
机械压力机安全技术解决方案解析
2015-07-01 09:31陈春童仲太生吴凤娟
锻压装备与制造技术 2015年3期
陈春童,仲太生,吴凤娟
(1.江苏扬力坚城锻压机床有限公司,江苏 扬州225009;2.江苏扬力集团,江苏 扬州225127)
0 前言
《GB27607-2011 机械压力机 安全技术要求》国家标准于2012年10月1日正式实施。该标准基本等同于欧盟《EN692 Mechanical Presses- Safety》的机械压力机安全技术要求。标准规定了机械压力机类产品的设计、制造、改造、使用的术语和定义、严重危险、安全要求和措施、检验和使用信息;新标准对机械压力机安全设计提出了全新的要求,完全区别于原来的设计理念;新标准对于提高机械压力机的安全性作出了规定,确保机械压力机的控制是本质安全的。
基于新标准的要求,笔者对目前主要的几个设计方案进行了深度分析。目前主要解决方案有四种:第一种采用安全可编程控制器;第二种采用可编程安全模块+普通可编程控制器(PLC);第三种为采用固化程序安全模块+普通可编程控制器(PLC);第四种为安全继电器组+普通可编程控制器(PLC)。本文将对各方案进行具体描述并对方案的优缺点作具体点评。
机械压力机原控制解决方案比较简单,即采用普通PLC 进行所有的逻辑控制。安全要求的点(双手控制、光电保护、安全门、急停、双联阀等)也是接入到普通可编程控制器,并且也没有冗余和监控措施要求。一旦发生故障或累积故障很难停止危险动作。为此,新标准全面提高机械压力机安全性,确保操作者不受伤害。以下具体分析新解决方案。
1 新标准解决方案
1.1 第一种方案
第一种解决方案为采用安全可编程控制器,如图1 所示。该方案采用安全可编程控制器代替原来的普通可编程控制器,所有输入输出全部接在安全可编程控制器上。针对双手控制、安全继电器、安全门、急停控制、安全双联阀全部采用冗余、监控措施,确保每一个动作均受到监控。目前市面上主流的安全PLC 厂家有美国罗克韦尔Guard PLC 安全PLC系列产品,法国施耐德XPSMF 安全PLC 系列产品,德国PILZ 公司PSS 系列产品等。
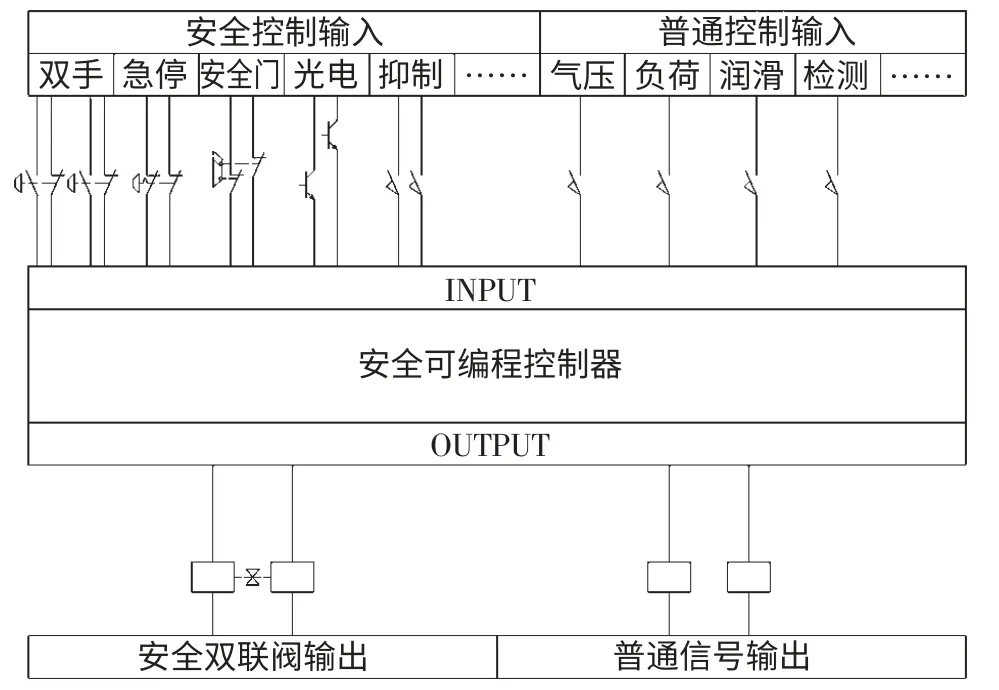
图1 安全可编程控制器解决方案
该方案的优点是只要按照规定的接线方式和编程方法就能完全符合《GB27607-2011 机械压力机安全技术要求》标准要求,并且具有本质安全性,同时接线少,配线工作量较少。但缺点也很明显:成本是原方案的几十倍以上,造价非常高。
