提高粗苯产率的研究与应用
2015-07-01 01:59:52袁南华姚婷杨旭峰张少云攀枝花攀煤联合焦化有限责任公司四川攀枝花617016
化工管理 2015年36期
袁南华 姚婷 杨旭峰 张少云(攀枝花攀煤联合焦化有限责任公司,四川 攀枝花617016)
攀煤联合焦化公司100万吨/年焦炭改扩建及焦化煤气综合利用工程,年产焦炭110万吨,甲醇10万吨/年。炼焦化学产品回收在公司经济效益中占有重要地位,是一个非常重要的车间,同时也是炼焦生产过程中技术含量较高的一部分。化学产品包括焦油、粗苯和甲醇。焦油主要靠其与水的密度不同经过分层后直接回收,工艺及操作都较简单。而甲醇的生产主要受其市场波动以及煤焦市场的波动影响,我公司在现市场及负荷下未开甲醇系统。所以粗苯的回收对公司的经济效益产生直接的影响,提高粗苯产率对公司尤为重要。根据化产车间粗苯工序现状和粗苯产率情况分析,粗苯产率还有一定的提升空间,为此,我们通过加强粗苯系统工艺优化研究及操作管理,以提高粗苯产率,减少粗苯损失,增加公司效益。
1 影响粗苯回收的因素
影响粗苯回收的主要因素有配合煤的性质和组成、焦炉的温度控制、洗苯塔内煤气和贫油的温度、贫油含苯及循环量、循环洗油的质量、吸收表面积和压力等。但这些前人研究的较多,并且现在这些因素基本都达到了最优化状态,我将提出以下影响粗苯回收的主要因素。
1.1 主要设备对粗苯回收的影响
粗苯工序的主要设备有:终冷塔、洗苯塔、贫富油泵、管式炉、脱苯塔、再生器、粗苯冷凝冷却器、贫油冷却器、油油换热器。其中洗苯塔、管式炉、脱苯塔、再生器和粗苯冷凝冷却器都是单台运行,没有备机。煤气中的氨、硫化氢被洗油吸收后经脱苯塔脱出后直接进入苯气和粗苯系统,所以脱苯塔以及脱苯塔后油气换热器(即粗苯冷却器)极易被氨和硫化氢腐蚀造成泄漏。而影响粗苯回收最主要的因素是系统的连续运行。2010、2012年等多次发现泄漏,发现泄漏后系统必须停产进行处理,每次停产检修时间达到4到5天,严重影响系统正常生产,直接影响粗苯产率。并且每次检修都存在严重的安全隐患。所以脱苯塔和油气换热器是制约粗苯连续生产的最主要设备和最主要因素,解决设备腐蚀问题对粗苯产率的提高有很大的帮助。
1.2 粗苯储槽对粗苯回收的影响
原粗苯系统粗苯槽、洗油槽各只有一个,而粗苯中的氨、硫化氢等腐蚀性杂质对粗苯槽腐蚀严重,粗苯槽一般运行到3-4年将进行大修,现场无备用槽将影响系统生产。
1.3 主要仪表对粗苯回收的影响
系统中贫油流量计、富油流量计、脱苯塔顶部回流调节阀、粗苯储槽液位计等重要仪表都只有单台,并且均无法使用,造成系统操作较机械,全靠人工进行操作调节,造成系统过程控制波动幅度较大,造成粗苯损失。洗苯塔塔顶和塔底压力、脱苯塔塔顶压力、洗苯塔煤气温度、进洗苯塔贫油温度测量不准,无法准备控制各个重要参数,严重影响煤气中粗苯的吸收和富油中粗苯的脱除。
1.4 地下槽对粗苯回收的影响
粗苯系统分离水、洗油公用一个地下槽,当地下槽主要是水时用泵送至机械化澄清槽,此时将造成水中的洗油和粗苯浪费;当地下槽主要是洗油或粗苯时用泵送回粗苯系统回收,而此时洗油含水和其他杂质重造成循环洗油质量恶化,同时增加脱苯系统的负担,影响粗苯的回收。
2 影响粗苯回收问题的解决方法
2.1 降低焦炉煤气中氨和硫化氢的含量
煤气中的氨和氢组份都具有强腐蚀性,所以脱除煤气中的氨和硫就显的尤为重要。氨腐蚀主要是在电流的作用下,设备金属材料会与其发生一定反应,而使设备材料受损,在反应的过程中金属离子会失去或得到电子,从而形成腐蚀产物。而硫化氢在低温下主要和铁发生氧化还原反应,特别是在有水的情况下,还产生了电化学腐蚀。当介质中混有O2时,腐蚀速度将会几倍到十几倍的增大。除了上述说的腐蚀外,氨和硫还对设备产生应力腐蚀,并且产生的效果更加显著。我公司开工的时候由于粗苯是直接产生效益的工序,所以开工先开粗苯,再开硫铵,最后才开的脱硫工序,导致煤气中的氨和硫严重腐蚀了粗苯工序的设备与管道。硫铵和脱硫工序前后煤气中氨含量和硫含量对比如下:

表1 硫铵和脱硫工序前后煤气中氨含量和硫含量对比表
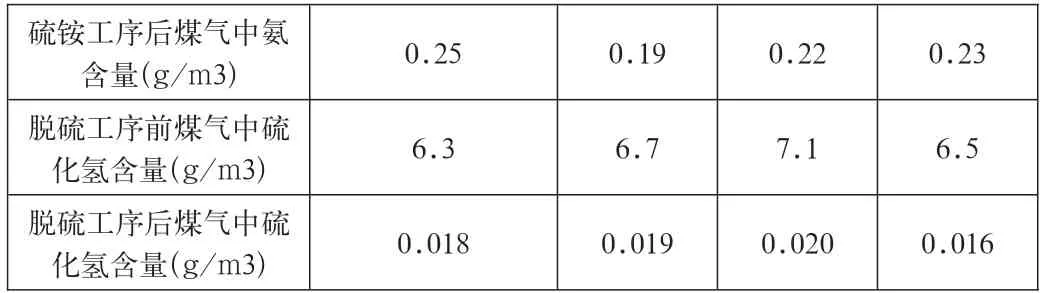
0.25 0.19 0.22 0.23 6.3 6.7 7.1 6.5硫铵工序后煤气中氨含量(g/m3)脱硫工序前煤气中硫化氢含量(g/m3)脱硫工序后煤气中硫化氢含量(g/m3)0.018 0.019 0.020 0.016
2.2 更换脱苯塔后油气换热器
管式炉盘管及脱苯塔、塔件都是采用的不锈钢材料,但脱苯塔后油气换热器采用的是普通无缝钢管,导致09年投产到12年仅3年的时间油气换热器就腐蚀泄漏。所以我公司决定将油气换热器更换成不锈钢材质。更换后未发现列管有腐蚀泄漏现象。
2.3 槽区洗油槽的恢复使用
粗苯开工时槽区未投入使用,所以只有将其中的一个粗苯储槽当作洗油槽使用。槽区全部建好后也未将洗油槽投入使用,后发现只有一个粗苯槽和一个洗油槽,当其检修时必须停产,严重影响粗苯的产率,所以将槽区洗油槽清洗干净后投入使用,解决了粗苯槽停产检修的问题。
2.4 重要仪表的校正
贫油流量直接影响到洗苯塔的效果,流量小了达不到吸收煤气中粗苯的效果,流量大了增加管式炉和脱苯塔的负荷,以及增加贫富油泵的用电量。并且现在焦化市场不好,各个焦化厂负荷都较低,贫富油流量太大时给煤气和蒸汽增加负担。同时对重要的仪表全部进行校验,让操作人员可以及时准确的调整整个系统的参数。
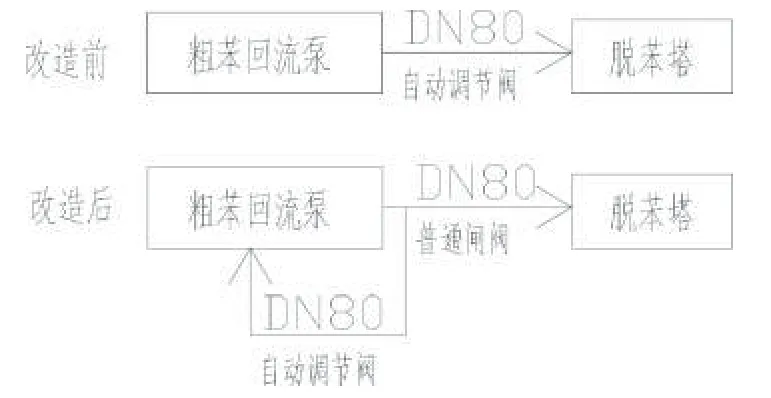
2.5 脱苯塔顶部回流工艺改造
系统原设计的回流流量是通过泵出口自动调节阀来调节,由于回流量主要根据脱苯塔塔顶温度来调节,所以经常回流流量特别小,尤其是在现在如此低迷市场下负荷特别低,DN80自动调节阀经常处于微开状态甚至全关状态,导致粗苯回流泵憋压烧泵。现将自动调节阀改到粗苯回流泵进口,泵至脱苯塔用普通闸阀替代,处于常开状态。当流量需求较少时,大部分粗苯回到泵的进口,而少部分到脱苯塔;当流量需求较大时,自动调节阀可处于全关状态,粗苯全部送至脱苯塔。这样既满足了脱苯塔工艺上的要求,也保证了粗苯回流泵的安全运行要求。具体改造工艺如下图所示:
3 结语
粗苯回收率最主要的因素仍是配合煤的挥发份及焦炉的炉顶空间温度,但这些公司要根据煤焦市场以及粗苯市场来调控,我们车间不能控制。所以我们只有通过加强自身管理,尤其是对主要设备的维护保养,确保做到粗苯不间断地连续生产。同时对重要仪表进行校正,对脱苯塔顶部回流进行工艺改造等来做到粗苯的稳定生产,以提高其回收效率。
[1]粟艳平,许东水,马晓强.提高粗苯回收率的控制措施[J].山西化工,2013年8月,第33卷第4期.
[2]张曼,张俊杰.影响粗苯收率的因素探讨[J].科技论坛,2014年17期.
猜你喜欢
环球时报(2023-02-09)2023-02-09 17:16:43
鞍钢技术(2022年5期)2022-10-15 07:23:32
山东冶金(2022年4期)2022-09-14 08:59:30
当代化工研究(2022年7期)2022-05-12 07:23:14
黑龙江电力(2020年6期)2020-03-17 05:28:12
锻造与冲压(2019年7期)2019-04-13 01:10:42
电子测试(2018年15期)2018-09-26 06:02:02
山东冶金(2018年3期)2018-07-13 07:24:48
快乐语文(2017年25期)2017-02-17 21:33:58
小学生作文选刊·低年级版(2014年8期)2014-08-19 00:51:31