
汽车垫片冲压多工位级进模设计
2015-07-01 09:32金坤焱
锻压装备与制造技术 2015年3期
金坤焱
(台州学院,浙江 台州318000)
0 前言
如图1 所示零件,其基本要求为:①材料T8、T10钢,厚度1mm;②零件长100mm,宽20mm,中心孔R7,两端孔R2.5,表面粗糙度0.02,经济精度IT13,结构简单对称;③两孔中心距8000.02mm。
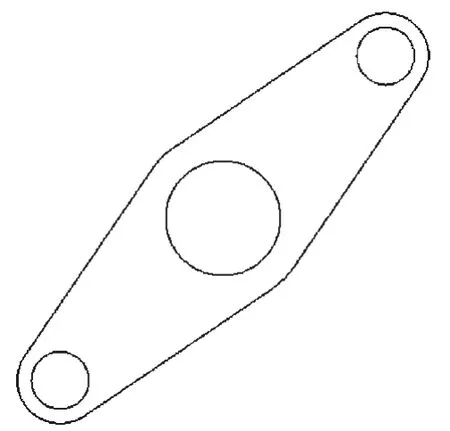
图1 零件图
1 方案论证
冲裁工艺方案的确定,应满足冲裁变形规律,在保证零件的质量、经济性及操作安全等方面的要求下,尽量减少工序数目。确定冲裁工艺方案,亦即确定冲压该产品零件所需工序、数量和顺序,拟定几种可能的冲裁工艺路线,经分析比较,确定出最佳方案。本工件所需工序有冲孔、落料和弯曲等。