1.2 第二种方案
第二种解决方案采用可编程安全模块+普通可编程控制器PLC(图2)。该方案采用一个可编程安全模块+普通型可编程控制器组合来控制,把安全信号双手控制、光电保护、安全门、急停、双联阀在可编程安全模块进行逻辑编程,实现安全的功能。把普通辅助控制点采用普通型的可编程控制器来控制。目前市面上主流的可编程安全模块厂商有:德国PILZ 公司PNOZ 系列可编程安全模块系列产品,日本OMRON 公司G9SP 系列产品等。普通PLC有日本三菱FX1N 系列产品,OMRON 公司CP1E产品,西门子SMART PLC 系列产品等。
该方案的优点是只要安全部分按照规定的接线方式和编程方法就能完全符合《GB27607-2011 机械压力机 安全技术要求》标准要求,并且具有非常高的安全性,同时接线较少,配线等工作量相对较少,各种安全功能的组合比较灵活,可根据现场情况增加或减少。与原解决方案相比是在原基础上增加了可编程安全控制模块,对原设计的优点能继续保存下来。缺点是可编程操作受人工因素影响,所编制程序需专业人员认证才能保证安全性。另需要两套编程软件,编程工作相对较多。成本比原解决方案提高3~10 倍甚至更多。
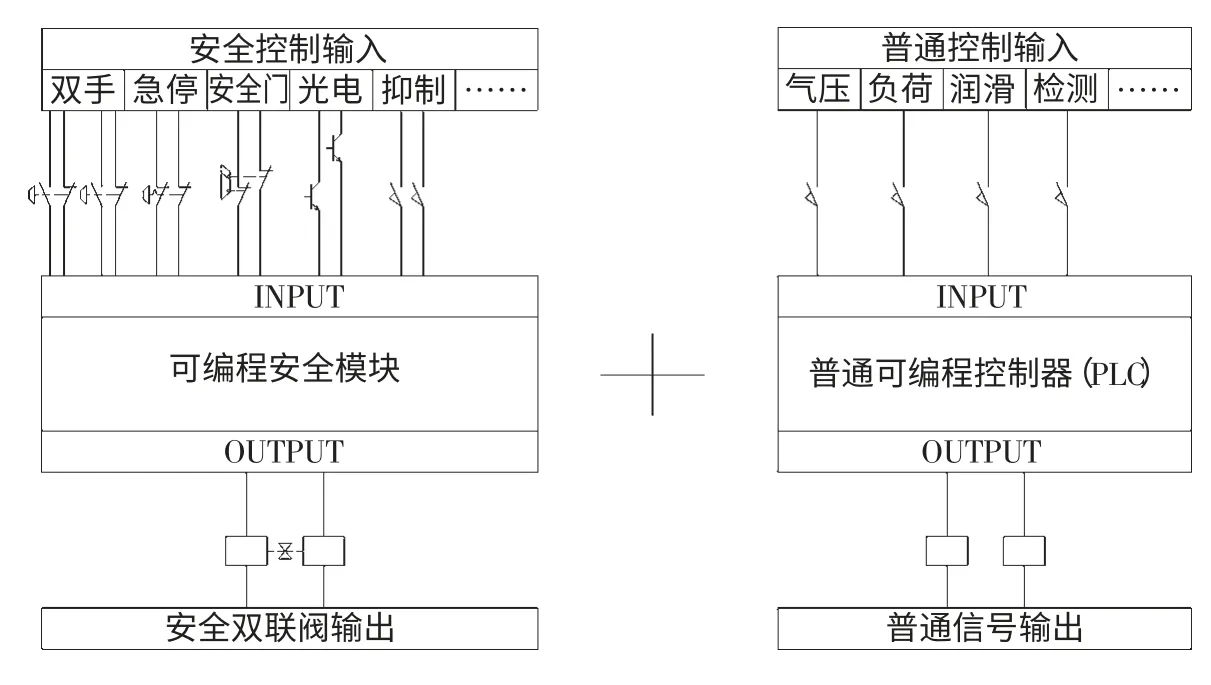
图2 可编程安全模块+普通可编程控制器解决方案
1.3 第三种方案
第三种解决方案为采用固化程序安全模块+普通可编程控制器PLC。该方案把安全信号双手控制、光电保护、安全门、急停、双联阀在固化程序安全模块进行固定组合,实现安全的功能。把普通辅助控制点采用普通型可编程控制器控制。目前市面上主流的可编程安全模块厂商有:德国施迈赛(SCHMERSAL)PROTECT 系列固化编程安全模块系列产品,南京埃斯顿SAFE100 系列产品。普通可编程控制器同第二种方案。
该方案的优点是只要安全部分按照规定的接线方式接线即完全符合《GB27607-2011 机械压力机 安全技术要求》标准要求,并且具有非常高的安全性,同时接线较少,配线工作量相对较少。与原方案比是在原基础上增加了固化程序安全控制模块,对原设计的优点能继续保存下来。缺点是该方案中的的固化程序安全模块必须按照设定好的接线模式,不能增加或减少安全功能,安全功能组合不灵活。成本比原成本提高2~4 倍甚至更多。
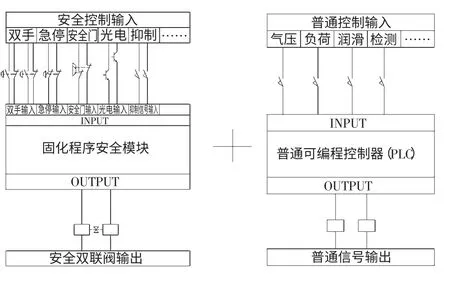
图3 固化程序安全模块+普通可编程控制器
1.4 第四种方案
