
棒磨机传动装置常见问题原因分析及处理方法
2015-07-01 01:59韩波浪陕西长青能源化工有限公司机动部陕西宝鸡721000
化工管理 2015年36期
韩波浪(陕西长青能源化工有限公司机动部,陕西 宝鸡 721000)
我公司首期60万吨甲醇项目配套2台MBS4360型棒磨机,该磨机主要用于粉碎各种硬度的煤块,其破碎比很大,通常为200—300。棒磨机采用钢棒作为破碎介质,钢棒的直径通常为40—100mm,棒磨机的给料粒度不宜大于25mm,否则会使钢棒倾斜,工作时导致钢棒的弯曲和折断。其工艺特点是有选择性破碎粗粒及选择保护细粒,出料端有滚筒筛,可以讲粗粒过滤排出,其产物粒度均匀。本机主要用于湿法磨煤,用以制备合格的水煤浆。
1 应用现状
该棒磨机的驱动原理为:主电机通过柱销联轴器带动减速机(西门子H2SH17A)运转,减速机输出轴通过气动离合器和小齿轮连接,小齿轮与固定在筒体端面大法兰的大齿圈啮合,带动筒体做回转运动。我公司棒磨机经过2年多的运行,传动装置出现过以下问题:
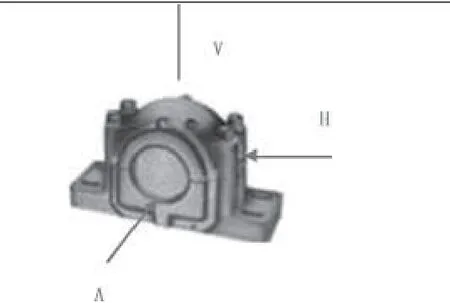
1.1小齿轮两端轴承座振速超标,见下表:
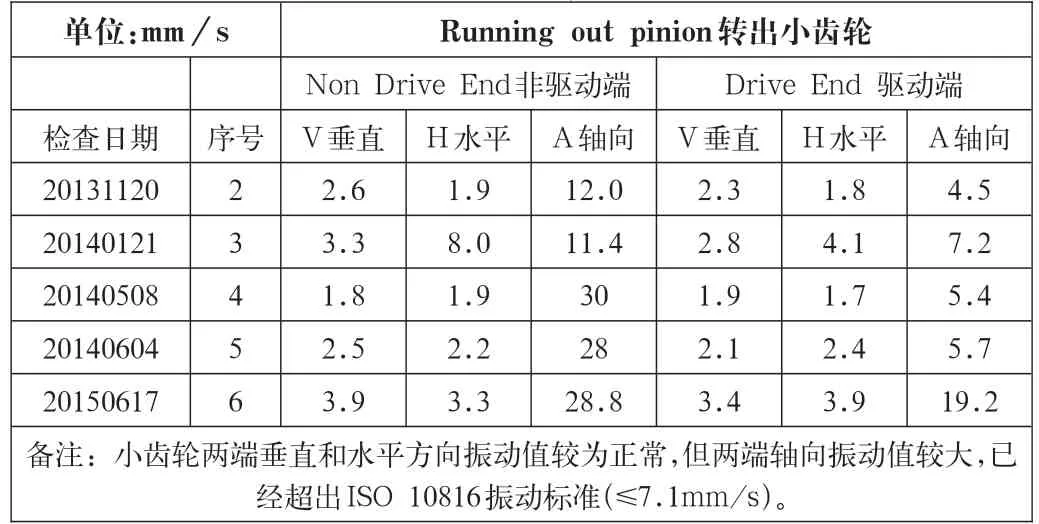
单位:mm/s序号2 3 4 5 6 Runningoutpinion转出小齿轮NonDriveEnd非驱动端V垂直2.6 3.3 1.8 2.5 3.9 H水平1.9 8.0 1.9 2.2 3.3 A轴向12.0 11.4 30 28 28.8 DriveEnd驱动端V垂直2.3 2.8 1.9 2.1 3.4 H水平1.8 4.1 1.7 2.4 3.9 A轴向4.5 7.2 5.4 5.7 19.2检查日期20131120 20140121 20140508 20140604 20150617备注:小齿轮两端垂直和水平方向振动值较为正常,但两端轴向振动值较大,已经超出ISO10816振动标准(≤7.1mm/s)。
1.2小齿轮齿面温度温差大,两端轴承座温差大。见下表:

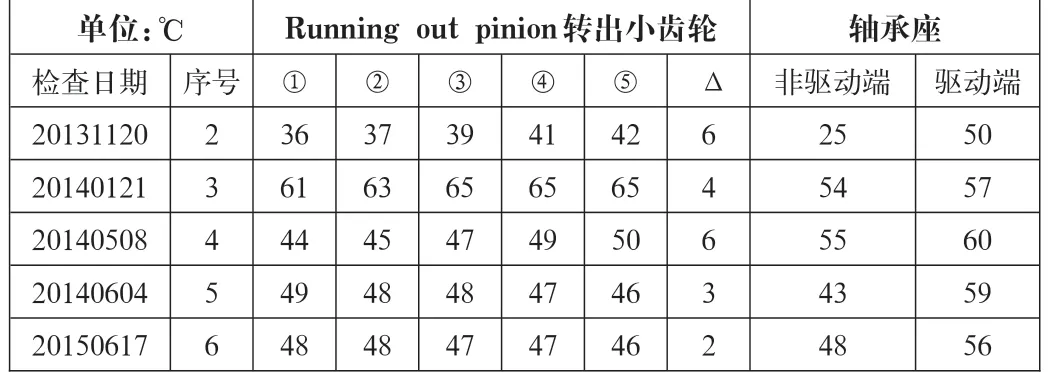
序号②③④⑤单位:℃检查日期20131120 20140121 20140508 20140604 20150617 2 3 4 5 6 Runningoutpinion转出小齿轮①36 61 44 49 48 37 63 45 48 48 39 65 47 48 47 41 65 49 47 47 42 65 50 46 46 Δ 6 4 6 3 2轴承座非驱动端25 54 55 43 48驱动端50 57 60 59 56
1.3减速机整机振动大、运行过程中发现减速机内部有异响、且运行温度较高。
2 原因分析
2.1设备安装原因。由于棒磨机组在安装的时候是筒体及大齿轮先就位,在保证筒体水平度及中心度后安装大齿轮(装配后大齿轮的径向跳动要求在每1000mm节圆直径上不大于0.25mm,轴向跳动在每1000mm节圆直径上不大于0.35mm),然后以大齿轮为基准安装小齿轮,再以小齿轮为基准安装、找正减速机,最后再以减速机为基准安装、找正电机。这四个步骤中,如果某一个步骤的同轴度或者水平度存误差超过允许值,都会导致后续工序中出现更大的误差,从而给棒磨机的运行留下先天性的疾病。