
基于可变接触弧长的新型铝热轧机清刷辊控制系统
2015-06-27 03:51王晓江
有色金属加工 2015年4期
田 刚,王晓江
(1.洛阳有色金属加工设计研究院,河南,洛阳471039;2.江苏常铝铝业股份有限公司,江苏,常熟215532 )
基于可变接触弧长的新型铝热轧机清刷辊控制系统
田 刚1,王晓江2
(1.洛阳有色金属加工设计研究院,河南,洛阳471039;2.江苏常铝铝业股份有限公司,江苏,常熟215532 )
文章介绍了一种我院最新研发的铝热轧机清刷辊控制系统,并从系统组成、控制原理及人机交互界面等方面进行了详细说明。现场实际应用证明,该系统能满足生产需求。
弧长;位置闭环控制;清刷辊;伺服阀
由于铝的熔点低,易于粘附,在300~600℃高温下连续轧制时,铝材在与轧辊接触过程中出现连续塑性变形,其表面的氧化膜层及润滑膜层不断遭到破坏,极易与工作辊发生粘结,产生粘铝,如不及时清除而引起粘铝层脱落,将会造成严重的铝材表面质量缺陷。近年来,随着易拉罐料和PS板等产品对表面质量的要求越来越高,有效预防和及时清除工作辊粘铝就显得越来越重要。通常,除调整润滑乳液浓度配比和轧辊磨削参数外,最常用的预防和清除工作辊粘铝的方法就是调整清刷辊系统的控制参数。
1 系统组成及原理
1.1 系统组成
传统清刷辊系统由清刷辊和液压驱动机构组成,只有压靠和退回两种工作模式,因其结构简单、故障率低,在铝热轧机上得到了广泛应用。但是,由于调整清刷辊与工作辊压靠力的压紧弹簧只能离线设置,不能在线实时调整,当轧制一些粘铝严重或对表面质量要求较高的产品时,其清刷效果往往很难满足生产和工艺要求。
为克服上述缺点,我院研发了一种全新的清刷辊控制系统,如图1所示。新系统主要由液压阀台、液压油缸、伺服阀、位置传感器、压力传感器和尼龙清刷辊等部分组成。全套系统共配有4根尼龙清刷辊,分别安装在轧机的出、入口和工作辊的上、下两侧,清刷辊之间独立控制,互不干扰。每根清刷辊配有2个液压油缸,分别装在清刷辊的两端;每个油缸内部装有1个位置传感器,用来间接测量清刷辊的位置;每个油缸配有1个伺服阀和1个压力传感器,伺服阀用来控制油缸的伸出和缩回,压力传感器用来实时检测清刷辊与轧辊的压靠力,伺服阀和压力传感器均安装在轧机附近的液压阀台上。
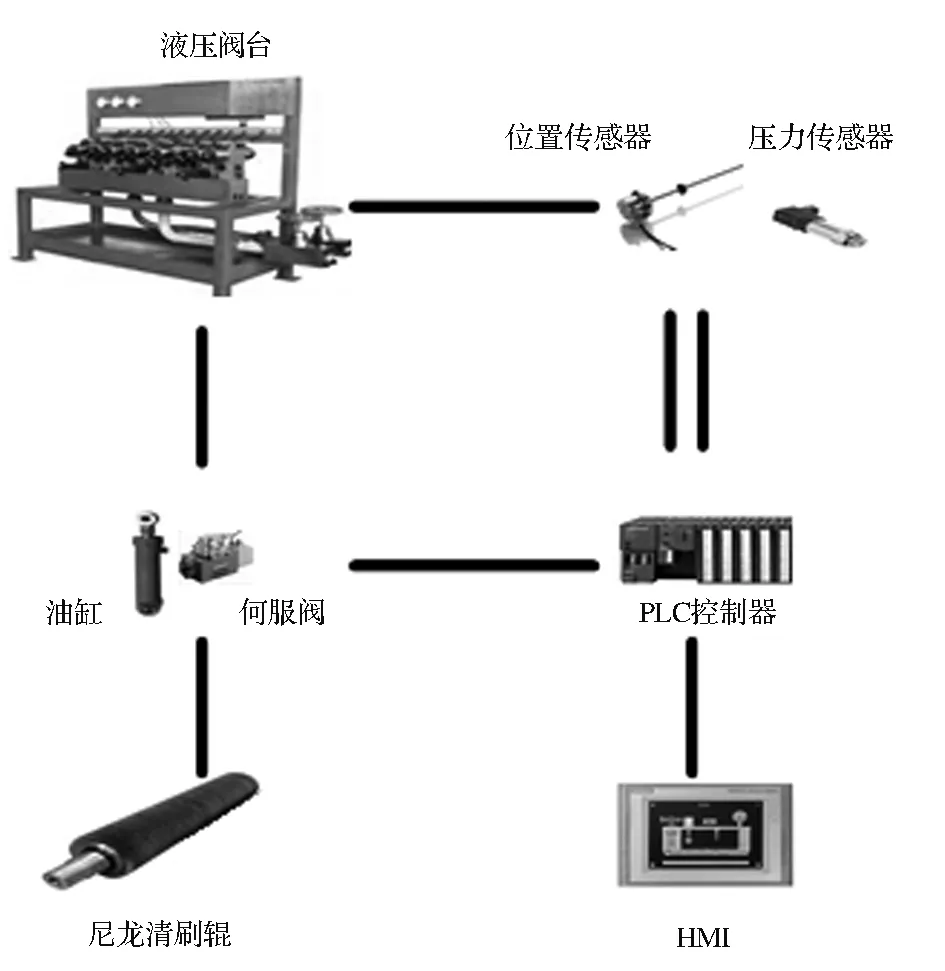
图1 系统组成Fig1. System components
1.2 系统原理
系统工作时,安装在油缸内部的位置传感器将油缸位置实时反馈给PLC控制系统,系统计算出目标位置和实际位置的偏差值并将其送给PID控制器进行调节;数字调节信号经过数/模转换成电信号后,经系统输出模块输出到伺服阀,伺服阀通过控制油缸的伸出和缩回使清刷辊的位置与设定的目标位置始终相等,这就是清刷辊的位置闭环控制,通过位置闭环,操作人员可轻松实现对清刷辊接触弧长的在线精确控制和实时调整。
