
HAT-099甲苯歧化及烷基转移催化剂的工业应用
2015-06-28 17:17:35蒋优军
石油化工技术与经济 2015年5期
蒋优军
(中国石化上海石油化工股份有限公司芳烃部, 200540)
工业化应用
HAT-099甲苯歧化及烷基转移催化剂的工业应用
蒋优军
(中国石化上海石油化工股份有限公司芳烃部, 200540)
介绍了新型歧化催化剂HAT-099在歧化装置的工业应用情况。工业运行结果表明:该催化剂强化了烷基转移反应,可以处理重芳烃含量较高的原料,并保持较优转化率和选择性,降低对二甲苯生产成本的要求。同时提出了一些建议,以便进一步充分发挥该催化剂处理C10A的能力。
甲苯歧化 烷基转移 催化剂 转化率 选择性


中国石化上海石油化工股份有限公司(以下简称上海石化)芳烃部的现有装置结构设置使得其能够提供较为丰富的重芳烃资源,为歧化装置所用,同时之前MXT-01催化剂使用寿命已接近末期。为此,上海石化于2013年4月在1#歧化装置上开始使用中国石化上海石油化工研究院(SRIPT)最新开发的HAT-099催化剂,以满足PX联合装置下一个运行周期的生产需要,同时也为提高重芳烃资源的利用奠定基础。
1 反应机理分析
甲苯歧化及烷基转移反应原理如下,其中主反应为:
a. 歧化反应:
b. 烷基转移反应:
副反应为:
a. 重组分歧化反应:
b. 加氢脱烷:
芳烃歧化与烷基转移反应的实质是芳烃侧链烷基基团在芳环之间的移动和重排。一般而言,芳烃歧化反应则是烷基侧链从一个烷基取代芳烃化合物转移到另一个相同的化合物的芳环上,生成两个不同的芳烃分子;与此类似,烷基转移反应是指一个烷基侧链在两个不同的芳烃分子之间迁移,产生两个新的芳烃化合物分子,芳烃歧化反应是烷基转移反应的一种特殊形式。
甲苯歧化和烷基转移反应技术发展方向是充分利用工业上廉价的重芳烃(特别是C10A),有效地提高二甲苯产量。要充分利用C10A等重芳烃,提高经济效益,则需进一步提高甲苯歧化及烷基转移反应技术,而甲苯歧化及烷基转移反应技术的关键是催化剂。针对这一情况,采用SRIPT甲苯歧化及烷基转移工艺技术及国产HAT-099型高空速歧化催化剂,能处理高C10A含量的原料。
2 HAT-099催化剂工业运行结果
2.1 装置概况
上海石化芳烃部1#歧化装置为引进装置,采用美国UOP技术,反应器尺寸为Φ4 020 mm×9 620 mm,于1985年建成投产。1994年换剂时使用SRIPT的ZA-92催化剂,运行近5年,催化剂性能良好。1999年经扩能改造后,歧化处理量提高到550 kt/a,因扩能需要,歧化进出料增加了一台由中国石化工程建设公司设计的国产换热器,同时换用SRIPT的HAT-095催化剂,催化剂装填量为48 t,开工时出现了换热器偏流的现象,造成2次投料。2008年换用SRIPT的MXT-01催化剂,开工投料时仍因换热器偏流导致5次投料。本次换用HAT-099催化剂,催化剂的装填量为28 t。
2.2 催化剂基本概况
HAT-099催化剂是中国石油化工股份有限公司上海石油化工研究院开发的新一代甲苯歧化及烷基转移催化剂,于2004年通过了中国石油化工股份有限公司组织的小试研究技术评审。2006年,在中国石油化工股份有限公司天津分公司(以下简称天津分公司)开展并完成了侧线试验,并于2008年通过了技术评审。2009—2012年间已在天津分公司等多套歧化装置上成功进行了6次工业应用,运行结果良好,重芳烃处理能力较强。HAT-099催化剂的物性指标见表1,主要工艺及性能指标见表2。