第四种解决方案采用多个安全继电器+普通可编程控制器PLC。该方案采用多个安全继电器+普通型可编程控制器组合来控制,把安全信号双手控制、光电保护、安全门、急停分别采用各自的安全继电器,实现安全的功能。把普通辅助的控制点采用普通型可编程控制器控制。目前市面上安全继电器厂商很多,如德国SICK 公司UE 系列,德国施迈赛(SCHMERSAL)公司SRB 系列,国内济宁科力CSRM系列等,普通可编程控制器同第二种方案。
该方案的优点是每一个安全点都是用安全继电器来实现,安全点全部是用硬件搭建出来的,安全性能可靠,不依赖于软件,增减安全点也很灵活,维修维护较为方便。缺点是需增加配线工作量。成本比原解决方案增加2~5 倍甚至更多。
综上所述,第一种方案造价太高不可取;第二种方案依赖于软件,而软件的可靠性和编程的逻辑需专业人员认证,一旦出现故障需专业人员才能解决;第三种方案因程序固化,一旦某点有故障则需更换整个控制器,维修维护不方便;第四种方案比较适合目前状况,既能满足安全性的要求,又能很快被技术人员掌握,维修维护方便。当然,从长远来看,使用可编程安全模块和可编程控制器则为未来趋势。
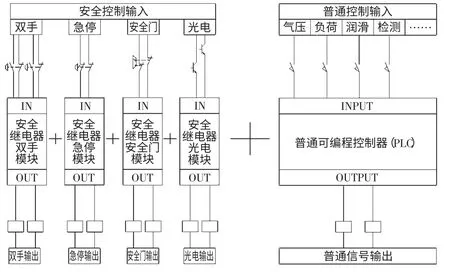
图4 安全继电器+普通可编程控制器
[1]全国锻压机械标准化技术委员会.GB27607-2011 机械压力机安全技术要求[S].北京:中国标准出版社,2011.
[2]张加正,仲太生,陈春童,等.全功能电脑整机控制型高速压力机[J].锻压装备与制造技术,2003,38(3).
[3]陈春童,封 峰,徐 丽.利用反馈回路提高压力机PLC 控制系统的安全性[J].锻压装备与制造技术,2002,37(5).
[4]德国皮尔兹公司.产品综合样本.2010-07.
[5]德国SICK 公司.工业安全系统传感器和安全技术服务.7082923.0608.
猜你喜欢
湖南电力(2021年4期)2021-11-05
重型机械(2020年3期)2020-08-24
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
小学生学习指导(低年级)(2017年11期)2017-10-23
制造技术与机床(2017年3期)2017-06-23
山东工业技术(2016年15期)2016-12-01
工业设计(2016年7期)2016-05-04
自动化博览(2014年12期)2014-02-28
铁路通信信号工程技术(2014年5期)2014-02-28