经工艺分析比较,确定使用级进模工艺方案。并最终确定其成形工序为:冲孔—落料—弯曲。
1.1 排样设计
如图2 所示为该零件的排样图。相比直排方案,本文采用的斜排方案显然材料利用率更高。
1.2 模具装配图设计
如图3 所示为该模具装配示意图。
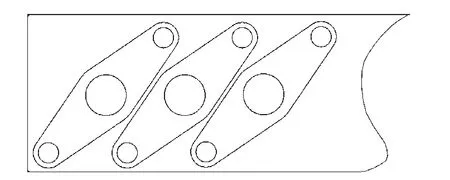
图2 排样图
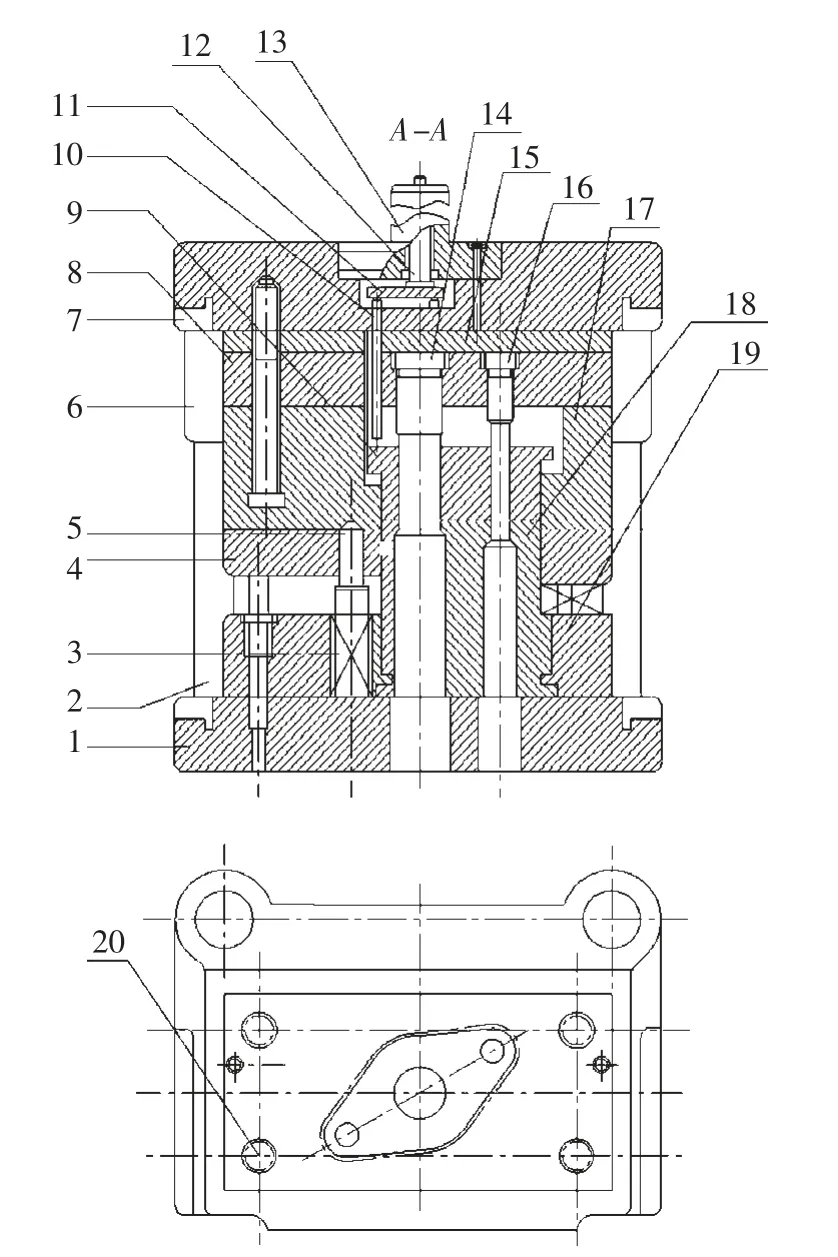
图3 装配图
2 模具主要零件加工工艺编制
表1、表2 为落料凹模、落料凸模加工工艺过程;表3、表4 为冲孔凸模、冲孔凹模加工工艺过程。