表1 歧化催化剂物性指标
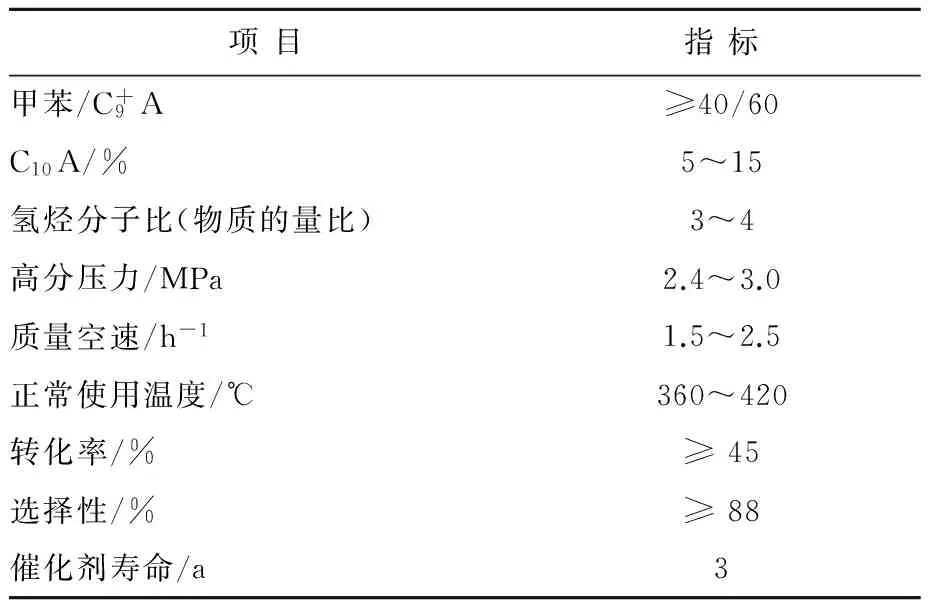
表2 主要工艺及性能指标
2.3 催化剂初次投料概况
上海石化于2013年4月在芳烃部1#歧化装置换剂检修期间,更换处理重芳烃能力更强的HAT-099甲苯歧化与烷基转移催化剂。本次HAT-099催化剂于2013年4月15日装填完毕,共装催化剂28 t(装填量与上一批MTX-01一致),装填密度0.69 t/m3,于4月21日开工投料,开工投料一次成功。
4月21日13:28,反应系统达到预定投料条件后正式投入纯甲苯反应,投料时反应器入口温度320 ℃、出口温度310 ℃(400 ℃脱水过程中反应器进出口温度显示一致),循环氢压缩机转速11 000 r/min(最大为12 000 r/min),循环氢流量103 000 m3/h(当时循环氢纯度在线仪显示为90.7%, 该值稍低于分析数据),投料量50 m3/h(折合投料质量空速1.5 h-1),投料后3 min反应器入口温度有所下降,投料后14 min反应器出口温度达最高值332 ℃,然后开始回落,投料后13 min高分见液位。投料44 min后开始进重芳烃,投料50 min后开始提高进料负荷和入口温度,随后负荷逐步提到70 m3/h,随着进料负荷提高,反应器入口温度逐步提到340 ℃。图1为投料阶段的反应器进出口温度变化曲线。

图1 HAT-099投料时温度变化趋势
整个投料相当平稳,投料过程中,反应器出口最高温度低于预期值,初步判断是投料负荷增加后,可能带走了部分热量。投料过程中,循环氢量最小值为84 000 m3/h,两个换热器最大温度偏差为11 K,随后温差逐步减小。投料一次成功,HAT-099投用后,苯产品质量合格。
2.4 HAT-099催化剂长周期应用情况
2013年4月21日投料运转至2014年2月底,HAT-099催化剂已在上海石化1#歧化装置连续运行10个多月。期间,平均质量空速为1.88 h-1、氢烃物质的量比为5.1︰1、反应压力为2.88 MPa、进料中C10A质量分数为9.77%,一直保持较好的活性和稳定性。
(1)催化剂的提温速度较慢,在保持转化率不变的条件下,平均月提温1.02 K,具体如图2所示。
(2)装置一直在较高空速及进料中C10A含量较高的工况下运行,反应原料中甲苯和重芳烃质量比为(56∶44)~(50∶50),其中C10A质量分数为7.76%~11.76%,具体见图3~4所示。