2 软件设计
在软件程序设计上,采用基于西门子S7-400平台CPU416加ET200M分布式子站,利用CFC连续功能图的强大函数处理逻辑运算功能,实现对清刷辊高速、精确位置闭环控制,系统控制流程如图2所示。当系统开始工作时,操作人员首先执行系统复位操作,此时卸荷阀将由打开变成关闭,系统由开环切换到位置环,为克服油缸启动摩擦力,目标位置值由当前值加10mm,驱动油缸伸出10mm。当操作人员执行压紧操作后,目标位置按一定速率递增,伺服阀驱动油缸伸出从而推动清刷辊向工作辊靠拢,直到清刷辊实际位置值进入设置的靠零有效区;同时检测压力大于设定靠零门槛压力值时,清刷辊停止,目标位置锁定,然后卸荷阀打开,清刷辊退回到最大位,系统靠零完成。轧制时,操作人员根据工艺要求决定是否投入清刷作业,如不投入,则执行松开操作,出、入口的清刷辊将始终停留在最大开口位;如需投入,则执行压紧操作, 系统接收到压紧命令后,自动进入连锁自检,当乳液和清刷辊转速同时满足条件时,清刷辊自动执行压靠操作。压靠到位以后,操作人员可根据铝材表面质量,进行单根清刷辊的同松、同压、左倾及右倾操作,以获得理想的辊面清刷效果。
通常,为防止掉落的铝粉在铝材表面造成二次压入,清刷作业时,只允许投入出口侧清刷辊进行清刷作业。为避免频繁换向操作增加操作人员负担,系统与轧制方向进行了连锁,即当轧制换向时,系统会根据轧制方向自动投入出口侧清刷辊进行清刷作业,并自动打开入口侧清刷辊。当有特殊工艺要求时,出、入口清刷辊也可实现同时清刷作业,同时清刷作业时,出、入口清刷辊不受轧制方向连锁影响。
3 操作画面
操作画面由主操作画面(图3)、参数设定画面和诊断画面组成。主操作画面主要完成靠零、刷辊投入、水平调整及倾斜调整等操作;参数标定画面主要完成靠零门槛压力、保护门槛压力、靠零有效区及弧长调整限幅等相关参数的设定;诊断画面详细记录了系统的故障诊断及报警信息,方便维护人员及时查明及处理故障,提高了系统可维护性。
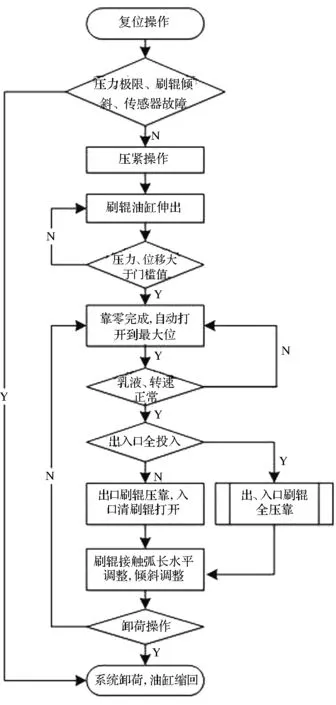
图2 控制流程图Fig2. Control flow chart
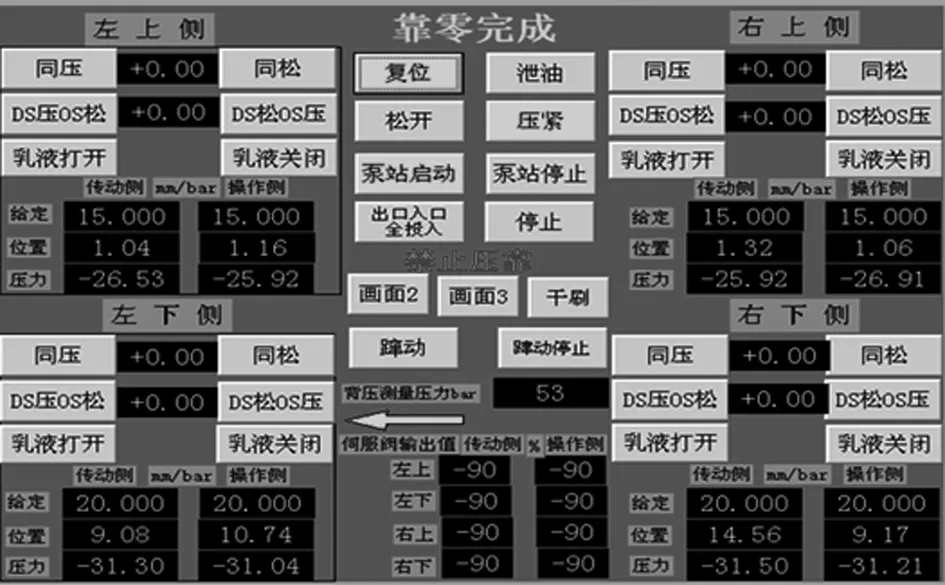
图3 主操作画面Fig3. Main operating interface
4 现场应用
本系统已在江苏常铝铝业股份有限公司的1450热轧机上得到应用,现场应用结果表明,该系统稳定可靠,相对于传统清刷辊控制方式,清刷效果得到了较大提高。同时,仍有以下问题需要改进提高:
(1)由于清刷辊使用环境十分恶劣,安装在清刷辊油缸里的巴鲁夫位置传感器极易受到热轧机乳液的腐蚀,影响传感器使用寿命;
(2)由于位置传感器安装在清刷辊油缸里,每次换辊都要将位置传感器与外部信号电缆脱开,在轧机乳液长期侵蚀下,位置传感器接头容易因腐蚀而造成信号虚接;