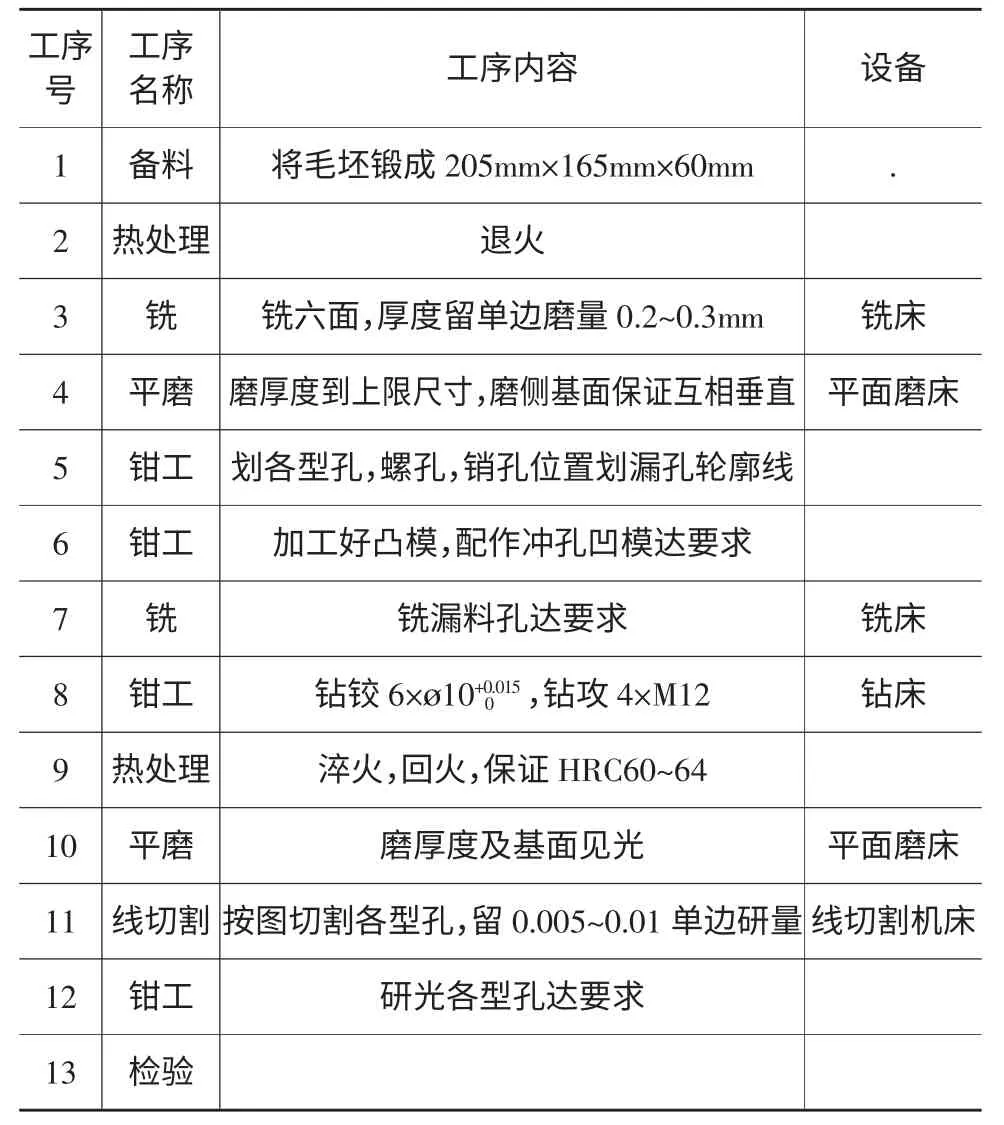
表1 落料凹模加工工艺过程
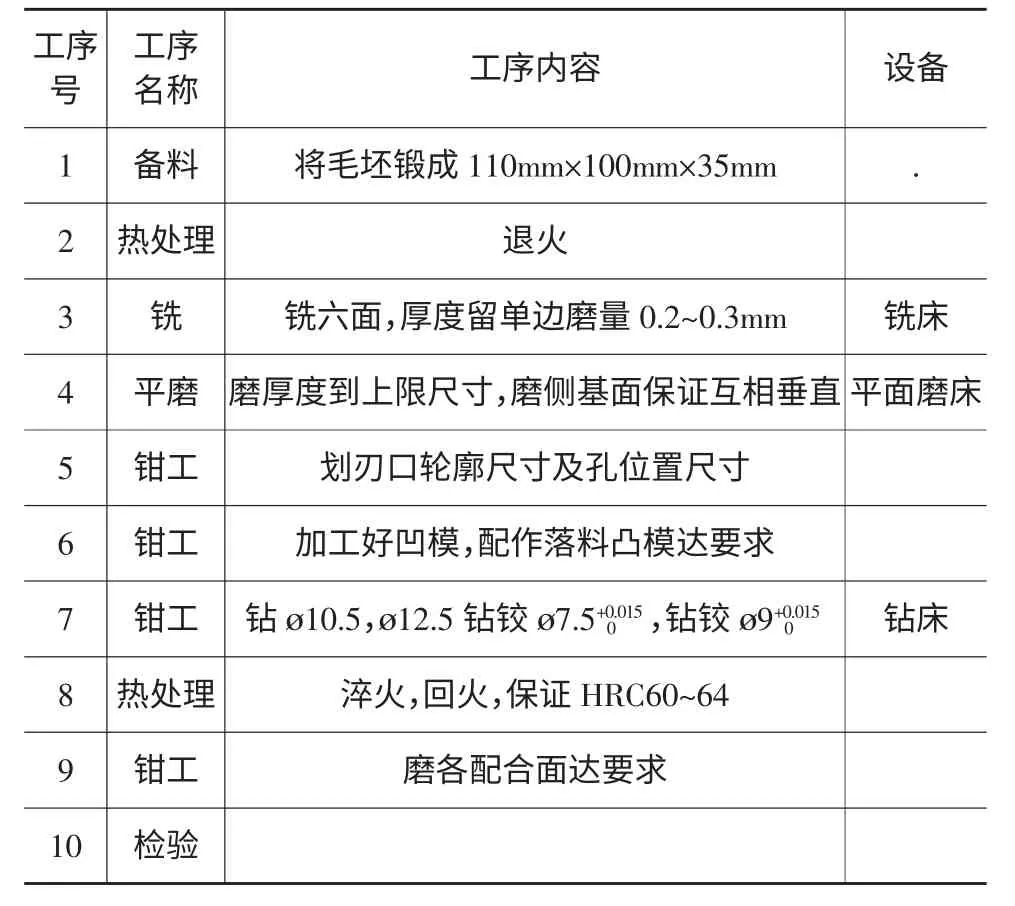
表2 落料凸模加工工艺过程
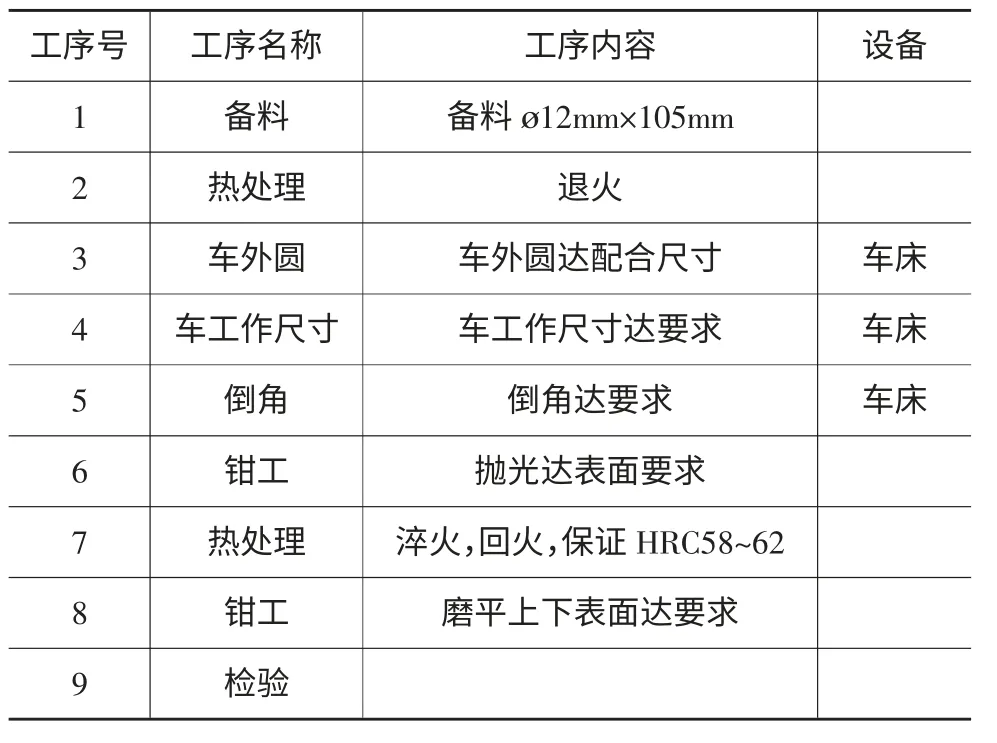
表3 冲孔凸模加工工艺过程
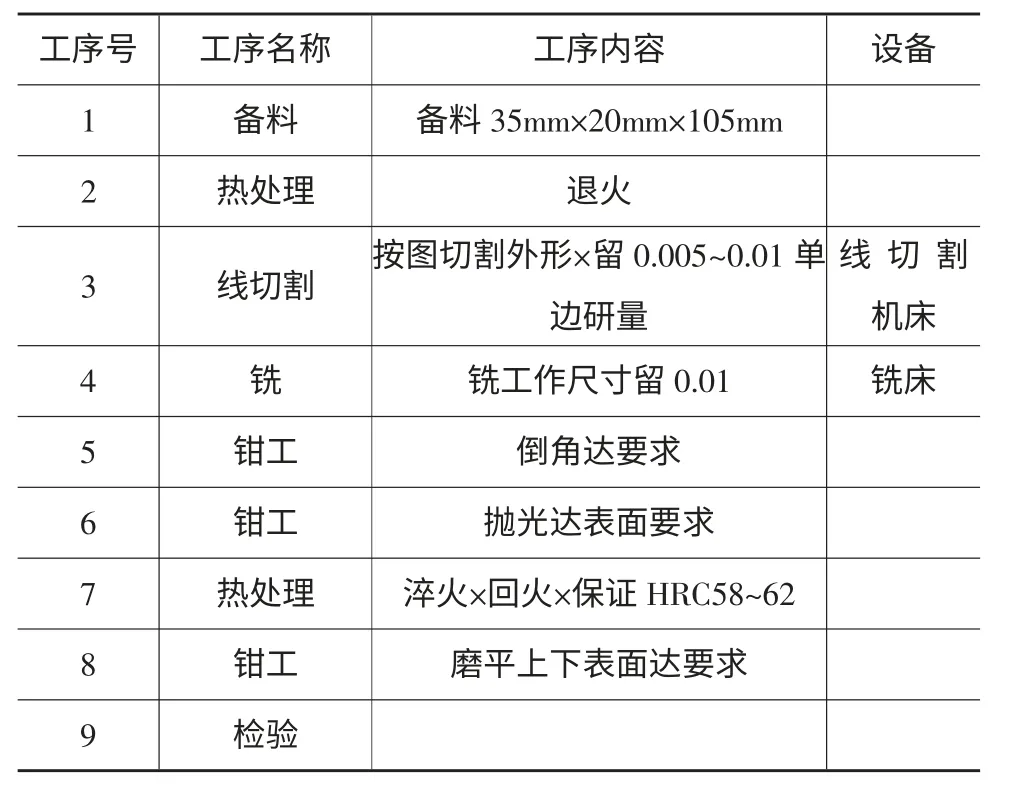
表4 冲孔凹模加工工艺过程
[1]肖周志.压线卡复合模设计[J].锻压装备与制造技术,2010,45(2).
[2]蒋晓斌,朱智文.拉深侧冲孔圆桶复合模设计[J].锻压装备与制造技术,2010,45(6).
[3]林章辉.无凸缘深圆筒件复合模设计[J].锻压装备与制造技术,2009,44(4).
[4]沈言锦.AZ60 镁合金汽车垫片冲压工艺与模具设计[J].特种铸造及有色合金,2013,(9).
猜你喜欢
模具制造(2022年2期)2022-03-25
装备制造技术(2019年12期)2019-12-25
模具制造(2019年7期)2019-09-25
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
制造技术与机床(2018年11期)2018-11-23
山东工业技术(2016年15期)2016-12-01
锻压装备与制造技术(2016年3期)2016-06-05
中国科技纵横(2015年1期)2015-12-27
中原工学院学报(2014年3期)2014-04-01