图2 反应器进口温度升温曲线

图4 进料C10A质量分数与二甲苯选择性关系
当原料中C10A质量分数升高且不高于11%时,总选择性下降、二甲苯选择性升高。也就是说,作为反应原料的C10A易于发生脱烷基等副反应,故总选择性下降;而二甲苯选择性升高则是因为C10A与同为反应原料的甲苯发生了烷基转移反应,减少了甲苯歧化反应的发生,抑制了苯产品的生成。故C10A增加,可以有效提高混合二甲苯的产量,达到增产混合二甲苯的目的。
当原料中C10A质量分数继续升高至11%以上时,此时总选择性及二甲苯选择性都基本保持不变或略有下降,这可能是由于随着原料中C10A质量分数继续增大,包括茚、茚满、萘系物等重质不可利用的芳烃含量也逐步增大,这些物质发生的大部分是脱烷基及加氢裂解等副反应,不会生成二甲苯。
(3)近一年的运行过程中,反应进出料中C10A变化趋势如图5所示。进料中C10A质量分数平均为9.49%,而产物中C10A质量分数平均为3.28%,C10A平均转化率为66.67%。催化剂月提温1.02 K,总转化率为45.51%,总选择性为88.78%,一直保持较好的活性和稳定性。表明HAT-099催化剂适用于C10A含量高和变化范围较宽的原料。

图5 反应器进出料C10A的变化趋势
2.5 进料中C10A含量不同的影响
在空速2.0 h-1左右、高分压力2.85 MPa的条件下,比较了不同C10A含量原料的反应性能,结果见表3和表4。

表3 含不同C10A进料和液相产物组成 %(质量分数)
从表3和表4结果可以看出:进料中甲苯减少,重芳烃含量增加,尤其是C9A质量分数增加时,产物中苯质量分数减少、C8A质量分数增加,表明进料中重芳烃质量分数增加,发生烷基转移反应的比例也增大。在基本相同的转化率和选择性条件下,提高进料中重芳烃质量分数,有利于提高二甲苯收率,降低苯收率,增加了装置的经济效益。

