
一种高速精密数控冲床滑块动态精度测量方法
2015-07-01 09:31赵宏松万正东江宝明周宝玉
锻压装备与制造技术 2015年3期
赵宏松,万正东,吴 昊,江宝明,周宝玉
(扬州锻压机床股份有限公司,江苏 扬州225128)
0 引言
滑块动态精度主要包括下死点动态精度、左右水平方向动态精度、前后水平方向动态精度,对于高速精密数控冲床而言,上下模间隙越小,制件的冲裁面质量越好,若滑块的水平方向精度较差,对于冲裁间隙要求较小的制件,可能会导致上、下模之间发生碰撞,造成模具损坏;若下死点精度较差,可能会导致一些薄制件不能完全冲穿,以及冲裁中不能提供预期大小的冲裁力。因此,有必要对滑块的动态精度进行测量,为模具的冲裁间隙选择提供参考,及对冲裁力稳定性给予评价。
1 测量仪器
电涡流位移传感器3 个,夹具块1 个,虚拟仪器一套(信号调理卡NI-SCXI-1327,NI-SCXI-1125;数据采集卡NI-PXI-6251 M Series Multifunction DAQ),显示器1 台。
2 测量步骤
2.1 测量状态
滑块最大和最小装模高度状态为其行程的极限位置,极限位置处的误差一般相对较大,因此本次滑块的动态精度测量选择滑块分别在最大和最小装模高度状态为测量目标。
2.2 测量具体过程
压力机滑块运动时的位置精度,包括滑块下死点精度(Z 方向),以及左右(X 方向)、前后(Y 方向)位置精度。
选择工作台面几何中心处为测量点,在滑块中心处安装一测量体,要求该体在三个方向表面光滑,将三个位移传感器同时安装在工作台板上,并使感测头正对测量体的三个表面;将传感器与虚拟仪器相连,测量前将测量设备进行校零。
为了消除机床发热对滑块动态精度的影响,测量前将机床调整到最大转速状态下空载运转2~3 个小时,然后从最高转速状态下开始测量滑块动态精度,每过一定时间将机床转速降低50,逐级测量不同转速下滑块的动态精度,最后一次将机床转速调整为10rpm 进行动态精度测量。
2.3 数据处理
以上测量误差均为滑块相对于工作台板的相对误差,下死点的测量结果数据处理与水平方向不同,具体处理方式说明如下。
2.3.1 下死点测量数据处理
滑块的运动误差主要包括系统误差和随机误差。系统误差主要由零件的加工及装备中的初始间隙等因素引起的误差;随机误差又分为稳态误差和波动误差。所谓稳态误差是指在某一转速下,由于惯性力等因素的作用,连接副的弹性变形使间隙变大、连杆的伸长等引起的误差,该误差随转速变化而变动;波动误差指一些不确定因素引起的误差。
以某一次下死点动态精度测量为例,图1 为某测量中滑块的运动曲线,以前对下死点的动态精度处理主要考虑滑块在下死点的重复定位精度,其相应的测量数据处理过程如下。

图1 下死点测量结果波形图
假设图1 滑块在下死点处的读数分别为ui(i=1,2,…,n),其平均值为
则滑块在下死点的波动值取为

其相应波动图如图2 所示。取

δ 即为相应的重复定位精度。
对于不同的转速,滑块下死点处的读数平均值uˉ将不同,如果仅分析滑块的动态波动误差,只能对机床的稳定性给予适当评价,并不能很好地表示滑块在下死点及水平方向的动态精度,不能对模具的冲裁间隙及滑块所能提供的冲裁力稳定性给予指导,因此,本次的动态精度分析将在上述分析的基础上进行进一步分析。
本次测量将滑块的速度16 等分,分别测量滑块在50spm、100spm、150spm……800spm 状态下的动态精度情况,在j 级转速下对应的下死点平均值为;假设在静止状态下,滑块下死点处的读数为u0,则j级转速下,下死点的稳态偏差为
则此时下死点误差图为图2 基础上竖直方向平移aj。
令


图2 下死点数据处理后波形图
下死点运动误差取为max(△1,△2)。在实际测量中,由于滑块处于静态下的下死点位置状态不便准确测量,测量中取滑块在10spm 转速下的测量值平均值代替u0。由于转速较低,机床的振动及惯性力的影响很小,该方法虽然会造成一定的误差,但仍可以认为是合理的。
2.3.2 水平X、Y 方向测量数据处理
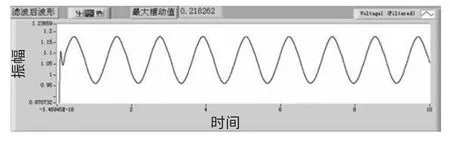
图3 滑块X(或Y)向测量结果波形图
水平方向X、Y 数据处理方法相同,在此只对X方向进行说明。图3 为某转速下测量的X 方向时域位移曲线图(测量前须对测量系统进行校零,图3 可能没有校零,实际测量数据为校零后的数据,数据处理按校零后的情况处理),某一时刻t 对应的测量值为x(t),在图3 中取一段稳定时域作为研究对象,则X 方向的稳定误差值取为
令
则在该转速下机床的X 方向最大误差和最大误差波动分别为
3 总结
结合以上分析和多年的生产实践,采用该方案在设计上可以满足数控高速精密冲床的滑块动态精度测量要求。只要在测试时,远离周围环境的振动源、保证测量仪器的精密性和机床运行的可靠性,获得准确、真实的测量数据是没有问题的。图4 是我司测量时的情景。

图4 动态精度现场测量
[1]李长河,毕晓伟,井卫义,等.高速压力机下死点动态精度稳定技术[J].新技术新工艺,1999,(2):15-16.
[2]王晓东,鹿新建,肖 政,等.高速压力机下死点测试及数据分析[J].锻压装备与制造技术,2008,43(2):37-39.
[3]陈维民,曹喜滨,高乃光.机械压力机滑块运动精度的分析研究[J].锻压技术,1993,(5):39-43.
猜你喜欢
心理学报(2022年4期)2022-04-12
水泵技术(2021年3期)2021-08-14
模具制造(2019年7期)2019-09-25
婚姻与家庭·性情读本(2017年1期)2017-02-16
锻压装备与制造技术(2016年3期)2016-06-05
中国惯性技术学报(2015年1期)2015-12-19
中国塑料(2015年9期)2015-10-14
西华师范大学学报(自然科学版)(2015年3期)2015-02-27
中原工学院学报(2014年3期)2014-04-01
中原工学院学报(2013年1期)2013-12-20