(3)与传统清刷辊结构相比较,新型清刷辊在机械结构上少了回拉弹簧,在系统失压情况下,上清刷辊在自身重力作用下会快速下落至上工作辊表面,由于清刷辊刷毛采用的是尼龙材质,在某些特定情况下,清刷辊刷毛有烫伤风险。
5 结论
该清刷辊控制系统改变了原来的固定压力压靠模式,通过高速位置闭环控制,实现了清刷辊接触弧长精确控制和在线实时调整。实践证明,该控制系统各项指标达到了设计要求,满足了不同产品加工的工艺要求,适合在在铝热轧机上广泛推广,市场前景广阔。
[1] 鲍伯祥,陆章杰,王世宁.西门子TDC编程及应用指南[M].北京:北京航空航天大学出版社,2007.
New Brush Roll Control System Based on Variable Arc Length for Aluminum Hot Rolling Mill
TIAN Gang1, WANG Xiaojiang2
(1.Luoyang Engineering and Research Institute for Nonferrous Metals Processing,Luoyang 471039, China; 2. Jiangsu ALCHA Aluminium Co., Ltd., Changshu 215532, China)
The paper presented a newly developed control system for brush roll of aluminum hot rolling mill of CNPT; it described components, control principles and HMI of the system; the system has been proven to be able to meet production requirement in practice.
arc length; position closed-loop control; brush roll; servovalve
2015-01-26
田刚(1982-),男,工程师,主要从事有色金属加工领域自动化控制系统的设计及调试工作。
TG334.9
A
1671-6795(2015)04-0052-02
猜你喜欢
北京理工大学学报(2022年9期)2022-09-17
装备制造技术(2022年2期)2022-06-04
新世纪智能(数学备考)(2021年10期)2021-12-21
新世纪智能(数学备考)(2020年10期)2021-01-04
陶瓷学报(2019年6期)2019-10-27
制造技术与机床(2019年7期)2019-07-22
新课程·中学(2018年7期)2018-12-29
制造技术与机床(2017年6期)2018-01-19
中国重型装备(2016年4期)2016-12-19
科技资讯(2016年5期)2016-08-13