表4 HAT-099催化剂运行结果
同时也可以看出:C10A转化率随着进料中C10A质量分数增加而增大是由于C9A进行歧化反应时,反应产物中C10A存在一个平衡浓度,当原料中C10A质量分数较低时,产物中C10A浓度不会低于该平衡浓度。根据热力学原理,原料中C10A的加入能够抑制C9A歧化副反应。因此,进料中C10A质量分数的提高,有利于C9A与甲苯进行烷基转移反应,有利于C10A向脱烷基反应方向进行[3]。
2.6 装置运行优化建议
歧化装置的原料分别来自DA-506侧线重芳烃、DA-802塔顶重芳烃、DA-409塔底甲苯、DA-505塔顶甲苯以及罐区FB-501补料。为进一步发挥HAT-099催化剂处理高C10A的能力,可以考虑采取以下优化操作。
(1)调整歧化进料组成,提高歧化进料中重芳烃质量分数,通过将抽提装置过来的甲苯外送罐区,将进料中甲苯质量分数逐步降至50%以下,C9A和C10A分别调整至40%以下和11%左右。此时二甲苯收率为最大,但不等于装置利益最大化,需根据当时原料及产品价格进行核算,调整进料中重芳烃含量,确保装置利润最大化。
(2)提高DA-802塔顶重芳烃量,尽可能降低DA-802塔底液中可利用的C10A质量分数,同时保证歧化原料中不可利用的萘系化合物小于0.5%。
(3)在补充氢量、塔釜加热负荷、塔顶采出量、塔顶冷却量满足的前提条件下,不断提高进料中重芳烃质量分数,并及时调整反应温度,总转化率可以控制在45%左右。
(4)HAT-099甲苯歧化与烷基转移催化剂的技术指标允许的最低氢烃比为3.0,实际运行过程中氢烃比5.0左右。建议在条件允许的前提下,结合循环氢压缩机实际运行工况调整氢烃比为3~4,以达到节省透平驱动蒸汽的目的。
(5)在提高重芳烃含量和其他工况不变条件下,由于反应温度会不断提高,反应过程中副反应会增加,此时需综合分析装置的技术经济性。同时若反应温度升高过快,或装置不能稳定操作,则停止提高重芳烃含量的操作。
3 结论
(1)新一代甲苯歧化与烷基转移催化剂HAT-099在上海石化1#歧化装置成功进行了工业应用,开工过程简单,运行稳定,在处理重芳烃能力以及空速、氢烃比和选择性指标上达到或优于同类国外催化剂。
(2)HAT-099催化剂投料至今,装置运行稳定,催化剂一直保持较好的转化率、选择性和稳定性,各项数据均达到或超过合同值,近一年的运行过程中,HAT-099催化剂平均转化率为45.51%,平均选择性为88.78 %。
(3)HAT-099催化剂具有处理重芳烃能力强、选择性高等特点,实际运行结果表明重芳烃利用率得到了明显提高,达到了多处理重芳烃、多产二甲苯的目的,外排重芳烃量大幅下降,减少了外购成本较高的C8A原料量,显著提高了装置的经济效益。
[1] 陈庆龄,孔德金,杨卫胜.PX增产技术发展趋向[J].石油化工,2004,33(10):909-915.
[2] 刘红星,谢在库,张成芳,等.甲苯歧化与三甲苯烷基转移反应体系的化学平衡[J].石油化工,2003,32 (1):28-32.
[3] 鲍永忠,杨德琴,祁晓岚,等.HAT-096M甲苯歧化与烷基转移催化剂的工业应用[J].化学反应工程与工艺,2007,23(1):79-82.
Evonik利用创新技术扩能欧洲C4产品链
Evonik工业集团利用创新技术在德国Marl化工园区建立了C4化学品新生产装置,这也是Evonik集团C4产品欧洲产能扩充的一部分,此次扩能增加了Marl地区的1-丁烯、异壬醇、 甲基叔丁基醚产能。
Evonik称,从流化催化裂化装置来源的C4原料馏分由临近的BP Gelsenkirchen炼厂供应,该创新技术有效地扩大了FCC装置C4馏分的应用,包括各种化学反应和吸附技术,高效且具有灵活性,在全世界范围内尚属首次。
(中国石化有机原料科技情报中心站供稿)
Commercial Application of HAT-099 Toluene Disproportionation and Transalkylation Catalyst
Jiang Youjun
(AromaticsDivision,SINOPECShanghaiPetrochemicalCo.,Ltd. 200540)
The commercial application of a new type HAT-099 disproportionation catalyst in the disproportionation unit was introduced. The result showed that the catalyst strengthened the transalkylation reaction, could handle raw materials with high heavy aromatic content while maintaining optimum conversion rate and selectivity, which therefore reduced production cost requirements of paraxylene. Proposals were also raised for giving full play to the ability of the catalyst in handling high C10A.
toluene disproportionation, transalkylation, catalyst, conversion rate, selectivity
2015-08-26。
蒋优军,男,1985年出生,2010年毕业于大连理工大学专业化学工程与工艺,本科,工程师,长期从事芳烃二甲苯生产工作,曾发表论文1篇。
1674-1099 (2015)05-0050-05
TQ314.24
A
猜你喜欢
当代化工研究(2023年16期)2023-09-11 04:24:45
中国烟草学报(2021年4期)2021-09-26 07:30:38
水泵技术(2021年4期)2021-01-22 03:31:13
中华养生保健(2020年9期)2021-01-18 03:12:36
无机化学学报(2019年2期)2019-02-27 06:53:38
西南石油大学学报(自然科学版)(2018年6期)2018-12-26 01:00:18
山东煤炭科技(2018年1期)2018-12-05 08:22:22
应用化工(2014年7期)2014-08-09 09:20:27
食品工业科技(2014年15期)2014-03-11 18:17:49
郑州大学学报(工学版)(2014年6期)2014-03-01 04:21:28