而这里面很关键的则为小齿轮的水平和对中,如果小齿轮的找正没有找好,则会导致大小齿轮啮合不好,大小齿轮传动不平稳,这样就会出现齿面温差大、轴承座及减速机整机振动大等问题,长时间下去,一方面会磨损大小齿轮,使齿面出现突台,另一方面会损坏轴承及减速机。至于为什么运行了2年后减速机出现异响,这是因为:长时间的大小齿轮啮合不好,加速了齿面的磨损,一旦原始齿轮的渐开线被破坏,大小齿轮的受力法线不为大小齿轮的切线时,磨机运行时就会对整个小齿轮轴产生推力,造成轴承在轴承座内圈的窜动,久而久之损坏了轴承,使轴承产生了异响,所以减速机侧听到的异响其实为轴承传导过去的。
2.2设备日常的维护原因即大小齿轮润滑、对油泥清理不及时。虽然大小齿轮都有护罩,但其密封性能较差,而且棒磨机组一般都工作于煤粉尘严重的环境中,这样煤粉很容易就会附着在齿面上,和润滑油结合形成膏状的油泥,破坏齿面的油膜,影响干油喷射对齿面的润滑效果,齿面出现干磨现象,所以就会出现上表中不同时期测量的齿面温度相差较大的情况。另外,靠近大齿圈的两排筒体螺栓如果出现漏浆,随着筒体的转动,离心力会将煤浆摔入大齿圈护罩内,也会影响齿面的润滑,出现上述情况。
综上所述,出现以上三个问题的根本原因是磨机大小齿轮的啮合不好。所以,要解决以上问题,必须从改善大小齿轮的啮合情况为突破口。
3 解决办法
2015年6月,联系了西门子售后工程师对现场减速机进行了全面检查,除了发现整机振动大造成减速机齿面有条状磨损痕迹外减速机并没有断齿及轴承损坏的情况发生,这更加肯定了前面的判断。
2015年7月,利用系统临时停车的机会,对小齿轮总成(包括两侧两个轴承及轴承座)进行了更换,并以大齿轮为基准,对小齿轮重新进行了找正,使大小齿轮的啮合满足一下条件:(1)齿侧面接触斑点沿齿高方向不小于40%,沿齿长方向不小于50%;(2)用塞尺或压铅法检查齿侧间隙在1.7-2.45mm范围内。保证设备在安装上满足要求。
另外,在大小齿轮的最低处开设清理孔,定期对齿轮护罩内的油泥进行清理;定期紧固筒体螺栓,尤其是靠近大齿圈的前两排螺,如果一旦发现有漏浆情况发生,必须停机紧固。这样,就保证了大小齿轮的润滑,改善了大小齿轮的工作环境。最后,科学合理的设置喷油时间和间隔时间,对大小齿轮的润滑也至关重要。
4 结语
经过对上述几个方面的改造,棒磨机于2015年7月22日开起来后,振速指标值均在ISO10816振动标准(≤7.1mm/s)要求范围内;齿面温差在4℃以内,减速机内的异响也已经消除,目前设备在满负荷下运行情况良好。(注:所有数据只代表当时所测数据)
[1]孙时元.《选矿设备手册》.北京机械工业出版社,2006年10月出版.
[2]《矿山机械》.第41卷2013年第6期.杨莉萍等“棒磨机故障分析及解决办法”
猜你喜欢
技术与市场(2022年7期)2022-07-16
重型机械(2020年3期)2020-08-24
少儿科学周刊·少年版(2020年9期)2020-03-04
时代英语·高一(2019年5期)2019-09-03
水泥技术(2019年1期)2019-02-26
山东冶金(2019年3期)2019-02-17
时代英语·高一(2017年4期)2017-08-09
制造技术与机床(2017年12期)2017-02-02
西南交通大学学报(2016年6期)2016-05-04
大型铸锻件(2015年1期)2016-01-12
