Microstructure and Crystallographic Texture during Stationary Shoulder Friction Stir Welding of Ti-6Al-4V[J].Metallurgical and Materials Transactions A,2011,42:2279—2289.
[37]李彩霞.搅拌摩擦焊接技术研究现状及趋势[J].热加工工艺,2015,44(9):14—18. LI Cai-xia.Research Status and Trends of Friction Stir Welding Technique[J].HotWorking Technology,2015,44 (9):14—18.
Recent Advances in Friction Stir W elding of Titanium Alloys
WANG Yu-xiao,YUE Yu-mei,JIShu-de,LYU Zan,WEN Quan
(Faculty of Aerospace Engineering,Shenyang Aerospace University,Shenyang 110136,China)
As a solid-state joining technology,friction stir welding(FSW)possesses many advantages,e.g.low stress,small distortion and non-pollution.Titanium alloys have been widely used in the important fields such as aerospace,which can be welded by FSW.So far,FSW of titanium alloys has attracted more and more attention.Recent advances in FSW of titanium alloyswere introduced from aspects ofmicrostructure,mechanical property,toolwear,and hybrid technology.The further trends of FSW of titanium alloys were presented briefly.
titanium alloy;friction stir welding;microstructure;mechanical property
10.3969/j.issn.1674-6457.2015.05.006
TG453+.9
A
1674-6457(2015)05-0040-06
2015-08-12
国家自然科学基金(51204111);航空科学基金(2013ZE54021);辽宁省科技厅重点项目(2013222007)
王玉晓(1989—),女,河南林州人,硕士研究生,主要研究方向为搅拌摩擦焊工艺及机理。
姬书得(1977—),男,河北沧州人,博士,教授,主要研究方向为搅拌摩擦焊/加工、焊接应力与变形控制。
猜你喜欢
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
云南化工(2021年11期)2022-01-12
中学生数理化·中考版(2019年10期)2019-11-25
山东冶金(2019年3期)2019-07-10
中学生数理化·八年级物理人教版(2019年3期)2019-04-25
中国自行车(2018年8期)2018-09-26
四川冶金(2017年6期)2017-09-21
中学生数理化·中考版(2017年10期)2017-04-23
当代化工研究(2016年9期)2016-03-20
焊接(2015年9期)2015-07-18
